微型低溫FDM3D打印機開發研究
2019-12-10 08:06:15石路晶謝久明
科技資訊 2019年29期
石路晶 謝久明
摘 ?要:為了將傳統的FDM 3D打印機更好地應用到教育領域,特開發了適合兒童及零基礎成人的3D打印機。該設備采用低溫聚己內酯材料以確保使用安全,另外其外形尺寸小巧適合家庭等場景使用。在操作方面采用內置云端模型庫的方式降低了建模的難度,精度方面采用直角坐標模式及雙直線導軌來保證,集成控制單元選擇使用樂積科技的LERDGE-K來操控打印機的動作,保證其有序完整地完成打印過程。
關鍵詞:3D打印 ?桌面級 ?低溫打印材料
中圖分類號:TP33 ? 文獻標識碼:A 文章編號:1672-3791(2019)10(b)-0001-04
近年來3D打印產業持續升溫,FDM型桌面級3D打印機不斷地被應用到STEAM教育領域,為中國的兒童青少年教育提供了良好的平臺,該設備研發針對兒童的使用特點,是一種小型化、低溫化的迷你桌面級FDM型3D打印機(見圖1)。
FDM是3D打印中的熔融沉積成型技術,打印時采用的堆疊薄層的形式有多種多樣。常用的3D打印機采用的是熔融沉積快速成型。熔融沉積又叫熔絲沉積[1],它是將絲狀熱熔性材料加熱融化,通過帶有一個細的噴嘴的噴頭噴出來。從熱噴嘴擠出的材料,沉積在制作面板或者前一層已固化的材料上,溫度低于固化溫度后開始固化,通過材料的層層堆積形成最終成品。
1 ?微型低溫FDM 3D打印機具體特點
1.1 使用材料特點
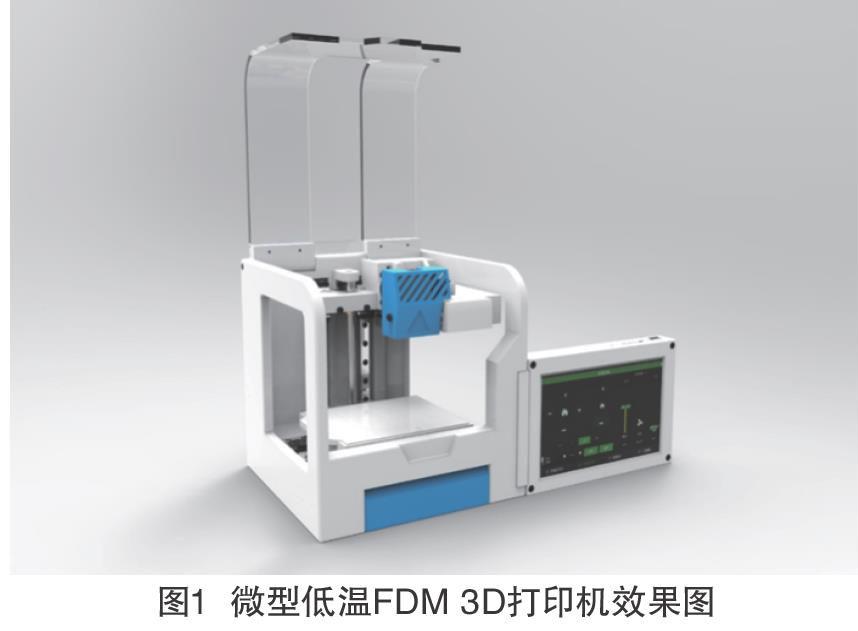
目前用于FDM型3D打印機最常見的打印材料是PLA(聚乳酸)和工程塑料ABS(丙烯晴-丁二烯-苯乙烯共聚物),其他樹脂材料如PC(聚碳酸酯)、PP(聚丙烯)等,雖然其性能優良但在3D打印領域的應用還需進一步研究。PLA樹脂從玉米、木薯中提取原料生產,其具有可生物降解是一種綠色環保的材料;作為3D打印的材料其具有性能穩定、打印過程中不產生有毒物質、打印出的制品表面光澤度好等優勢。但是PLA樹脂的熔融溫度為180℃~200℃,這就使得其3D打印時噴嘴溫度為200℃,熱床溫度50℃,低齡兒童進行3D打印操作時會有燙傷的危險。ABS樹脂則是載3D打印時會釋放出微毒氣體,更不適合兒童使用。而該研究中使用的材料PCL(聚己內酯)樹脂是一種新型生物基聚酯材料,它的熔點為60℃,也是一種生物可降解材料,自然環境下其6~12個月即可完全降解。這樣其3D打印時噴嘴溫度為60℃左右,熱床溫度為15℃~25℃,與其他材料相比大大提高了使用的安全性。材料性能對比見表1。
1.2 設備精度特點
該設備采用了雙直線導軌(臺灣CPC)以保證平行度。CPC導軌采用了滾動導引,鋼珠位于滑塊和滑軌之間做滾動循環,使得負載平臺在導軌上可輕松地、高精度地進行運動,滑塊與滑軌間被設計成束制單元結構,這樣的設計使CPC直線導軌就可同時承受各方向的負荷。同時機臺裝配時配合滾珠螺桿使用將會極大地改善設備運行精度與機械效能。與傳統的滑動導引相較,滾動導引的摩擦系數可降低到原來的1/50,這樣設備運行時摩擦力就會大大減少,由此產生的無效運動也相對會較少發生,定位精度就能輕易達到微米級進而保證了該設備運行的精度。
1.3 操作簡化的特點
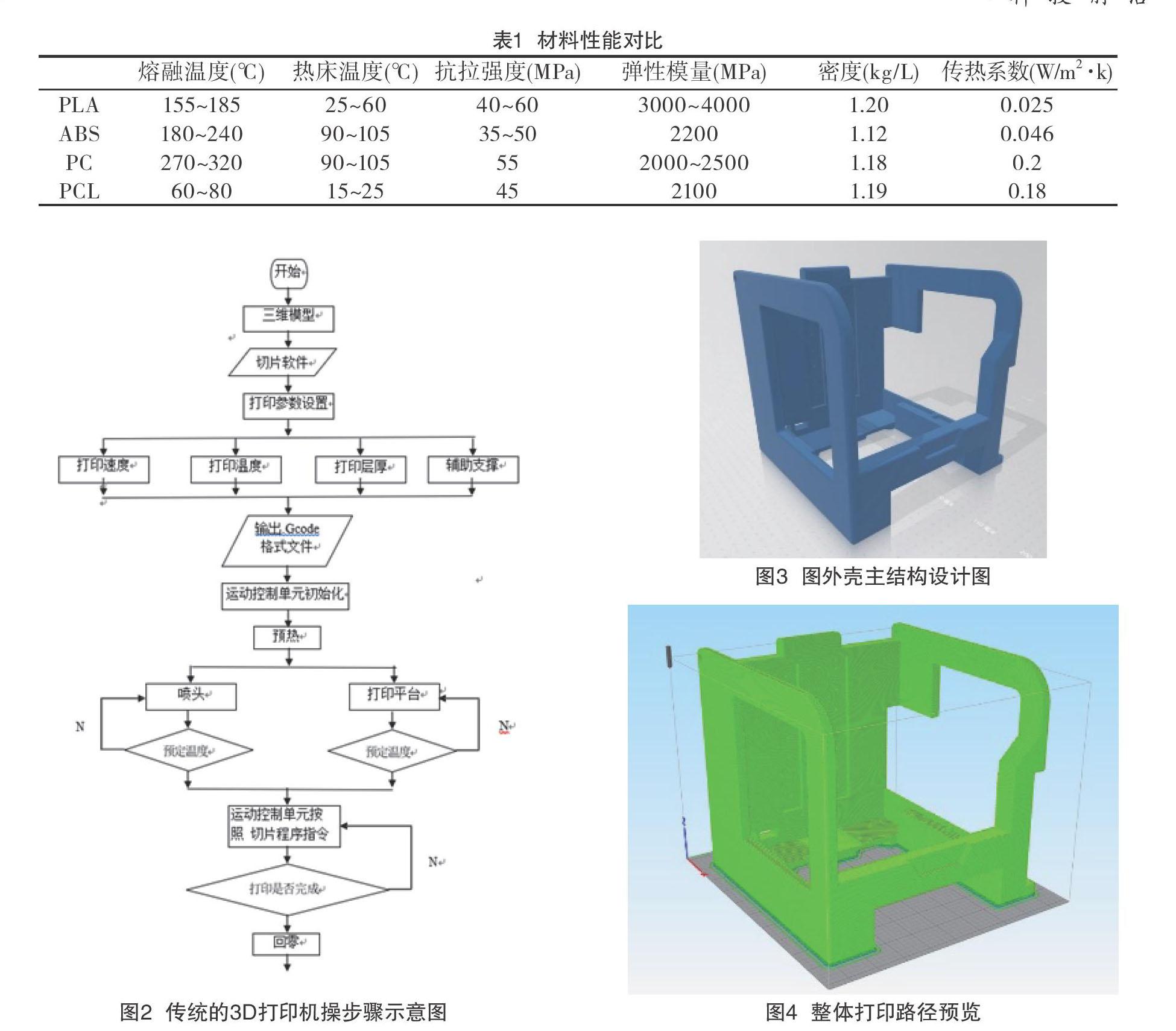
傳統的3D打印機要想使用的操作步驟如圖2所示。
但FDM 3D打印機的設計過程非常簡單,省去了傳統的建模過程,內置云端模型庫可以直接使用已有的成品模型,這樣簡化了繁瑣的建模過程,對于一些孩童或者沒有建模基礎的人來說3D打印也變得易于實現。
其次是切片環節,較傳統切片方式其不需要輸入切片程序,該產品嵌入了切片軟件CURA,真正實現了一鍵打印。從建模到加工再到切片處理這些都可以直接完成。
2 ?微型FDM打印機設計
2.1 外殼部分設計
2.1.1 3D打印部分制作外殼
由于目標受眾為兒童或者零建模基礎人員,所以整體體積偏小,設計打印體積在120mm×100mm×100mm,外殼部分主結構采用3D打印制作,圖3為外殼主結構設計圖。
外殼為滿足后期應力需求、精度要求以及使產品更輕量化,所以采用如下參數打印。
(1)0.2mm層厚滿足裝配精度要求的同時加快了打印周期。
(2)填充30%滿足產品輕量化的同時節省了打印時間,又能保證應力需求。
(3)采用FastHoneycomb六邊形內部填充圖案,在30%填充的基礎上錦上添花,使主結構更耐用、更可靠。整體打印路徑如圖4所示。
2.1.2 ?亞克力保護罩制作
為滿足打印過程中的觀賞性,所以采用透明亞克力來制作保護罩。中途使用了亞克力切割工藝、熱折彎工藝、水刀切割工藝,如圖5所示。
2.2 運動結構設計
參照產品設計圖,將配件按順序裝配進保護殼內如圖6所示。
2.3 硬件設計
桌面級FDM 3D打印機的硬件部分主要包括主控板、線材擠出部分、加熱部分、傳動部分等。
2.3.1 傳動結構部分
該研究設計的3D打印機設計采用笛卡爾坐標模式,共有X、Y、Z這3個方向,每個方向上采用兩根金屬光桿并行的方式作為傳動方式,這種傳動方式使3D打印機在打印時運行速度快、定位精度高、運行平穩。
另外3D打印機電路部分在打印機中的主要作用是控制整個3D打印過程協調、有序、完整地運行。
2.3.2 送絲機部分
桌面級FDM 3D打印機通常有兩種送絲方式:遠端送絲與近端送絲。近端送絲方式是打印頭的附近安裝擠出裝置,絲狀打印材料被擠出機擠出后進入打印機喉管部分,喉管中的加熱裝置將其融化后開始打印。
遠端送絲擠出裝置安裝的位置離打印機頭較遠,多數情況下會安裝在打印機的框架上,絲狀材料會通過送料管傳送到3D打印機頭,然后加熱融化打印。
兩種送絲方式中近端送絲由于靠近打印機打印頭導致其重量較大,因此在打印時的產生的慣性也大,這樣打印機在運行時會發生抖動從而影響3D打印的精度。而遠端送絲不如近端送絲靈活,在制作一些模型需要3D打印機在送絲時有回抽的動作,這時遠端送絲的方式制作出來的制件表面質量就會很差。在進行多次比較權衡下,根據我們選用的電機型號以及該打印機小巧的結構設計,在該設備中我們選擇了近端送絲的方式。
2.3.3 打印頭部分
目前3D打印機大多數采用加熱棒來加熱融化絲狀材料,3D打印絲狀材料在擠絲機的驅動下,進入打印頭,在加熱棒的加熱下熔化后進入噴嘴,最后由噴嘴擠出進行打印。噴嘴堵塞是3D打印過程中最容易發生的故障之一,一般是由于加熱棒加熱溫度不夠時而擠出機仍在工作,或是由于風扇未開啟風扇功率小導致散熱不到位而造成絲狀3D打印材料[2-5]還未進入喉管就已融化,喉管噴嘴部分堵塞,另外打印材料的純度不高也會造成噴嘴堵塞現象的產生。
2.3.4 電機部分
運動力供給單元是通過電流的高低電頻波形來精確驅動轉動角度的電機,電流的高低電頻波形是通過與運動力供給單元對應的驅動單元來提供的。根據項目要求,此次使用的運動力供給單元型號為42,長寬為42mm,具有兩個相位,4條信號線控制,每一次高低電頻波形驅動其轉動1.8°,即200個高低電頻使運動供給單元旋轉360°。它的動力輸出端是一個直徑為5mm的合金軸,扭矩數值與型號對應,此項目需要5個42型運動力供給單元,分別分步在X軸一個,Y軸一個,Z軸兩個,擠出軸一個。運動力供給單元的輸出端配合同步橡膠帶齒輪與同步橡膠皮帶連接,可以根據數據計算出同步橡膠帶移動1mm是所需要的高低電頻波形的數值。可以通過公式進行運算:高低電頻波形數=運動力供給單元輸出端旋轉360°所用的高低電頻波形數目×驅動單元的細分數目÷同步橡膠帶齒間距÷同步橡膠帶齒輪上齒的數量[6]。
2.4 軟件設計
2.4.1 下位機
集成控制單元根據項目要求選擇使用樂積科技的LERDGE-K主控集成電路板,控制單元內燒錄了開源的MARLIN固件,MARLIN固件為開源固件,所有信息端口開放,可以通過改變與打印機運動力供給單元對應的高低電頻波形數與設備的運行規則進而控制打印機移動。主要應用的信息端口為高低電頻波形輸出端,運動限制端,溫控PID自主適應端,數據信息屏顯反饋端。
2.4.2 上位機
G-Code代碼為一般三軸數控設備的通用語言格式,普通3D打印機也使用這種語言格式,Simplify3D對于G-Code代碼生成,編譯、傳輸的能力在民用FDM3D打印機上位機軟件中非常出眾。與之相同定位的軟件還有Repetier-Host、Cura等。Simplify3D與之相比細節調整更為詳細,代碼傳輸失誤率低,設備移動算法更為高效。綜上Simplify3D使用較為方便快捷,故使用Simplify3D作為此項目的上位機。
2.5 電控系統搭建
參照產品電器設計圖,將電子元器件按順序安裝,并測試使用性能,如圖7所示。
2.6 測試并調試
對已組裝完成的微型FDM 3D打印機進行打印測試。測試要求及目的如下。
(1)滿程打印,對打印機機械結構可靠性進行驗證。
(2)PCL材料打印,對打印機主打材料的打印參數進行測試。
(3)長時間打印,對打印機的穩定性進行驗證。
最終將得出的測試數據反饋并對應出現的問題進行調整,以助于最終完善微型FDM 3D打印機。
參考文獻
[1] 陳明.熔絲沉積快速成形的控制及軟件系統的研究[D].華中科技大學,2004.
[2] 葉文俊,王全寶,胡映秋,等.梯形絲杠螺母副易磨損的原因分析和改進方法[J].制造技術與機床,2014(7):95-97.
[3] 王影.滾珠絲杠傳動系統的典型失效分析[J].精密制造與自動化,2008(4):29-30.
[4] 衛煒,周來水,張麗艷.海量STL文件的快速讀取與顯示[J].機械科學與技術,2006,25(8):935-938,975.
[5] 盧凱.基于FDM的3D打印分層處理技術研究[D].長春工業大學,2015.
