相控陣超聲檢測技術標準簡介
2019-12-19 08:19:56
無損檢測 2019年12期
(1.煙臺中集來福士海洋工程有限公司,煙臺264000;2.上海船舶工藝研究所,上海 200032)
近年來,隨著計算機處理能力的提高與晶片加工技術的成熟,相控陣超聲檢測技術得到了迅速發展,在各工業領域得到了廣泛應用。與此相應的,國內外標準化機構開展了相關標準的制定和完善。
1 現有標準體系
目前,國際上相控陣超聲檢測的標準體系有國際標準化組織(ISO)標準、歐盟(EN)標準、美國主流標準等,其中美國標準包括美國機械工程師學會(ASME)標準和美國材料與試驗協會(ASTM)標準。國內相控陣超聲檢測的標準體系有國家標準(GB)、地方標準(DB)、行業標準(NB、JB、QJ、DL、SY、船級社等)和計量技術規范(JJF)等。
這些標準包括:術語標準、設備標準、檢測方法標準和驗收標準等。
1.1 術語標準
目前只有一個正式出版的專門針對相控陣的術語標準EN 16018-2011《無損檢測-術語-相控陣超聲檢測術語》。此標準中術語分為3個部分,總共79個術語。第一部分與聲波相關,第二部分與檢測設備相關,第三部分與檢測相關。第二部分細分為兩部分:陣列,儀器與系統性能。第三部分細分為三部分:檢測技術,信號與指示,指示的評估。
ISO有超聲術語標準ISO 5577-2017 《無損檢測-超聲檢測-術語》,但此標準中未包含相控陣術語。ISO即將推出的相控陣術語標準ISO/DIS 23243 《無損檢測-術語-相控陣超聲檢測用術語》 目前處于草案稿(DIS)階段。此標準中術語分為三個部分,總共86個術語。第一部分與聲相關,第二部分與檢測設備相關,第三部分與檢測相關。第二部分細分為兩部分:探頭,儀器。第三部分細分為三部分:檢測技術,信號與指示,指示的評估。
目前美國標準體系中無單獨的相控陣術語標準。ASTM E1316-19a 《無損檢測術語標準》 第I部分超聲術語中,列出了“陣列”“角度增益修正”“相控陣探頭”“柵瓣”“線陣探頭”“面陣探頭”“線掃描”“扇掃描”“聚焦法則”等術語。ASME 《鍋爐與壓力容器規范 第V卷 無損檢測》 2017版第一章強制性附錄I 《無損檢測術語匯編》 的超聲部分中,列出了“扇掃描”“線掃描”“電子柵格掃描”“聚焦法則”“掃查計劃”等術語。
國內目前沒有單獨的相控陣檢測術語標準。GB/T 32563-2016 《無損檢測-超聲檢測-相控陣超聲檢測方法》 中列出了16個與相控陣相關的術語。
1.2 設備標準
設備相關標準分為以下幾部分:儀器、探頭、組合性能標準以及校準規范。
儀器類標準有ISO 18563-1-2015 《無損檢測-相控陣超聲設備的特性和驗證-第一部分:儀器》 和JB/T 11779-2014 《無損檢測儀器-相控陣超聲檢測儀技術條件》。相控陣儀器標準的比較如表1所示。
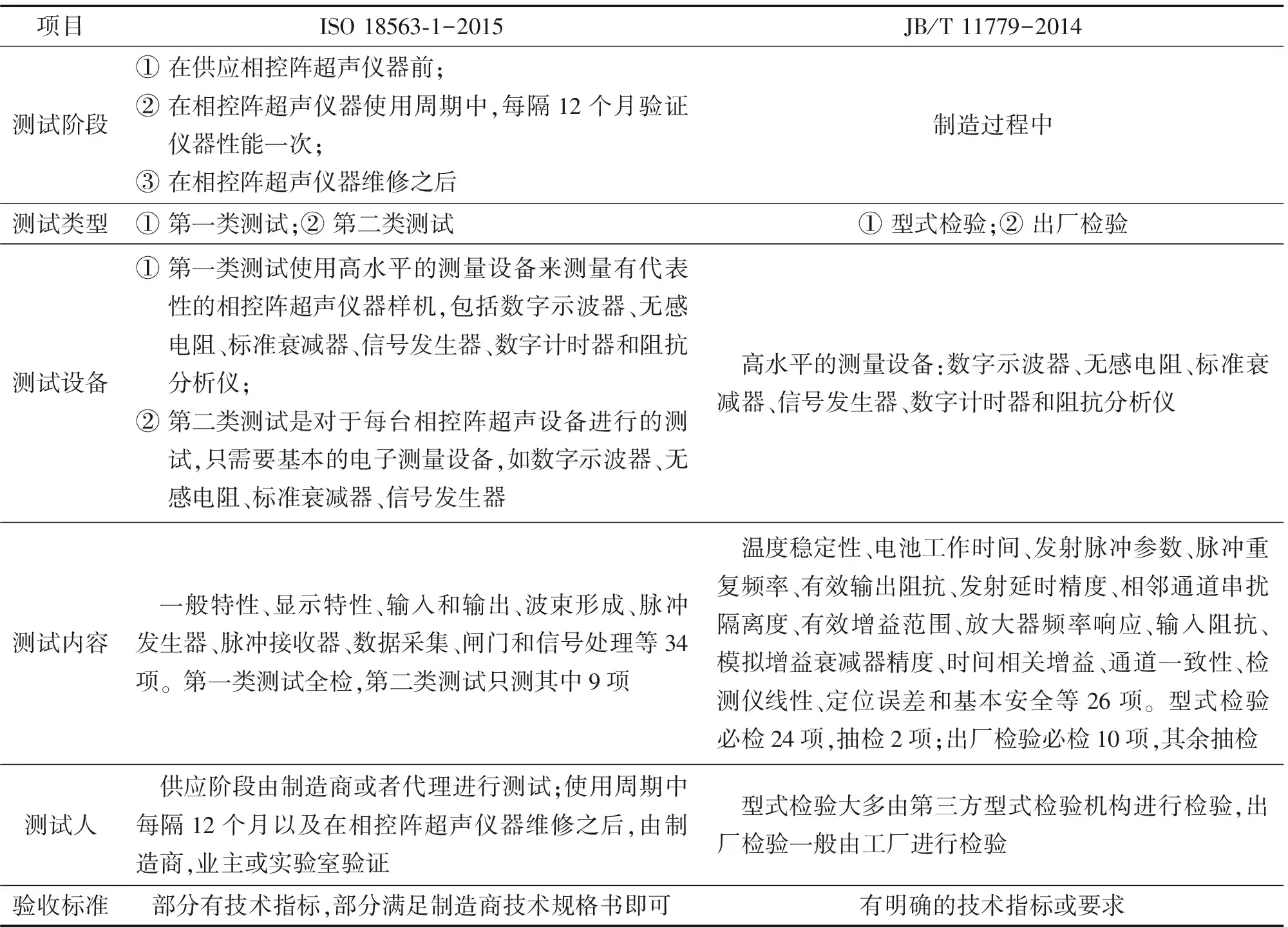
表1 相控陣儀器標準的比較
相控陣探頭的標準有ISO18563-2-2017 《無損檢測-相控陣超聲設備的特性和驗證-第二部分:探頭》、ASTM E2904-2017 《相控陣探頭的特性描述和驗證標準指南》 和JB/T 11731-2013 《無損檢測-相控陣超聲探頭通用技術條件》。表2所示為相控陣探頭標準的比較。
相控陣儀器和探頭組合性能評估的標準有ISO 18563-3-2015 《無損檢測-相控陣超聲設備的特性和驗證-第三部分:系統性能》、ASTM E2491-13(2018) 《相控陣超聲儀器和系統的性能特性評估標準指南》、GB/T 29302-2012 《無損檢測儀器-相控陣超聲檢測-系統的性能與檢驗》和JJF 1338-2012 《相控陣超聲探傷儀校準規范》。GB/T 29302-2012 采用重新起草法修改采用ASTM E2491-06。表3所示為相控陣儀器和探頭組合性能標準的比較。
ISO 19675-2017 《無損檢測-超聲檢測-相控陣(PAUT)校準試塊規范》 是相控陣試塊標準,規定了用于相控陣超聲技術校準設備用鋼試塊的尺寸、材料和制造要求以及此相控陣試塊的功能。此校準試塊根據相控陣檢測校準和設置的特點,在常規超聲IIW試塊基礎上進行了改進。此校準試塊除了可以實現IIW試塊測量入射點、聲束角度、聲束偏離角、時基線線性、范圍-延遲調整、衰減器線性、屏高線性、脈沖持續時間、主頻率測量和信噪比的功能外,還可以測量楔塊延遲、柵瓣評估、激活晶片評估、線掃描的靈敏度設置、扇掃描的靈敏度設置和橫孔位置布局檢查等。
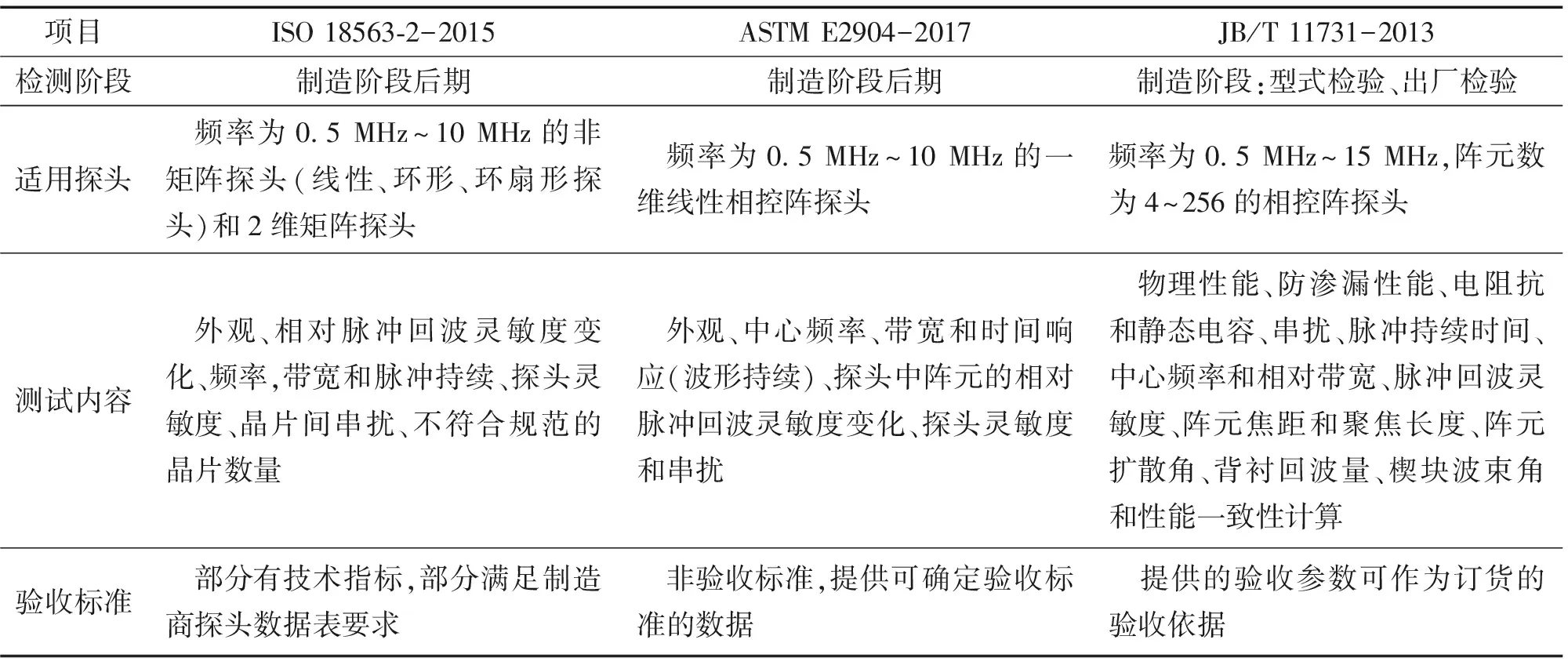
表2 相控陣探頭標準比較
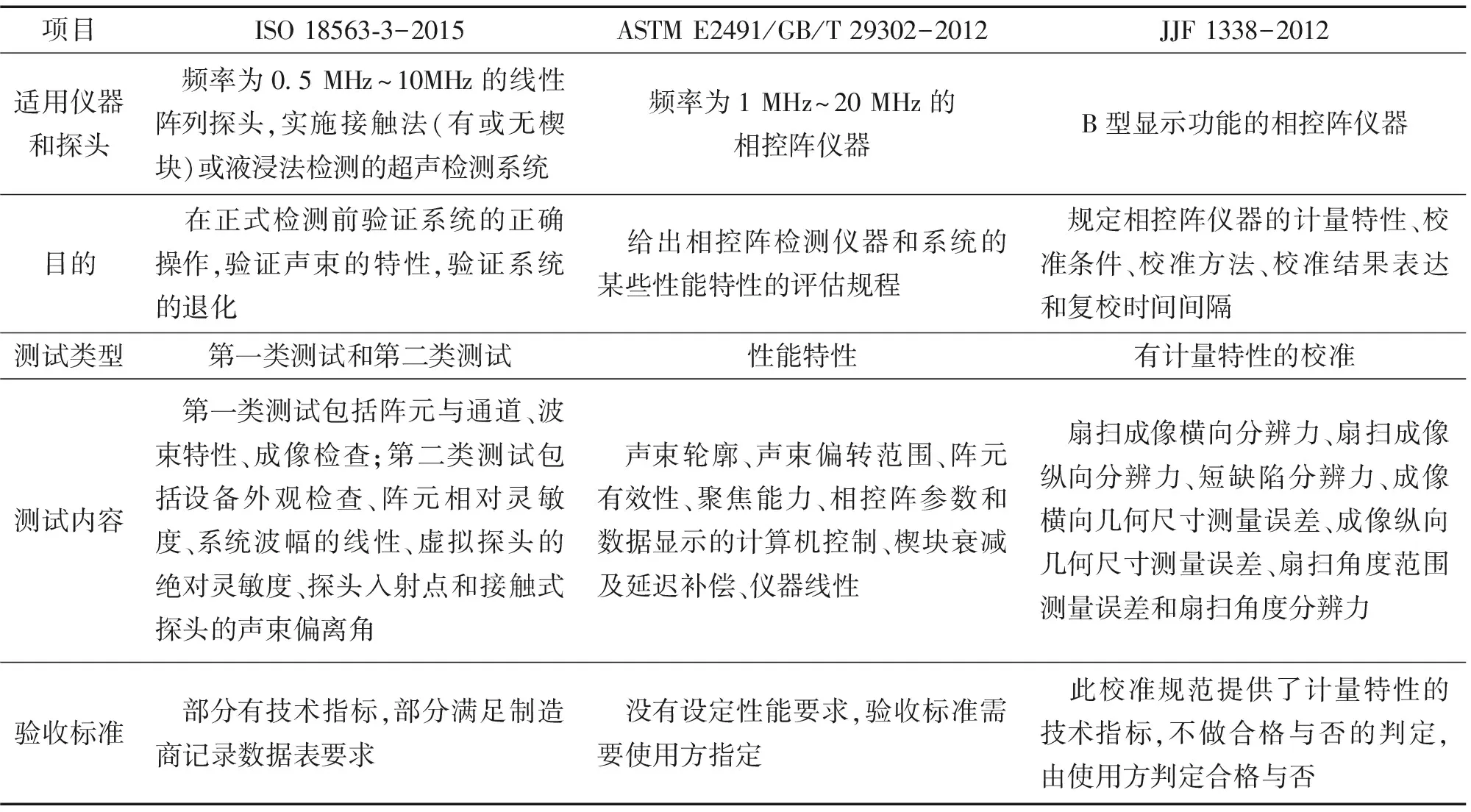
表3 相控陣儀器和探頭組合性能標準的比較
1.3 檢測方法標準和驗收標準
隨著相控陣檢測在各行業的應用,相應的檢測方法標準和驗收標準也得到了發展。
ISO相關的標準有ISO 13588-2019 《焊縫無損檢測-超聲檢測-使用自動相控陣技術》、ISO 20601-2018 《焊縫無損檢測-超聲檢測-使用自動相控陣技術檢測薄壁鋼部件》和ISO 19285-2017 《焊縫無損檢測-相控陣超聲檢測-驗收等級》。前兩個是檢測方法標準,第三個是驗收標準。我國在2016年頒布的GB/T 32563-2016 《無損檢測-超聲檢測-相控陣超聲檢測方法》也是檢測方法標準。表4給出了ISO 13588-2019、ISO 20601-2018和GB/T 32563-2016的簡單比較,表5給出了ISO相控陣標準中各相關等級的關系。
ASME出版的鍋爐與壓力容器規范中也有相控陣檢測要求的相關部分。 ASME 《鍋爐與壓力容器規范 第V卷 無損檢測》 2017版是無損檢測技術方法卷,其第四章焊縫超聲檢測的強制性附錄Ⅳ給出了使用線性陣列的相控陣手動柵格檢測的技術要求、強制性附錄Ⅴ給出了線性陣列沿線掃查時使用扇掃描和線掃描技術的要求、強制性附錄X給出了高密度聚乙烯超聲檢測的要求、非強制性附錄E計算機成像技術中介紹了相控陣技術以及非強制性附錄P給出了相控陣成像的解釋。第V卷中沒有給出驗收標準,驗收標準和額外的檢測技術要求在ASME鍋爐與壓力容器規范的相關產品卷中可以找到。對于壓力容器,當板厚大于6 mm的焊縫進行100%射線檢測時,可以用相控陣檢測代替射線檢測,相控陣具體的檢測和驗收要求見ASME 《鍋爐與壓力容器規范 第Ⅷ卷 第二分冊 壓力容器建造替代規則》 的7.5.5條款。對于動力鍋爐,規范案例CC2816指出,當板厚大于等于6 mm小于13 mm時,可以使用相控陣檢測代替射線檢測。ASME 《鍋爐與壓力容器規范 第I卷 動力鍋爐》 提出了動力鍋爐制造時,當板厚大于等于13 mm時,可以根據第I卷非強制性附錄E的要求,使用相控陣檢測代替常規超聲檢測以及根據規范案例CC2235的要求,使用相控陣檢測代替射線檢測。非強制性附錄E 、CC2235和CC2816給出了檢測要求和驗收標準。
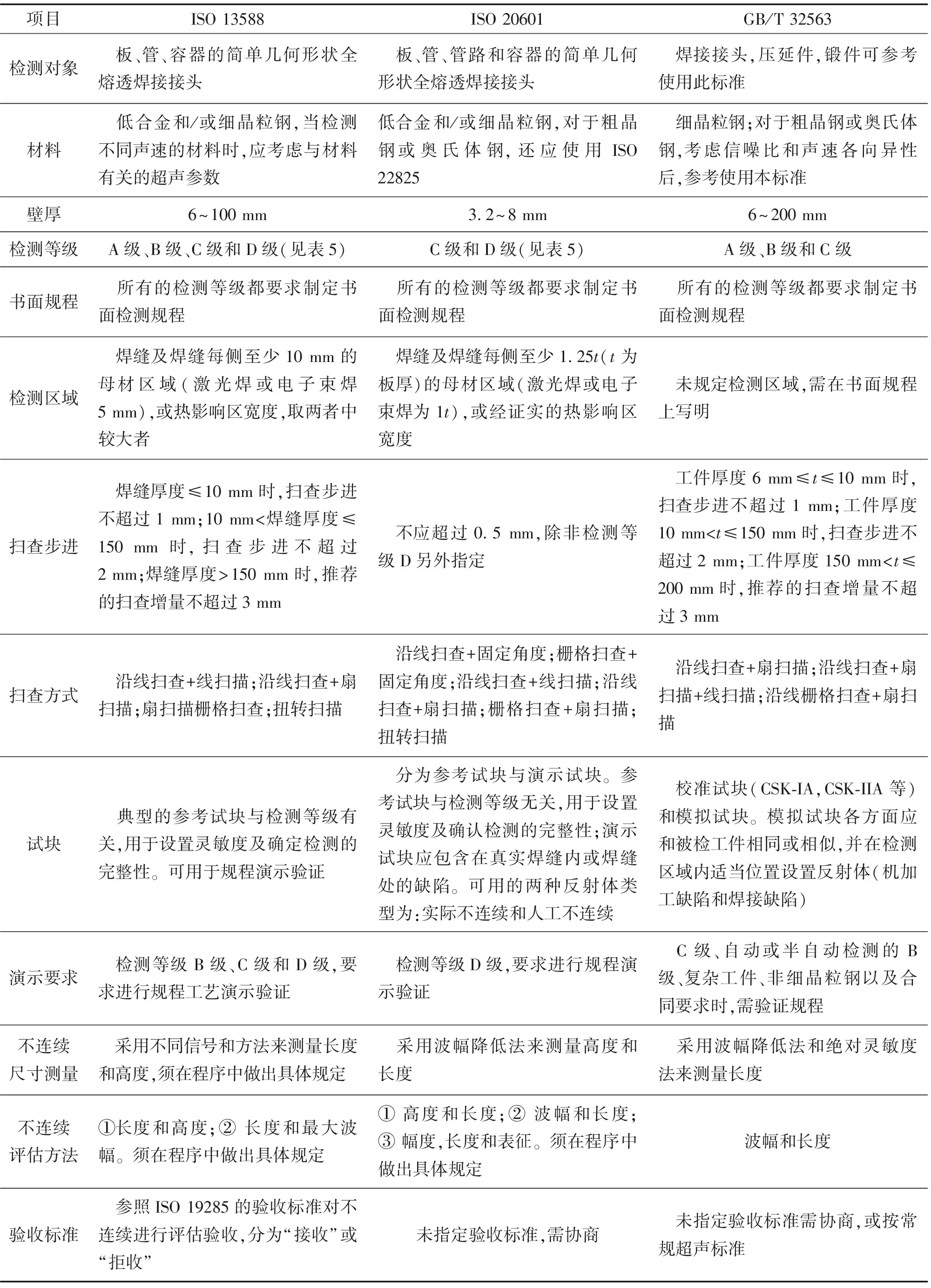
表4 ISO 13588、ISO 20601和GB/T 32563的比較
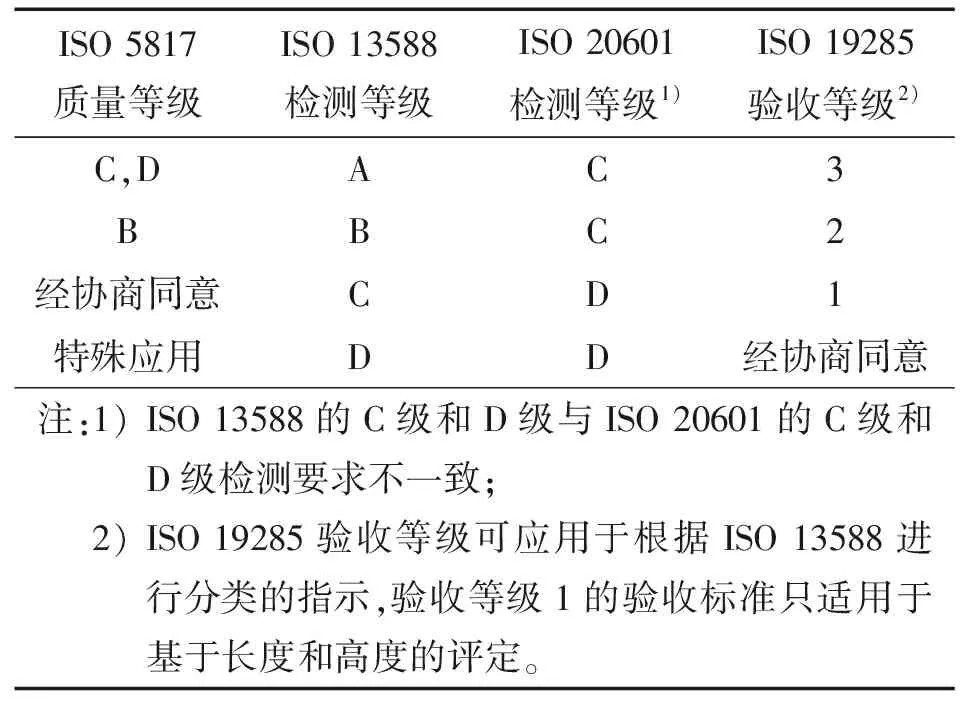
表5 ISO相控陣標準中的相關等級
美國材料與試驗協會(ASTM)頒布了幾個相控陣檢測方法標準,包括ASTM E 2700-14 《使用接觸式相控陣超聲檢測焊縫的標準指南》、ASTM E3044-16 《聚乙烯熱熔焊對接接頭的超聲波檢測標準指南》 和ASTM E3170-18 《聚乙烯電熔焊對接接頭的相控陣超聲檢測標準指南》。其中ASTM E3044-16 《聚乙烯熱熔焊對接接頭的超聲波檢測標準指南》 規定了兩種超聲波檢測技術:衍射時差技術(TOFD)和相控陣超聲檢測技術。每種技術都有其自身的優點和檢測要求,需要按照合同文件中的約定選擇檢測技術。表6給出了這幾個標準的簡單比較。
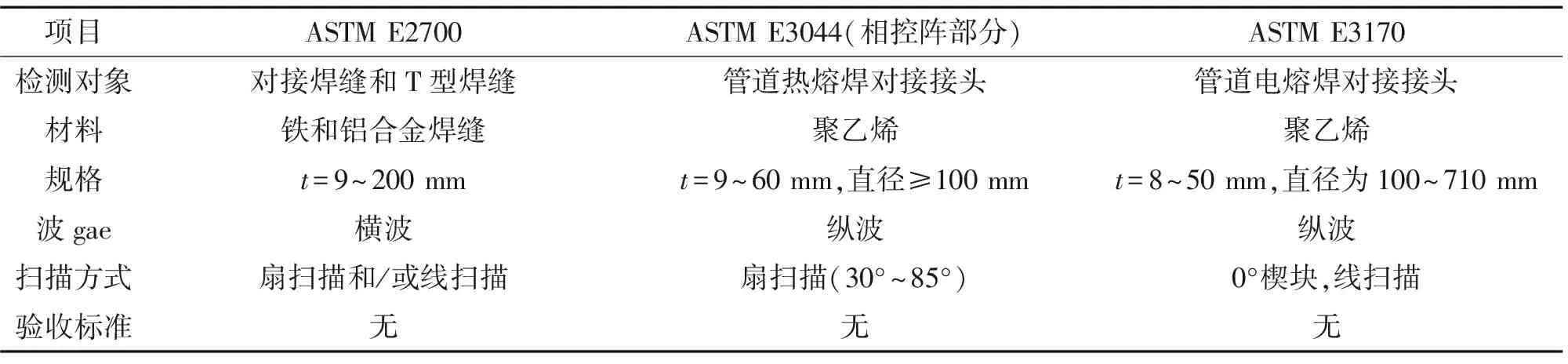
表6 ASTM相控陣檢測方法標準比較
GB/T 29461-2012 《聚乙烯管道電熔接頭超聲檢測》 規定了公稱直徑為40~400 mm的聚乙烯管道超聲檢驗要求和驗收標準。此標準雖然沒有強制要求相控陣檢測,但是要求設備具有B掃描實時成像功能,選擇探頭時優先選用相控陣聚焦探頭。
我國各地也相繼頒布了一些地方相關標準,包括DB 12/T 760-2018 《鋼制承壓設備焊接接頭相控陣超聲檢測》、DB 31/T 1058-2017 《燃氣用聚乙烯(PE)管道焊接接頭相控陣超聲檢測》、DB 37/T 3142-2018 《小徑管焊接接頭相控陣超聲檢測技術規程》和DB 37/T 3143-2018 《小徑管管座角接焊接接頭相控陣超聲檢測技術規程》。這幾個地方標準的簡單比較如表7所示。
能源部標準NB/T 47013第15部分 《相控陣超聲檢測》 目前還處于征求意見稿階段,規定了承壓設備采用相控陣超聲檢測的方法和質量分級要求。此標準適用于金屬材料制承壓設備用原材料或零部件和焊接接頭的相控陣超聲檢測,以及金屬材料在用承壓設備的相控陣超聲檢測。對于板材和聚乙烯管道的電熔接頭,可參照附錄進行相控陣超聲檢測。
JB/T 13466-2018 《無損檢測-接頭熔深相控陣超聲測定方法》 規定了采用一維線性陣列相控陣超聲檢測技術來測定部分熔透接頭的熔深方法,適用于碳鋼母材厚度范圍為6~60 mm的熔化焊對接、角接和T型接頭的部分熔透焊縫。檢測的關鍵是參考試塊的制作,標準要求在接頭熔深參考試塊或相似的帶有部分熔透的參考試塊上進行工藝驗證。參考試塊與被檢工件在材料、形狀、主要幾何尺寸、焊接坡口形式和焊接工藝等方面應相同或相近,應在需要驗證的位置設置接頭熔深,接頭熔深的高度應符合設計規范或合同要求。
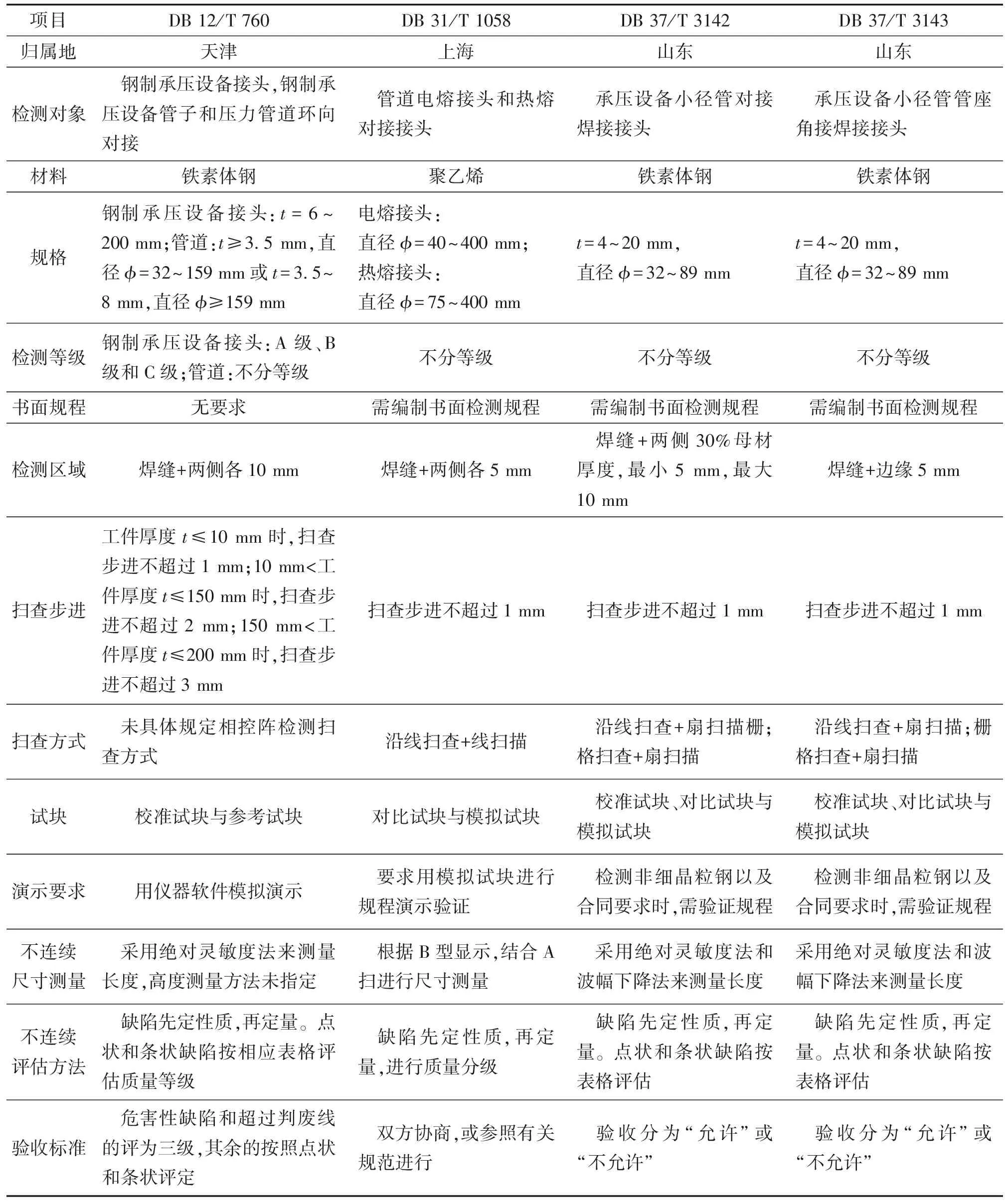
表7 相控陣檢測地方標準比較
在國內眾多行業標準中也有相關檢測標準,包括QJ 20045-2011 《鋁合金攪拌摩擦焊相控陣超聲檢測方法》、DL/T 1718-2017 《火力發電廠焊接接頭相控陣超聲檢測技術規程》 以及SY/T 6755-2016 《在役油氣管道對接接頭相控陣超聲及多探頭檢測》。其中SY/T 6755包括兩種超聲檢測技術,分別為相控陣超聲檢測和全自動超聲檢測技術。標準要求,對于管壁厚度范圍為3.5~50 mm 的油氣管道環向對接接頭、角向對接接頭及制管對接接頭的檢測,宜采用相控陣超聲扇形掃描進行檢測。對于管壁厚度范圍為6~50 mm 的油氣長輸管道環向等壁厚的對接接頭,宜采用自動超聲波檢測系統進行檢測。這幾個行業標準的簡單比較如表8所示。
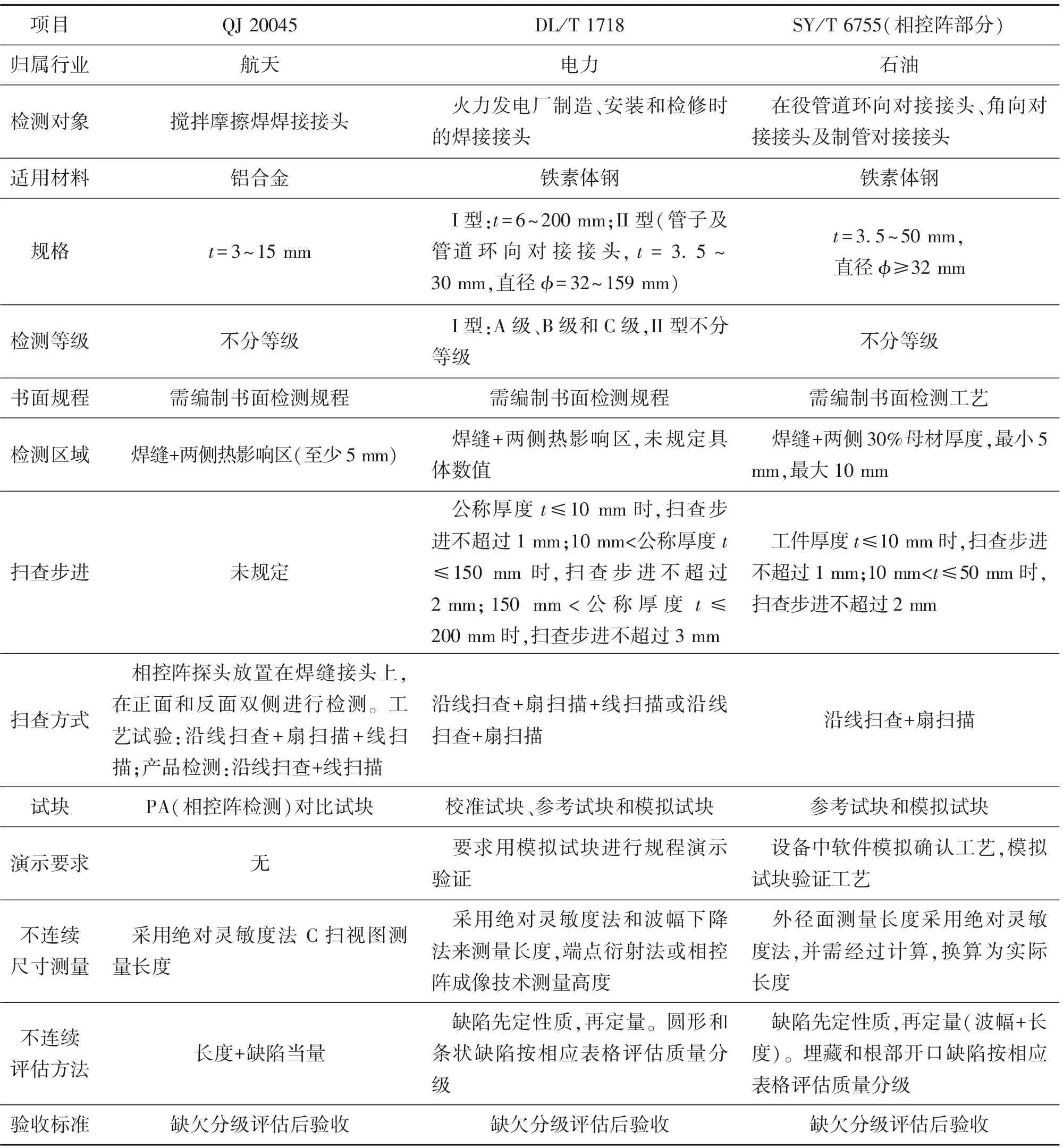
表8 相控陣檢測行業標準比較
中國船級社這幾年也在積極推行相控陣和TOFD技術。目前出版了GD16-2018 《船用厚板焊接接頭衍射時差技術(TOFD)及相控陣超聲(PAUT)聯合檢測技術指南》 和GD15-2018 《衍射時差法(TOFD)和相控陣超聲檢測(PAUT)技術應用指南》。GD16-2018規定了使用衍射時差技術(TOFD)及相控陣超聲(PAUT)聯合檢測方法對船舶結構/構件厚板對接接頭進行檢測的方法及要求。使用時應注意相控陣檢測要求與TOFD檢測要求的區分。表9給出了船級社指南中相控陣技術要求的簡單比較。
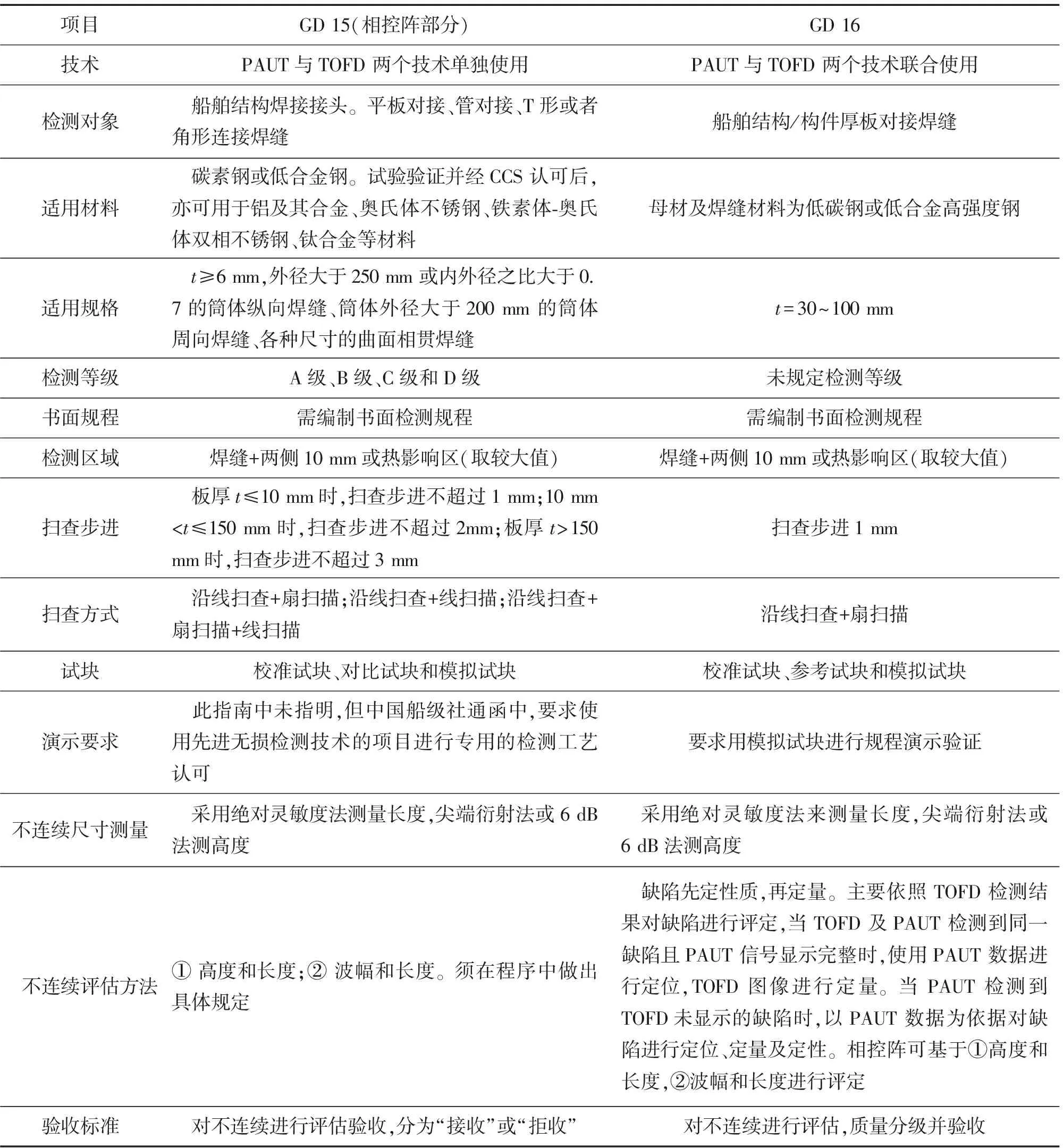
表9 船級社指南中相控陣檢測要求比較
2 結語
相控陣檢測技術的發展和應用,需要各類標準的支持。相比而言,ISO標準體系較為完整,國內標準體系相關標準還有待開發和完善。目前,相控陣檢測和驗收標準大多針對焊縫,而很多原材料和復雜構件也利用相控陣的檢測靈活性、成像功能和精確定量功能進行檢測,這類標準還較欠缺,需要開發。
猜你喜歡
城市道橋與防洪(2022年4期)2022-07-01 06:04:12
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
建材發展導向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
當代陜西(2019年8期)2019-05-09 02:22:48
動漫星空(興趣百科)(2019年3期)2019-03-07 07:23:10
制造業自動化(2017年2期)2017-03-20 14:26:13
海峽科技與產業(2016年3期)2016-05-17 04:32:12
