汽車零部件的質(zhì)量追溯過程實(shí)現(xiàn)
2019-11-28 06:54:24馮元俊
裝備制造技術(shù) 2019年9期
周 利,馮元俊
(柳州五菱汽車工業(yè)有限公司,廣西 柳州545007)
1 質(zhì)量追溯的目的和意義
隨著中國經(jīng)濟(jì)的快速發(fā)展,汽車在人們的生產(chǎn)、生活中成為必不可少的交通工具。人們更加關(guān)注汽車的安全駕駛和安全使用。2004年11月,中國出臺(tái)了汽車召回法,汽車企業(yè)對(duì)有安全缺陷的車輛,必須依照召回法進(jìn)行召回處理,以保障汽車乘用人員的安全。做為汽車企業(yè),當(dāng)發(fā)現(xiàn)產(chǎn)品某個(gè)批次存在某種缺陷需要召回時(shí),要準(zhǔn)確界定汽車產(chǎn)品的召回范圍。面對(duì)上百家的供應(yīng)商,上萬種的汽車零件,如何準(zhǔn)確界定缺陷召回的批次、范圍,就是由主機(jī)廠和零部件供應(yīng)商共同組建的追溯系統(tǒng)來實(shí)現(xiàn)。
2 汽車零部件的追溯過程及處理
零件質(zhì)量追溯系統(tǒng)通過條形碼或二維碼的唯一識(shí)別信息對(duì)應(yīng)采集各關(guān)鍵零部件的質(zhì)量信息,將關(guān)鍵零部件的唯一識(shí)別信息加入到每輛車的檔案數(shù)據(jù)中。
在主機(jī)廠生產(chǎn)現(xiàn)場,裝配整車時(shí),記錄車輛VIN(Vehicle Identification Number車輛識(shí)別號(hào)碼)和各供應(yīng)商的關(guān)鍵零部件條碼。供應(yīng)商的追溯系統(tǒng)中關(guān)鍵零部件條碼完整的記錄各種關(guān)鍵零件的生產(chǎn)批次、生產(chǎn)日期、質(zhì)量數(shù)據(jù)等大量信息,才有可能實(shí)現(xiàn)零件追溯[1]。
后面以后橋齒輪為例,后橋齒輪的工藝為:齒輪鍛造、熱前機(jī)工、熱處理、熱后加工、裝配到減速器總成、減速器總成配到后橋總成、然后裝配到整車上。在任何一個(gè)環(huán)節(jié)出現(xiàn)批量的問題,都需要追溯齒輪的質(zhì)量問題,所以需要在各環(huán)節(jié)建立追溯系統(tǒng)。
當(dāng)整車銷售到終端用戶時(shí),齒輪零件鍛造批次Q527出現(xiàn)材質(zhì)問題時(shí),通過查詢鍛造批次信息,鎖定該批次的齒輪條碼,對(duì)應(yīng)總成的二維碼,最后鎖定到整車VIN,通過終端用戶的數(shù)據(jù)庫最終查詢到用戶信息,最終實(shí)現(xiàn)零件召回。
在主機(jī)廠發(fā)現(xiàn)齒輪裝配扭力不足,鎖定故障件總成條碼25845028523740338B1K9170200,把該故障件隔離、返工后再使用。同時(shí),還需要排查其他零件是否存在扭力未上緊,通過查詢扭力追溯系統(tǒng)看每臺(tái)總成的扭力是否在合格范圍內(nèi),鎖定總成條碼,然后鎖定整車。
3 汽車零部件追溯的硬件條件
3.1 條形碼、二維碼的原理
普通的一維條形碼只能在橫向位置表示大約20位的字母或數(shù)字信息,在使用時(shí)需要后臺(tái)數(shù)據(jù)庫(比如采用MES系統(tǒng)數(shù)據(jù)庫)的支持,如見圖1所示。
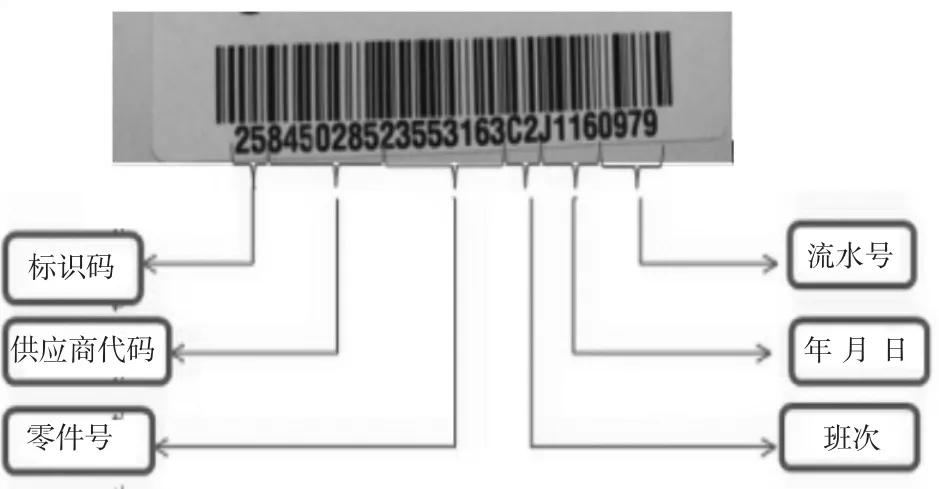
圖1 一維條形碼樣式
二維碼是一種比一維碼更高級(jí)的條碼格式。二維碼在水平和垂直方向都可以存儲(chǔ)信息。一維碼只能由數(shù)字和字母組成,而二維碼能存儲(chǔ)漢字、數(shù)字和圖片等信息,且占用空間小,因此二維碼的應(yīng)用領(lǐng)域要廣得多,如圖2所示。目前,汽車行業(yè)的零部件絕大多數(shù)采用二維碼技術(shù)實(shí)現(xiàn)零件追溯,二維碼可采用點(diǎn)陣式打碼或者將激光打碼打在零件本身,終身跟隨零件可查詢直到零件報(bào)廢。而小部分裝配成總成的零件仍然采用條形碼技術(shù)追溯,因?yàn)椴糠盅b配零件曲面形狀無法上面打碼。條形碼不能跟隨零件終身,只能采用MES系統(tǒng)或其他追溯系統(tǒng)將車輛VIN與零件條形碼一一關(guān)聯(lián)。

圖2 二維碼樣式
3.2 條形碼、二維碼的規(guī)則
汽車零部件的條形碼、二維碼一般都包括供應(yīng)商代碼、零件號(hào)、班次、年月日、流水號(hào)等信息,如圖1所示。
供應(yīng)商代碼:汽車的零件有上萬種,由上百家的供應(yīng)商提供,拿后橋總成舉例,就有兩到三家供應(yīng)商供同一主機(jī)廠的同一車型,所以在條碼中設(shè)置供應(yīng)商代碼以區(qū)分不同供應(yīng)商供貨。
零件號(hào):零件號(hào)可實(shí)現(xiàn)防錯(cuò)功能,車型1應(yīng)該裝配圖號(hào)為23553163的齒輪,車型2裝配圖號(hào)23554205。如在裝配車型1,生產(chǎn)線掃描裝配零件號(hào)23554205的齒輪時(shí),實(shí)現(xiàn)自動(dòng)出錯(cuò)報(bào)警,同時(shí)與裝配線體聯(lián)動(dòng),如未裝配掃描零件時(shí)線體不能放行往下工序流轉(zhuǎn),防止錯(cuò)漏少裝零件。
班次、年月日、流水號(hào):通過這些信息就可以識(shí)別到生產(chǎn)廠家在何時(shí),由哪位操作工加工的零件,一共生產(chǎn)多少零件。
3.3 條形碼、二維碼的實(shí)現(xiàn)設(shè)備
二維碼打碼機(jī)可選擇激光打碼和機(jī)械點(diǎn)陣式打碼。激光打碼設(shè)備的工作原理是將激光以極高的能量密度聚集在被刻標(biāo)的物體表面,通過燒灼和刻蝕,將其表層的物質(zhì)氣化。而點(diǎn)陣式打碼是針機(jī)械式點(diǎn)刻在零件上,比激光打碼要深,但是效率相對(duì)激光打碼而來低。一般需熱處理的零部件在熱處理前采用點(diǎn)陣式打碼,因?yàn)榧す獯a在拋丸、熱處理后易磨損不清晰,熱后機(jī)加工或裝配上線時(shí)識(shí)別率低。而不需要熱處理的零件目前大多數(shù)采用激光打碼,因?yàn)榧す獯虼a效率高、噪音小。
二維碼掃描設(shè)備可選取手持式掃描槍或者固定式掃描槍。一般自動(dòng)化流水線采用固定式掃描槍。打標(biāo)后,條形碼讀取基本100%能識(shí)別,不存在問題。但二維碼的識(shí)別率不像條形碼識(shí)別率高,其影響因素有打碼清晰程度、掃描槍的分辨率、零件與掃描搶的距離等,二維碼識(shí)別率的高低會(huì)直接影響追溯系統(tǒng)數(shù)據(jù)的完整性和穩(wěn)定性,所以在初期對(duì)掃描槍的選擇進(jìn)行多次驗(yàn)證確定,同時(shí)采用明碼和二維碼的控制方式確保明碼作為二維碼失效的備用方案。
4 零部件在鍛造、機(jī)加工、熱處理、裝配全過程的追溯實(shí)現(xiàn)
一個(gè)零部件有唯一的條形碼或者二維碼,單一的條形碼、二維碼不能全部體現(xiàn)零件的追溯信息。只能根據(jù)零件的關(guān)鍵特性設(shè)置追溯點(diǎn),然后在生產(chǎn)過程中通過MES或者追溯系統(tǒng)實(shí)現(xiàn)鍛造批次、熱前加工批次、熱處理批次、熱后加工批次等關(guān)鍵信息的存儲(chǔ)來實(shí)現(xiàn)追溯。就像人的身份證,通過身份證只能了解人的籍貫、出生年月,但是他的學(xué)業(yè)情況、婚配情況、工作情況,是使用一個(gè)個(gè)系統(tǒng)來存儲(chǔ)相應(yīng)的信息,然后通過唯一的身份證號(hào)碼查詢到此人的各類信息。
4.1 零部件鍛造批次追溯
鍛造批次在零件本體上體現(xiàn),在機(jī)加工上線打碼時(shí),員工根據(jù)毛坯上的標(biāo)識(shí)在工控機(jī)上錄入毛坯鍛造批次,自動(dòng)上傳到MES系統(tǒng)或質(zhì)量追溯系統(tǒng)中。見圖三中的鍛造毛坯批次追溯。
鍛造批次數(shù)量大,所以不需要每件上線時(shí)都錄入,只有在切換毛坯批次碼時(shí)錄入新的鍛造批次碼信息。在后續(xù)任何工序出現(xiàn)毛坯鍛造問題時(shí),都可以追溯該批次零件在熱前機(jī)加工、熱處理、熱后機(jī)加工哪個(gè)過程。
4.2 零部件機(jī)加工追溯
打碼機(jī)布局可根據(jù)生產(chǎn)線各工序的節(jié)拍來制定。以主齒追溯為例,見圖3,由于OP10序?yàn)槠款i工序,同時(shí)OP20序?yàn)橹匾|(zhì)量工序,所以選取在第OP20序進(jìn)行打碼掃描。OP20軋花鍵工序,有兩臺(tái)設(shè)備分別為A、B,各配備一臺(tái)打標(biāo)機(jī),后續(xù)若發(fā)現(xiàn)軋花鍵A設(shè)備出現(xiàn)問題時(shí),通過二維碼可全部追溯出設(shè)備A生產(chǎn)的零件。
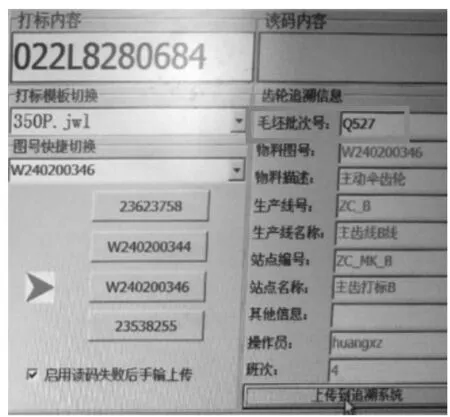
圖3 鍛造毛坯批次追溯
4.2.1 關(guān)鍵工序追溯
不是每個(gè)工位都進(jìn)行掃描,具體見圖4關(guān)鍵工序追溯圖。而只是在關(guān)鍵的質(zhì)量點(diǎn)上進(jìn)行掃描,識(shí)別出工件是否經(jīng)過該工序加工。比如OP10為非關(guān)鍵工序,所以在此工位不進(jìn)行追溯。
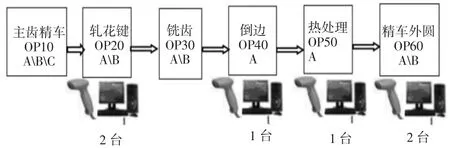
圖4 關(guān)鍵工序追溯圖
而OP60序?yàn)辇X輪的最后一道機(jī)加工序同時(shí)也是關(guān)鍵工序,兩臺(tái)設(shè)備A、B,在線旁分別配備有兩臺(tái)在線檢測設(shè)備對(duì)加工后的零件進(jìn)行關(guān)鍵尺寸的100%檢測。工序經(jīng)過OP60序A設(shè)備機(jī)加工,然后在線檢測設(shè)備A進(jìn)行自動(dòng)掃描、檢測零件外圓等關(guān)鍵尺寸,自動(dòng)記錄關(guān)鍵尺寸的結(jié)果,合格時(shí)往下裝盤流轉(zhuǎn),不合格時(shí)設(shè)備報(bào)警,由操作工人隔離。
目前這種追溯方法在機(jī)加工廠來說應(yīng)用非常廣泛。關(guān)鍵的質(zhì)量點(diǎn)基本能追溯,不用每臺(tái)機(jī)床投入掃描槍,減少設(shè)備的投資,降低生產(chǎn)成本。但無法鎖定具體一般工序的哪臺(tái)設(shè)備導(dǎo)致的質(zhì)量問題,造成A設(shè)備加工尺寸出現(xiàn)問題,B、C設(shè)備加工的產(chǎn)品無法區(qū)分,而把所有的產(chǎn)品都追溯回來,追溯成本會(huì)相對(duì)增加。
4.2.2 全工序追溯
要做到每個(gè)工位追溯,具體見圖5所示的全工序追溯圖。這類追溯要求在生產(chǎn)線上每臺(tái)機(jī)床安裝一把二維碼掃描槍,比如在OP10序上件時(shí)掃描并在質(zhì)量追溯系統(tǒng)中記錄工件是由A設(shè)備、B設(shè)備還是C設(shè)備加工,生成此工件信息的記錄。一旦發(fā)現(xiàn)設(shè)備A加工出不合格產(chǎn)品,可以縮小追溯范圍,降低質(zhì)量損失。
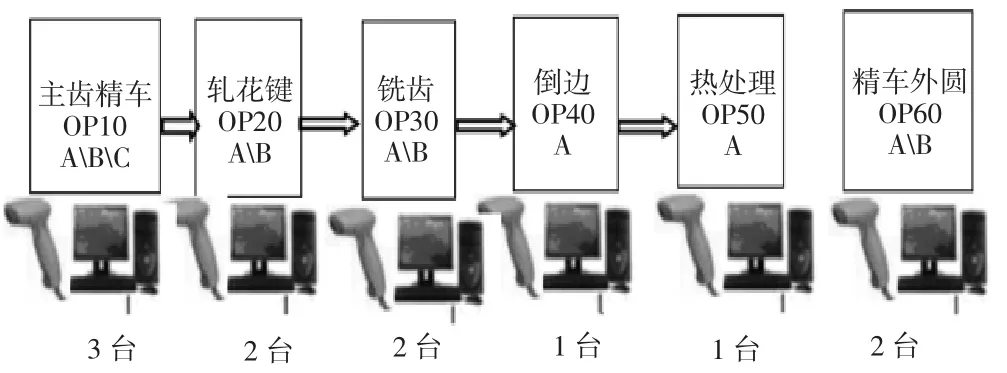
圖5 全工序追溯圖
工件進(jìn)入下一工序OP20時(shí),先進(jìn)行掃描,讀碼信息傳送到追溯系統(tǒng),系統(tǒng)會(huì)檢索該工件在前面工序的加工情況。如果該工件在OP10序未加工,那在OP20序的工控機(jī)上會(huì)發(fā)出警報(bào),并提示操作工人不能繼續(xù)加工,避免漏序,在一定程度上做到防錯(cuò)的效果。
每個(gè)工位增加讀碼設(shè)備給工廠帶來一定的成本壓力,同時(shí)在各序增加掃描動(dòng)作,導(dǎo)致生產(chǎn)效率降低。尤其是打碼質(zhì)量問題或者讀碼設(shè)備異常導(dǎo)致讀碼失敗,會(huì)影響整條生產(chǎn)線的效率。
機(jī)加工的追溯最為復(fù)雜,各工廠要根據(jù)產(chǎn)品不同、各特性的關(guān)鍵程度不同選取不同的追溯方式,在各工序設(shè)置追溯的點(diǎn)。一些高端轎車的追溯采取全工序追溯,而國內(nèi)大多數(shù)的生產(chǎn)廠采用關(guān)鍵工序的追溯,既可以降低成本,也可以基本滿足追溯要求。
4.3 零部件熱處理追溯
在熱處理的前一道工序OP40序掃描每個(gè)工件,組成熱處理框,一框80件生成一個(gè)熱處理盤號(hào)。然后在熱處理OP50序上線時(shí)掃描任意一件零件,記錄熱處理的上線時(shí)間。該條信息記錄與已上傳質(zhì)量追溯系統(tǒng)中的OP40序組框信息、OP20序的毛坯批次信息全部都進(jìn)行匹配。見圖6熱處理組框追溯。

圖6 熱處理組框追溯
一旦熱處理零件經(jīng)過后續(xù)的硬度等性能檢測發(fā)現(xiàn)不合格時(shí),都可以在質(zhì)量追溯系統(tǒng)中通過該批次熱處理的任意一齒輪二維碼查詢到該批次的所有零件情況并追溯回來。
4.4 零部件裝配追溯
在總成裝配線的各零部件裝配點(diǎn)上配置掃描槍,對(duì)上線的總成和零部件一一掃描進(jìn)行組合,建立起零部件與總成的關(guān)系。
同時(shí),裝配工位最重要的是零件的扭力控制,所以在上緊力矩時(shí)電扭槍的數(shù)據(jù)傳輸?shù)阶匪菹到y(tǒng)中,實(shí)現(xiàn)零件和扭力的追溯。當(dāng)扭力不足時(shí),設(shè)備發(fā)出警報(bào),生產(chǎn)線無法往下流轉(zhuǎn)。同時(shí)在下一個(gè)關(guān)鍵工位,掃描該零件條形碼時(shí)會(huì)提醒上一工序裝配不合格,無法流轉(zhuǎn),所以在裝配零部件時(shí)可以做到非常好的防錯(cuò)效果,防止零件未加工完成直接裝配上線[2]。見圖7裝配扭力追溯及防錯(cuò)。
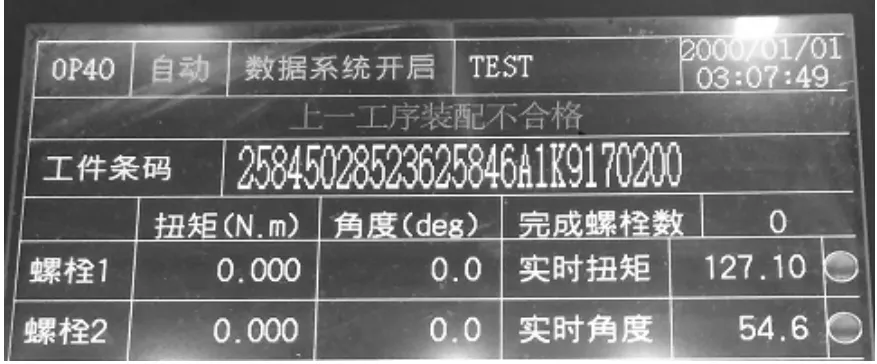
圖7 裝配扭力追溯及防錯(cuò)
在整車裝配的總成裝配點(diǎn)上同樣配置掃描槍,對(duì)整車VIN和總成的二維碼進(jìn)行綁定,建立起整車和總成的關(guān)系。
5 結(jié)束語
零部件各制造過程的追溯通過追溯系統(tǒng)來實(shí)現(xiàn),而主機(jī)廠和關(guān)鍵零部件的供應(yīng)商是一條生態(tài)鏈,需要主機(jī)廠和零部件供應(yīng)商一同建立起追溯系統(tǒng)方可實(shí)現(xiàn)零部件的各制造過程追溯,任何一個(gè)環(huán)節(jié)的缺失都無法追溯或召回零件。
追溯系統(tǒng)可以實(shí)現(xiàn)在線的質(zhì)量控制,避免不合格或關(guān)鍵工序未加工的零件裝配到總成最終流入終端用戶,同時(shí)在終端用戶出現(xiàn)質(zhì)量問題時(shí)可以反查數(shù)據(jù),快速的追溯到零部件的相應(yīng)信息,實(shí)現(xiàn)整車的零件召回。
猜你喜歡
中國特種設(shè)備安全(2022年6期)2022-09-20 02:52:28
中學(xué)生數(shù)理化(高中版.高考理化)(2021年6期)2021-07-28 06:21:04
電子制作(2018年11期)2018-08-04 03:26:08
中華手工(2017年2期)2017-06-06 23:00:31
工業(yè)設(shè)計(jì)(2016年12期)2016-04-16 02:52:00
中外會(huì)展(2014年4期)2014-11-27 07:46:46
消費(fèi)者報(bào)道(2014年7期)2014-07-31 11:23:57
NBA特刊(2014年7期)2014-04-29 00:44:03
中國商人(2013年1期)2013-12-04 08:52:52
祝您健康(1987年3期)1987-12-30 09:52:32
