MSDN500外放內收雙捻機的設計
2019-12-06 06:22:29孔杰馬偉明黃熙
科技風 2019年32期
孔杰 馬偉明 黃熙


摘 要:隨著勞動力成本的逐漸提高和勞動力的日益短缺,外放內收雙捻機越來越受市場歡迎。外放內收具有大盤重放線,高轉速、生產效率高等優點,可以有效地解決目前勞動力緊缺的問題。本文重點介紹了我公司制造的MSDN500外放內收雙捻機的設計結構原理。MSDN500雙捻機包括有以下幾部分:放線組件、外過捻組件、主機架組件、飛輪組件、牽引齒輪箱組件、排線組件、收線組件、罩殼組件。
關鍵詞:大盤重放線;生產效率高;放線組件;主機架組件;飛輪組件;牽引齒輪箱組件;收線組件
1 雙捻機工作原理
雙捻機在工作時主軸旋轉一圈可以完成2個捻距,而管式捻股機主軸旋轉一圈只能完成1個捻距,所以雙捻機與管式捻股機相比,雙捻機的生產效率高。目前雙捻機分為兩種類型:外放內收雙捻機和內放外收雙捻機,其區別就是外放內收雙捻機的放線工字輪布置在主機外面,收線工字輪位置主機內部,內放外收雙捻機則相反。
2 設備主要介紹
MSDN500外放內收雙捻機用于金屬絲、股的捻制,主要用來生產線接觸金屬鋼絲股,例如:1-31SW、1+9+9、1+6+12等線接觸結構。設備主要生產的鋼絲直徑范圍Φ0.2-Φ0.9mm,生產股徑直徑的范圍:Φ1.5-Φ4.2mm。
3 設備的機械結構
MSDN500雙捻機由以下幾部分構成:放線組件、外過捻組件、主機組件、罩殼組件、收線工字輪升降平臺。我們公司設計制造的MSDN500外放內收雙捻機的設備外形圖如下圖所示,圖中放線輪為Φ500型工字輪,工字輪總共37個正反兩側布置。放線工字輪的數量可以根據客戶的生產要求而定。
MSDN500-1/36外放內收雙捻機外形圖
3.1 放線組件
外放內收雙捻機的放線工字輪位于主機旋轉圖外面,所以可以采用尺寸較大的工字輪,從而增大放線絲料的容量,減少操作操作工更換工字輪的頻率。我們公司的MSDN500外放內收雙捻機的放線工字輪一般采用Φ500的工字輪。放線工字輪的布置結構我們設計成兩側臥式懸掛式安裝,每個工字輪組件設計有定位輥輪和張力調節輥輪,來實現放線過程中張力的恒定。阻尼盤上的阻尼塊我們采用特殊的銅基耐磨材料制作。組件示意圖如下圖所示,圖中左下角第一個輥輪為定位輪,右下側為張力擺輪。張力控制系統是由阻尼盤、阻尼塊、鏈條、張力拉手、張力臂、拉簧、鏈條固定塊和彈簧拉手組成(圖中零件33是阻尼盤,零件32是阻尼塊,零件21是張力拉手、零件是25張力臂、零件20是鏈條固定塊、零件24是拉簧)。拉力系統控制的張力范圍要求是:2kg-10kg,所以我們選擇的拉簧的最大張力是20kg。在生產過程中,操作工通過調節張力拉手上的螺母來調整放線張力的大小。圖片中正視圖中箭頭放線即為穿線方向。
放線工字輪組件
3.2 外過捻組件
外放內收雙捻中,外過捻器組件起到了預捻的作用。外過捻器的轉速必須和主軸的轉速保持一致。在MSDN500雙捻機中,外過捻器是由2組輪槽底徑95mm的滑輪構成,2組件滑輪以一個角度錯開,防止在穿線的時候發生干涉。生產過程中,外過捻器的轉速通常是主軸轉速的1.5-1.9倍,這個速比在我們設備的操作界面上可以根據實際情況設定。外過捻器電機采用伺服電機傳動,伺服電機跟隨主電機保持同步升降速。在MSDN500雙捻機中,外過捻伺服電機采用了功率3kW的電機,伺服電機與過捻器采用同步帶輪傳動。
3.3 主機組件
3.3.1 機架組件
MSDN500外放內收雙捻機主機架采用Q235A鋼板整體焊接的結構,鋼板厚度20mm。機架在焊接后,整體做回火消應力處理。主機架軸承座采用上下對半的方式,方便安裝和拆卸。主軸軸承采用NSK品牌的深溝球軸承,軸承采用潤滑脂潤滑。兩側主軸內部安裝有旋轉過線滑輪,這兩個滑輪的特點是可以旋轉調整安裝的角度。旋轉的方向是根據生產的股捻向來調節,保持滑輪的方向順著股的捻向,滑輪固定軸的旋轉角度為左右12°。
3.3.2 飛輪組件
飛輪在雙捻機中的起到的左右是十分關鍵的,飛輪設計的合理性對雙捻機轉速的提高有很大的幫助。在設計飛輪的時候,我們需要盡可能去降低它自身的重量,并且還需要從空氣動力學的角度去考慮如何降低飛輪在高速轉速時產生的噪聲。在MSDN500雙捻機中,我們借鑒弩的外形,應用于飛輪的設計中,外形3D圖如下所示;通過這樣的設計,我們很大程度上降低了飛輪的重量,整體重量:80kg。
MSDN500飛輪
3.3.3 牽引齒輪箱組件
在雙捻機中牽引齒輪箱組件是核心部分,牽引齒輪箱通過更換交換牙齒輪來改變生產股的捻距大小。牽引輪齒輪箱的設計主要是根據生產股的直徑和捻距的大小來定的。MSDN500外放內收雙捻機,生產直徑最大的股徑Φ4.0mm,捻距范圍12-40mm。根據我們的設計經驗,我們采用輪槽底徑Φ220mm的牽引輪,并且我們將牽引輪設計成了雙主動牽引的形式。整套牽引組件分為兩個傳動部分,第一部分是齒輪箱組件,第二部分是外置式的牽引齒輪傳動。第一部分齒輪箱結構主要由一組螺旋傘齒輪和多組圓柱直齒輪構成,齒輪都采用浸油式潤滑。螺旋齒輪參數的設計,我主要參考了K87-5.5kW標準減速機里面的螺傘齒輪的參數(齒輪模數m=4.5,齒厚h=25mm),齒輪箱內部圓柱直齒輪的參數,我采用了我們公司成熟的400型管式捻股機捻距箱內部圓柱直齒輪的參數(m=4,齒厚h=30mm)。齒輪箱內部添加VG220#齒輪油,并且齒輪箱上設計有透氣帽和油鏡。外置的牽引齒輪設計模數m=5,齒厚=40mm,潤滑形式采用封閉式油脂潤滑。[1]我們通過將減速箱齒輪傳動分為兩部分以后,可以降低減速箱內部的負載,從而降低減速箱的故障率。
3.3.4 收線組件
MSDN500外放內收雙捻機的收線方式,我們采用了獨立電機驅動的收線。以前一些國外進口的雙捻機的收線很多都是采用的齒輪箱傳動通過摩擦片驅動收線的方式,這種結構的弊端是齒輪箱負載大、故障多,同時摩擦片也很容易出故障。而我們才用獨立電機收線可以降低減速箱的負載,而且通過電氣上的控制,可以用恒定張力進行收卷。
4 設備的電氣原理
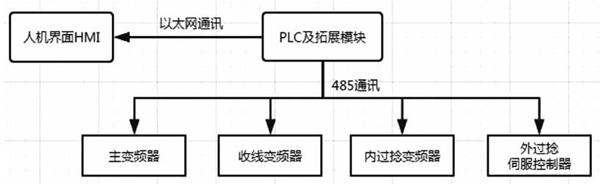
根據雙捻機的工作原理,搖籃捻股部分由主電機驅動飛輪旋轉體實現主捻和扭轉伺服電機驅動過捻器實現過捻(即完成雙稔),收線部分為電機轉矩運行,排線部分根據機械傳動運行。內過捻、外過捻與主機同步,速度可根據工藝要求通過改變比例系數來改變。系統中還具有故障報警、各個電機的運行狀態、成品計米。
通過結構可以看出,核心是PIC,通過485通訊來控制主變頻器、內過捻變頻器的運行頻率,收線的運行轉矩。外過捻的伺服速度由主機上的編碼器來實現同步,PLC485通訊改變電子齒輪比來實現對外過捻的速度控制。各個電機的控制:1)主機采用開環速度控制,操作工在觸摸屏上設置速度給定,在PLC內通過計算,得出對應的頻率,再通過485通訊寫進變頻器。2)外過捻伺服采用位置模式,由于設備啟停時,需要保證外過捻與主機的同步,則采用了位置模式。操作工修改外過捻系數,PLC計算出對應的電子齒輪比,來決定外過捻捻速度。3)內過捻跟隨要求較低,則根據主機的實際速度和內過捻系數來決定運行頻率。4)收線則采用的是轉矩控制模式,保證收線張力。5)排線則通過收線電機傳動來實現。
5 結語
MSDN500外放內收雙捻機我們基于3D設計軟件中望CAD進行3D建模設計,并且一些主要的零部件,例如主軸、飛輪,我們借用ANSYS進行有限元仿真分析。電氣部分我們用通過STEP 7-MicroWIN SMART軟件進行程序設計。
參考文獻:
[1]吳宗澤.機械設計實用手冊.北京:化學工業出版社,2010(3版).
[2]韓鐵繼.對雙捻機捻制過程的分析.金屬制品,1995,24(22):35.