淺談噴涂機器人工藝缺陷產生與處理方法
2019-11-22 08:29:24劉磊孫中樂王兵
汽車實用技術 2019年21期
劉磊,孫中樂,王兵
淺談噴涂機器人工藝缺陷產生與處理方法
劉磊,孫中樂,王兵
(浙江合眾新能源汽車有限公司,浙江 桐鄉 314500)
介紹了涂裝機器人的仿型制作方法,如主、子程序的設定,仿形程序設置和坐標系選定及其坐標軸的含義等,對涂裝機器人工藝參數的設置進行了論述,包括霧化器的靜電高壓值、成型空氣量、計量泵出漆量和空氣軸承轉速的控制、參數的過載百分比、噴涂位置的仿型和噴涂參數設定等,分析了涂裝機器人噴涂產生縮孔的原因。
機器人仿型;靜電高壓值;旋杯轉速;霧化器
前言
汽車涂裝通常使用的靜電噴涂機器人品牌主要有DURR、ABB、YASKAWA DOOLLIM等,均為外國品牌。近兩年,國內有部分專業噴涂設備廠家專門研發噴涂霧化器;噴涂霧化器的質量直接決定噴涂質量,目前國產霧化器已經完全兼容或替代國際品牌霧化器,其中具有代表性的國產品牌是天津銘捷,其霧化器能夠完全與國外品牌噴涂機器人霧化裝置兼容。通過國內科研人員不斷研發和國內智能裝備的整合,預計在2020年噴涂整車的靜電旋杯噴涂機器人能國產化,未來將打破發達國家的噴涂技術壟斷,為中國智能制造奠定堅實的基礎。
目前,在噴涂設備方面處于國際領先水平的是德國DURR公司設計的靜電噴涂系統。本文根據杜爾公司涂裝機器人在汽車涂裝現場的應用情況,展開對機器人仿型制作及其對漆膜影響的探討。
1 涂裝機器人的安裝方式
杜爾公司噴涂機器人應用較多,現場安裝方式樣式通常有固定底座噴涂和壁掛式噴涂,目前比較流行的噴涂方式是將機器人固定在水平或者垂直的軌道上,機器人通過伺服電機與齒輪齒條的機械力傳遞,形成第7軸驅動。
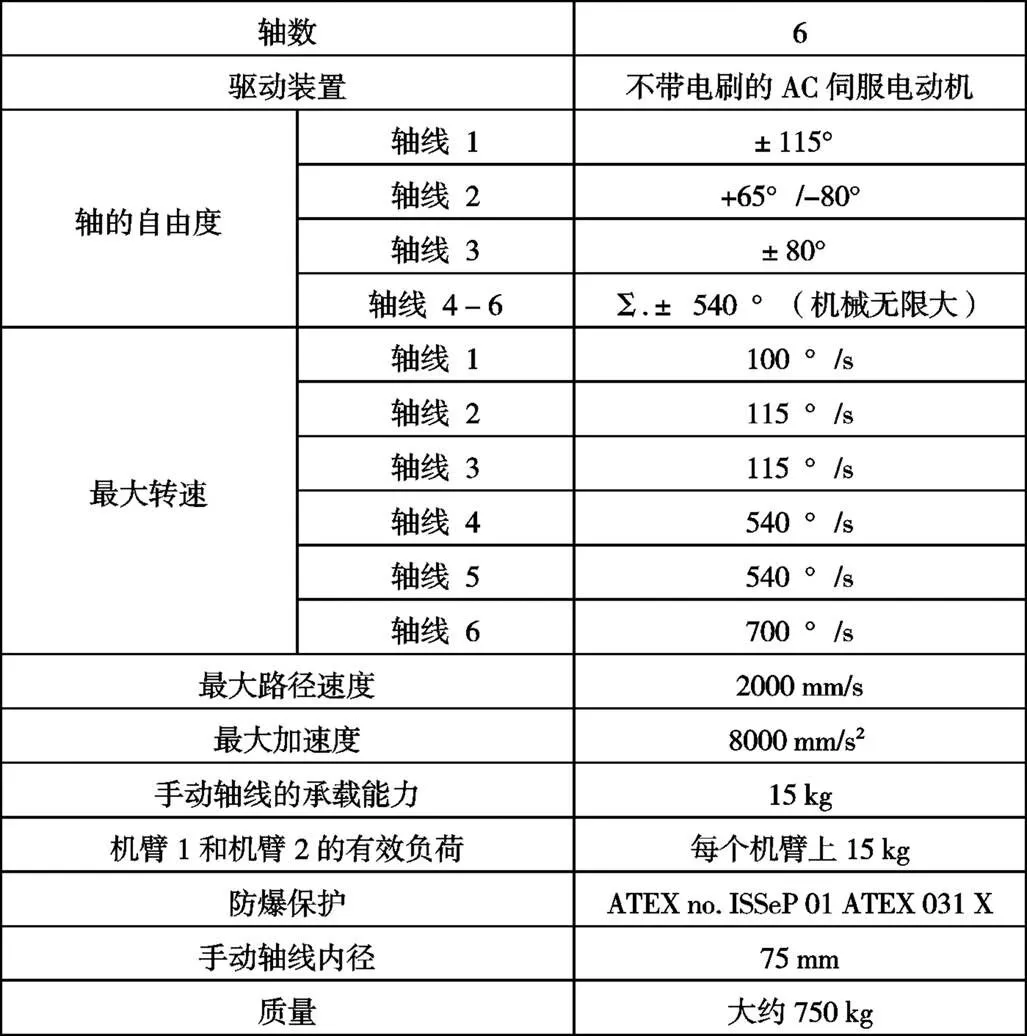
機器人內部裝置了油漆管線,此管線制約著機器人運動的動作幅度。因此,掌握機器人的運動特性對仿型制作有參考意義。表1是EcoRP6 F140型機器人參數。
表1 EcoRP6 F140型機器人參數
2 涂裝機器人的仿型制作
在新車型投入車間準備生產時,將新車型數模導入3Donsite軟件中,根據導入數模可離線制作仿型。在沒有數模的情況下,選用在線制作仿型,離線和在線制作仿型各有特點,離線制作需要熟悉噴房的距離、接近開關的位置和觸發點的位置。在線制作可減少調試時出現的計算偏差,制作出的仿型更接近于實際噴涂狀態。機器人仿型制作應考慮因素包括機器人安裝位置、輸送鏈速度、等待時間、開關槍位置、機器人運行速度和加速度、機器人軌跡坐標、噴涂參數等。下面介紹汽車涂裝線機器人車型仿形及參數設定方法。
2.1 主程序設定
在3Donsite軟件中,新建一個新車型,主程序包括工具設定、跟蹤范圍、噴涂區域、等待噴涂距離等。
STARTPROG ("MAIN") 主程序開始
SELECT("R11") 選擇R11機器人
SETTOOL(ECOBELL2_200) 設定噴涂工具
SETOBJECT(H13) 選擇噴涂車身
CALL"R11WP"() 調用等待點
SET_TRACKINGWINDOW(0.0 8000.0) 設定噴涂空間
WAIT_CONVEYOR(1515) 等待輸送運動距離
TRACKING( On) 跟蹤開始
CALL"H13TV"() 調用第一個噴涂區進行噴涂
WAIT_PAINTPOSITION(700) 等待700mm
CALL"H13SE1"() 調用第二個噴涂區進行噴涂
WAIT_PAINTPOSITION(1600) 等待1600mm
…
TRACKING(Off) 跟蹤關
TRACKING(Finished) 跟蹤結束
CALL"HOME"() 調用回家位置
RELEASE ( "R11") 釋放R11
ENDPROG( "MAIN") 結束主程序
RETURN 返回主程序開始位置
確定好等待點R11WP坐標,該點坐標主要根據經驗來判定。通常選用離噴涂車身較近的點,以噴涂室及時到達第一個噴涂區域作為第一個等待點。等待點設置的合理,可以避免噴涂過程中產生的振動和限位。
2.2 子程序設定
子程序模塊即各個噴涂區域的模塊,所有的子程序模塊必須在主程序中調用才有效。
第一個噴涂區域是H13TV,其設定方法如下(“--”表示程序忽略):
STARTPROG("H13TV") 子程序開始
SELECT("R11") 選擇R11機器人
SETTOOL( ECOBELL2_200) 設置噴涂工具
SETOBJECT(H13)
SETTRIGGERPAR(G50) 刷子設置
LOADBRUSHFILE() 裝載噴涂參數
MOVE("H13TV") 運行TV模塊
VEL(V450) 運行速度
ACC(A3500) 運行加速度
OVERLAP( NODEC50)
VEL(V450)
LIN(P1) 第一個噴涂區域H13TV模塊第一個軌跡點
SETBRUSH(Gun1 1 P2 TR1) 設置噴涂參數
GUN(Gun1 GunOn P3 TR2) 設置開槍點
VEL(V450)
LIN(P1)
…
LIN( P20)
--GUN( Gun1 GunOff P21 TR3)
SETBRUSH( Gun1 2 PO1 TRG1)
LIN( P22)
LIN( P23)
GUN( Gun1 GunOn P24 TR4)
LIN( P25)
…
LIN( P35)
--GUN( Gun1 GunOff P36 TR5)
--SETBRUSH( Gun1 2 P37 TR6)
VEL( V450)
--SETBRUSH( Gun1 8 PO2 TRG2)
SETBRUSH( Gun1 8 PO3 TRG3)
LIN(P38)
VEL(V450)
LIN( P39)
GUN( Gun1 GunOn P40 TR7)
LIN( P41)
LIN( P42)
LIN( P43)
SETBRUSH( Gun1 3 P44 TR8)
LIN( P45)
LIN( P46)
SETBRUSH( Gun1 4 P47 TR9)
LIN( P48)
…
LIN(P64)
GUN(Gun1 GunOff P65 TR10) 關槍
LIN(P66)
ENDMOVE ( "H13TV") 結束第一個噴涂區域
RELEASE ("R11") 釋放R11
ENDPROG( "H13TV") 結束TV程序
RETURN 返回主程序
每個LIN點都是由機器人的“WORLD”坐標系(X,Y,Z)組成。
2.3 涂裝機器人坐標系
機器人仿型制作通常采用在機器人世界坐標系中制作,輸送鏈的前進方向對準+X方向。各坐標軸的含義如下:+X:輸送鏈前進方向;-X:與輸送鏈前進相反的方向;+Y:沿輸送鏈進行左側方向;-Y:沿輸送鏈進行右側方向;+Z:噴漆室的頂部方向;-Z:噴漆室的地板(格柵)方向。如下圖所示。

圖1
機器人分布情況通常采用左右兩邊對稱的方式,在鏈速和噴涂面積允許的情況下,頂蓋噴涂位置可采用單臺機器人完成。
2.4 涂裝機器人仿形程序設置
下面以4臺機器人組合的面漆站噴涂為例,闡述機器人的仿形程序設置。4臺機器人分左右兩邊布置,左側機器人為R11、R12,右側機器人為R21、R22。車身采用對稱噴涂,對稱噴涂在仿型制作時只要做好一面直接鏡像即可完成仿型制作。不對稱噴涂可減少機器人軌跡轉折的次數,減少機械沖擊,適用于噴涂小車型的頂蓋。R11機器人仿形見圖2。

圖2
如圖2所示,在后蓋噴涂位置機器人有較大幅度的角度變化,在制作時應注意等待位置的設定,確保機器人能連續噴涂不報警。R11機器人仿型做好后,通過鏡像即可獲得R21機器人的仿型。R12和R22機器人仿型也按對稱的方法制作。圖3a、3b是頂蓋對稱和不對稱現場仿型圖片。
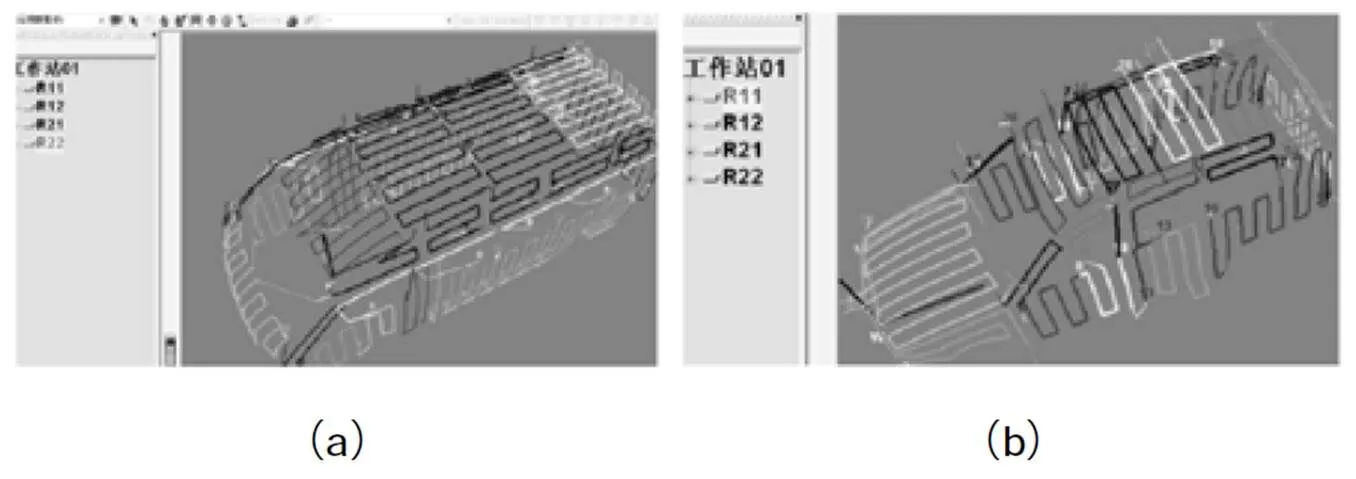
圖3
3 涂裝機器人工藝參數設置
運動仿形程序設置完成后,需要對噴涂參數進行加載。以下是機器人工藝參數的常用設置。
3.1 機器人霧化器的靜電高壓值
在噴涂中,環境對噴涂影響效果最大,電場強度大于4500V/cm時,易產生靜電釋放,車身的折邊、銳角處,由于靜電效應產生油漆堆積流掛等工藝缺陷。高壓靜電電壓電場強度小于4500V/cm時,油漆上漆率偏低,油漆霧化的顆粒大,易產生少漆、顆粒等問題,產生油漆浪費和對環境的污染。因此,涂裝中常用靜電高壓值高電壓參數范圍為40~70kV,根據金屬漆、中涂漆和清漆而有所不同。銳角邊緣部位,通常設置為45~60kV。
3.2 機器人霧化器的成型空氣量
成型空氣分別用LL1和LL2表示,其中LL1常用于大面積噴涂場合, LL2整形出來的扇面較小,適合噴涂較窄的區域,減少油漆的浪費。
3.3 機器人的計量泵出漆量的控制
油漆從旋杯出漆的比例,其中分配盤邊緣出漆80%,分配盤中心孔出漆20%;根據各個站的油漆參數要求,在3Donsite軟件中設定合理的油漆參數。
3.4 空氣軸承轉速控制
每分鐘軸承轉速高達30 000~60 000轉的速度,清漆轉速為35 000~45 000 r/min,這些值只是參考值,在金屬漆噴涂場合,最高轉速可達到55 000 r/min,這主要是為了減少噴涂靜電油漆粒子定向排列產生的發花問題。油漆流量越大,要求的旋杯轉速也越高。
3.5 參數的過載百分比
過載百分比可以定義各參數,如輸送鏈速度、油漆流量(P)、成型空氣量(LL)和高電壓值(HT)等參數的百分比數值。有時生產線為了提升節拍產量,提輸送鏈速度,這時可以修改過載百分比,計算方法如下:
過載百分比=(V2-V1)/V1×100%
其中,原鏈速V1,現鏈速V2,單位均為m/min
此方法適用于批量調整,個別油漆參數發生變化即不適用此方法。
3.6 噴涂位置的仿型
由于噴涂位置離車身太遠易造成少漆,比如噴涂距離超過300 mm,其仿形結果如圖4a所示。

圖4
如果此仿型向車身靠近,見圖4b。從圖4b可以看出,機器人手臂易砸到車身。遇到這種大車型的特殊情況,應采用分段噴涂,將后蓋分為兩次噴涂:讓機器人先噴涂一部分,距離一段時間后再噴涂剩余部分。分段噴涂后仿型如圖5c所示。分為兩段噴涂后,避免了機器人擠壓車身,噴涂點也可以向車身靠近,噴涂距離可縮短為200-250mm。
3.7 噴涂參數設定

圖5
原漆調好后,噴涂參數均在3Donsite軟件中設定,工藝參數調整界面見圖5。
根據實際噴涂缺陷,調整此表中對應的參數,保存即可改變噴涂參數。在實際應用中,應根據現場實際情況進行調整。
4 涂裝機器人噴涂產生縮孔的原因
(1)機器人噴涂過程中,其4/5/6軸是聯動運行的,其內部齒輪在嚙合部位涂有潤滑脂,長期運行過程中潤滑脂滲出,滴落到車身即產生縮孔。
(2)在日常維護過程中,通常會在第4、5、6軸涂抹凡士林,過量地涂抹凡士林,凡士林滴落到車身會產生縮孔;如果凡士林涂抹到整形空氣環部位,則在噴涂過程中,會產生大面積縮孔。
(3)每日清潔機器人時,擦拭機器人霧化器的毛巾需擰干,如果用沾滿溶劑的毛巾擦拭,溶劑在霧化器表面和旋杯表面集聚,噴涂時也會產生大面積縮孔。故而日常維護工作中,維修人員需經過專業培訓才能作業,不注重細節,極易產生噴涂缺陷。圖6為手軸內部機械部件。
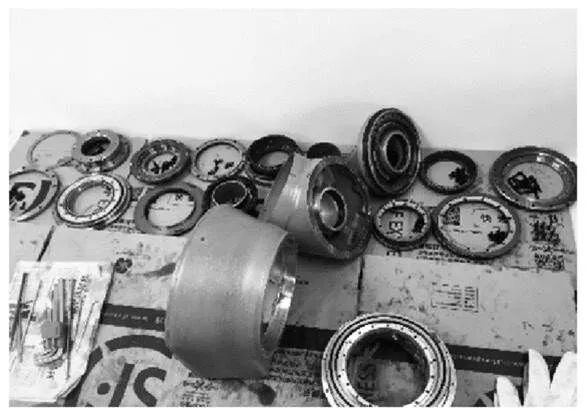
圖6
5 結語
以上論述了機器人仿型制作及其對噴涂的影響,機器人噴涂的影響只是噴涂工藝的一部分,在實際應用中對噴涂影響因素還有很多,涂裝噴涂設備、工藝、材料是直接決定噴涂車身漆膜質量。因此在實際生產線施工中,需要根據實際情況,制定嚴格的管控體系,確保噴涂工藝參數可控可調。
Discussion on the production and treatment of technological defects in spraying robot
Liu Lei, Sun Zhongle, Wang Bing
( Zhejiang Hezhong New Energy Automobile Co., Ltd., Zhejiang Tongxiang 314500 )
Coating profile of the robot are introduced production methods, such as the main, setting subroutines, copying the program Settings and the meaning of the selected coordinate system and the coordinate axis, etc., has carried on the elaboration to the coating process parameters Settings for the robot, including static pressure value of the atomizer, air quantity, the quantity of paint metering pump and percentage of overload control, parameters of air bearing rotating speed, spraying position profile and spraying parameters setting, etc., analyses the spray painting robot causes of shrinkage cavity.
Robot profiling; Electrostatic high voltage value; Cup speed; Atomizer
B
1671-7988(2019)21-182-04
U445 文獻標識碼:B 文章編號:1671-7988(2019)21-182-04
劉磊(1980.07-),男,大學本科,高級工程師,就職于浙江合眾新能源汽車有限公司。研究方向:工廠規劃。
10.16638/j.cnki.1671-7988.2019.21.065
CLC NO.: U445
