加氫反應(yīng)器接管的超聲波檢測
2019-11-20 07:03:56
無損檢測 2019年11期
(青島蘭石重型機械設(shè)備有限公司,青島 266426)
熱壁加氫反應(yīng)器是煉油、化工加氫裂化裝置中的關(guān)鍵設(shè)備,也是制造最復(fù)雜、技術(shù)要求最高的裝置,通常在高溫、高壓等惡劣條件下使用。20世紀70年代后,隨著市場對產(chǎn)品要求的提高和制造工藝的成熟,熱壁加氫反應(yīng)器在市場上逐漸代替了冷壁加氫反應(yīng)器。我國在20世紀70年代到80年代才開始從國外引進熱壁加氫反應(yīng)器的制造技術(shù)。
由于熱壁加氫反應(yīng)器在使用時存在介質(zhì)腐蝕、氫腐蝕、應(yīng)力腐蝕、回火脆化等問題,所以其屬于高危設(shè)備,對焊接的要求很高,此類設(shè)備應(yīng)進行無損檢測,尤其是對焊接難度大,易出現(xiàn)缺陷的接管類焊縫更應(yīng)進行無損檢測。加氫反應(yīng)器的結(jié)構(gòu)示意如圖1所示。

圖1 加氫反應(yīng)器結(jié)構(gòu)示意
加氫反應(yīng)器大量使用接管角焊縫,由于其結(jié)構(gòu)特殊,幾何條件復(fù)雜,所以焊接工藝繁復(fù),焊接質(zhì)量無法保證,且對超聲波檢測的要求更高,也就要求質(zhì)保部門采取更為有效的檢測方法和檢測工藝,筆者介紹了接管角焊縫超聲波檢測方法,尤其對發(fā)現(xiàn)缺陷后如何確定其具體深度,如何對缺陷定位這一問題做了進一步論述。
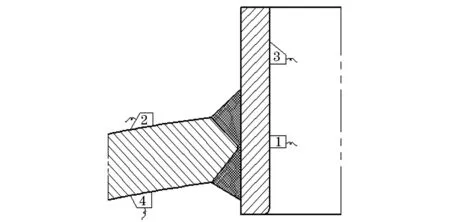
圖2 插入式接管角焊縫結(jié)構(gòu)示意
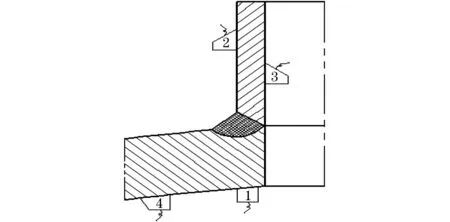
圖3 安放式接管角焊縫結(jié)構(gòu)示意
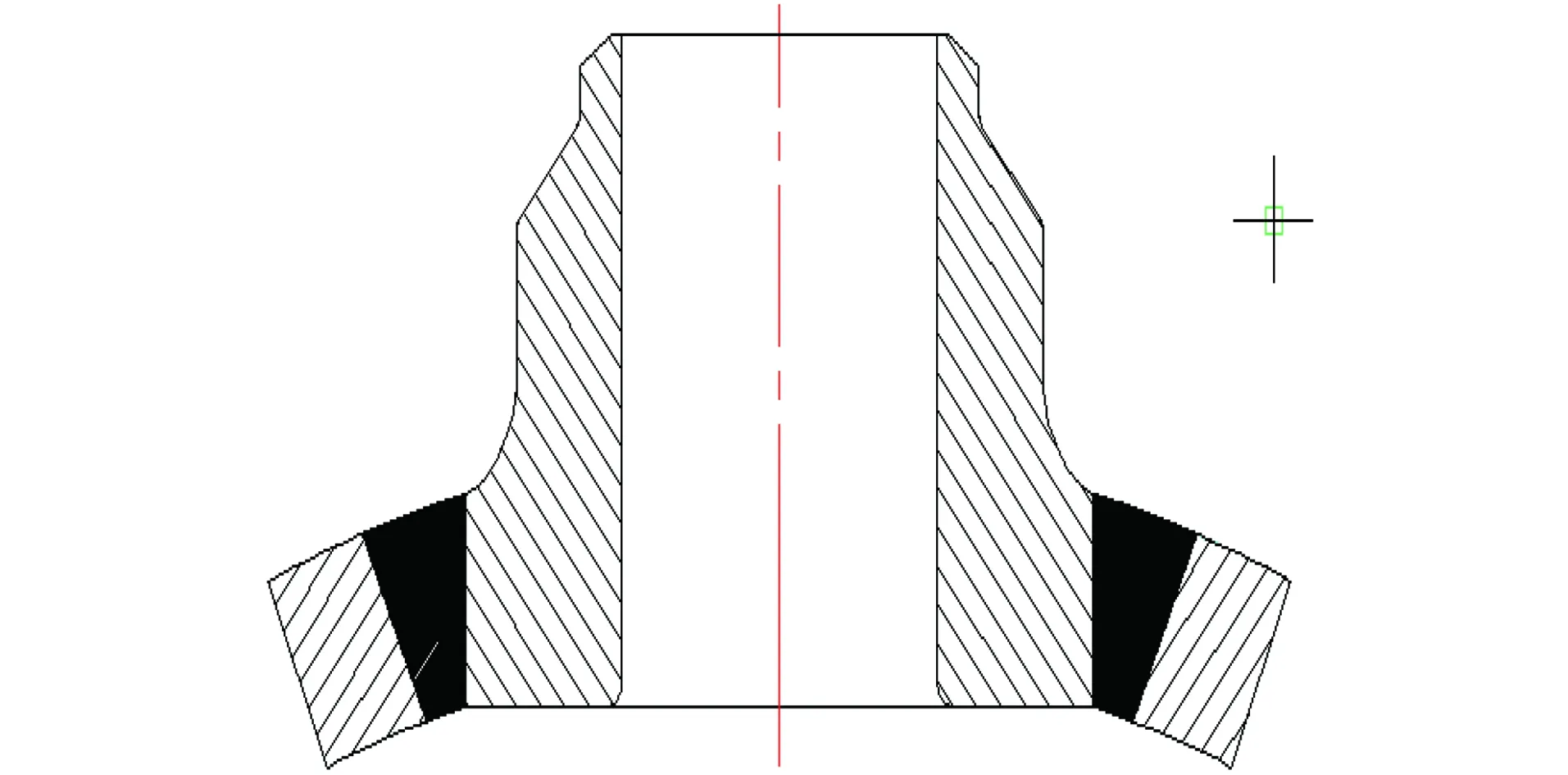
圖4 馬鞍形接管焊縫剖面圖
1 接管角焊縫的結(jié)構(gòu)
幾種接管焊縫的結(jié)構(gòu)示意如圖2~4所示。接管類焊縫對焊接的工藝要求很高,若是采用氣割開孔,在開孔后,其表面非常粗糙,打磨工作量很大,坡口的尺寸也難以保證,而給后續(xù)焊接帶來影響,尤其是筒體內(nèi)壁堆焊不銹鋼層之后,很容易引起磁偏吹,在焊縫內(nèi)表面容易產(chǎn)生未熔合、未焊透等缺陷,在進行超聲波檢測時,對焊縫根部的掃查應(yīng)高度重視,尤其是針對大厚壁容器的焊縫檢測[1]。
2 探測面的選擇及探頭的選取
2.1 插入式接管角焊縫的超聲波檢測
插入式接管角焊縫在進行超聲波檢測時,可以選取直探頭在位置1處(接管內(nèi)壁)對焊縫進行檢測,也可以選取斜探頭在位置2和位置4(筒體內(nèi)壁)處進行超聲波檢測。也可以從接管外壁采取二次波檢測,由于二次波對缺陷的評定要求較高,同時如果直射波能保證良好的缺陷檢出率,就要求采用直射波檢測。接管內(nèi)壁的檢測面平整,接管直徑能夠保證足夠的檢測空間,可以選取在位置3處進行超聲波檢測。如果各檢測面厚度不大于25 mm,推薦選擇K1,K2.5斜探頭;檢測面厚度若大于25 mm,推薦選擇K1,K2斜探頭。
2.2 安放式接管角焊縫的超聲波檢測
安放式接管角焊縫在進行超聲波檢測時,可以選取直探頭在位置1處(筒體內(nèi)壁)對焊縫進行檢測,在位置3(接管內(nèi)壁)處利用直射波進行檢測,如果接管壁厚不大,也可以從位置2(接管外壁)處利用二次波檢測,斜探頭與插入式接管超聲波檢測的方法相同。
接管角焊縫超聲波檢測一般采用直探頭檢測,但是由于對現(xiàn)場焊縫的焊接表面質(zhì)量、鉚工工裝質(zhì)量及打磨質(zhì)量的要求,以及加氫接管內(nèi)壁大多為內(nèi)壁堆焊,所以無法進行直探頭檢測,而采用斜探頭進行檢測,直探頭作為輔助檢測手段[2]。
進行接管角焊縫的超聲波檢測時,應(yīng)該實際參考接管的具體結(jié)構(gòu),從多種位置采用合適的超聲方法進行檢測。
3 檢測靈敏度
接管角焊縫斜探頭或直探頭檢測的靈敏度如表1所示。

表1 接管角焊縫斜探頭或直探頭檢測的靈敏度
4 曲面補償
曲面工件的超聲波檢測時,如果不能滿足以下所述要求時,應(yīng)該進行曲面補償,滿足時可以按照平板焊縫進行檢測。
4.1 一般曲面的檢測要求
對于一般曲面,需要滿足的條件如式(1)所示。
(1)
式中:W為探頭接觸面的寬度,檢測環(huán)焊縫時為探頭的寬度,檢測縱焊縫時為探頭的長度;D為曲面直徑。
4.2 較高曲面要求
對于較高曲面(對缺陷識別要求較高的工件曲面),需要滿足的條件如式(2)所示。

(2)
耦合效果約為平板的80%左右。
直探頭檢測時,耦合試塊應(yīng)與工件的曲率半徑相同,材料也相同;斜探頭檢測時,試塊的曲率半徑與工件的曲率半徑相同,材料也相同,反射孔位置參照標(biāo)準試塊來確定。
曲率試塊結(jié)構(gòu)示意如圖5所示[3],A為入射點,B為反射孔位置,R為曲面試塊的外徑,β為折射角,由于
(3)

故可以通過式(4)計算出折射角。
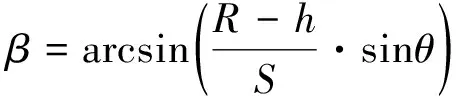
(4)
式中:S為缺陷在平面工件中的水平距離;h為缺陷在曲面工件中的深度。
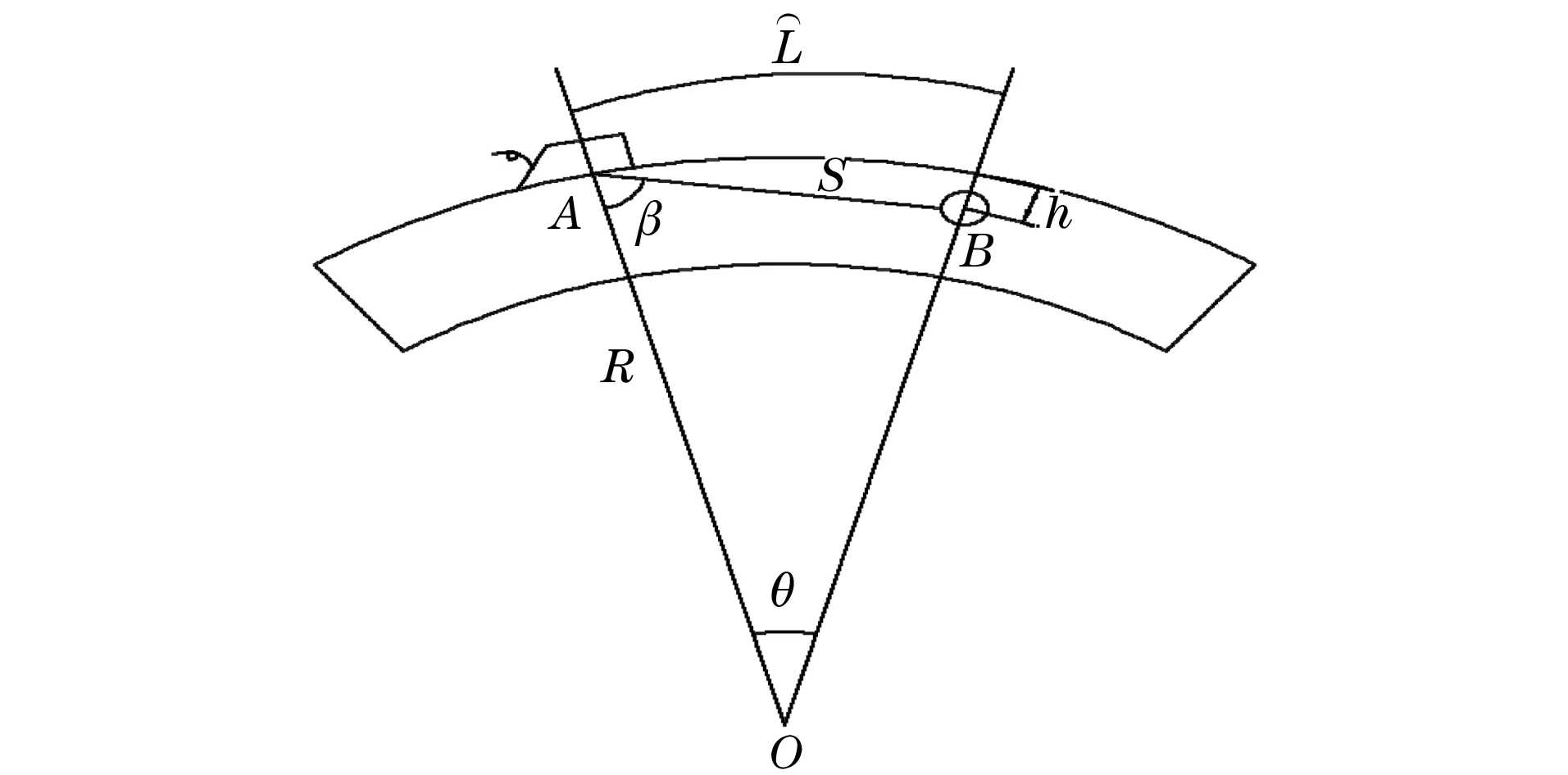
圖5 曲率試塊結(jié)構(gòu)示意
5 檢測區(qū)的打磨寬度
超聲檢測面包括檢測區(qū)和探頭的移動區(qū)。
檢測區(qū)包括焊縫本身加上焊縫熔合線兩側(cè)各10 mm。探頭移動區(qū)寬度與檢測方法有關(guān),大厚壁容器采用直射波檢測,移動區(qū)寬度為1.5Kt(t為檢測焊縫厚度,K為探頭的K值),以150 mm厚度母材為例,采用K1探頭進行檢測時,K1探頭的移動區(qū)寬度為225 mm,再加上焊縫的寬度,最終需要打磨的寬度為2×(225+焊縫寬度+10) mm。
采用大K值探頭進行檢測時,如果按照上面的公式進行計算,則需要打磨的寬度非常大。加氫反應(yīng)器內(nèi)壁需要進行堆焊,考慮組裝多節(jié)筒體后,由于自動焊機臂長不足,手工焊的工作量太大,大多選擇厚度一半以上作為檢測母材的厚度,如150 mm厚度,選擇t為80 mm,進行探頭移動區(qū)的計算。
加氫反應(yīng)器內(nèi)部多為堆焊不銹鋼層,現(xiàn)在大多采用自動堆焊設(shè)備,盡可能地連續(xù)堆焊,很多時候,探頭移動區(qū)域并不能滿足,這就需要考慮增加補償措施,以保證檢測質(zhì)量。
6 馬鞍形接管焊縫缺陷的定位
加氫反應(yīng)器多為大厚度、大直徑的容器,針對接管的超聲波檢測可以采用雙面雙側(cè)檢測,加之二次波回波復(fù)雜,難以判斷缺陷波,所以多采用直射波進行缺陷的檢測。
直徑較大的接管與筒體的焊接處為馬鞍形,焊縫結(jié)構(gòu)復(fù)雜,按照一般缺陷的定位,檢測效果不好,接管的坡口弧度大,返修困難,焊接質(zhì)量不易保證。為了方便定位,將焊縫進行分區(qū),馬鞍形接管超聲檢測分區(qū)示意如圖6所示。將焊縫分為8個區(qū):1區(qū)和5區(qū)位于軸向最高點,在筒體直徑很大的情況下,可以按照平板焊縫進行檢測;3區(qū)和7區(qū)位于周向的最低點,可以參照筒體縱縫進行檢測;其他2區(qū)、4區(qū)、6區(qū)、8區(qū)則根據(jù)不同的曲率半徑,參照1區(qū)、3區(qū)、5區(qū)、7區(qū),通過相應(yīng)的關(guān)系式進行簡化計算。

圖6 馬鞍形接管的超聲檢測分區(qū)示意
6.1 1區(qū)和5區(qū)的定位計算
1區(qū)和5區(qū)位于軸向最高點,參照平板焊縫的直射波檢測,按照式(5)進行計算。
H=nτ
(5)
式中:H為缺陷的深度;n為儀器調(diào)節(jié)比例;τ為儀器顯示深度。
L=nKτ
(6)
式中:L為缺陷的水平距離。
6.2 3區(qū)和7區(qū)的定位計算
3區(qū)和7區(qū)位于周向的最低點,參照筒體縱縫的超聲波檢測。外圓直射波檢測方法示意如圖7所示,圖中OA為筒體外圓半徑R,OB為筒體內(nèi)圓半徑r,AF為缺陷聲程S,β為探頭的折射角。
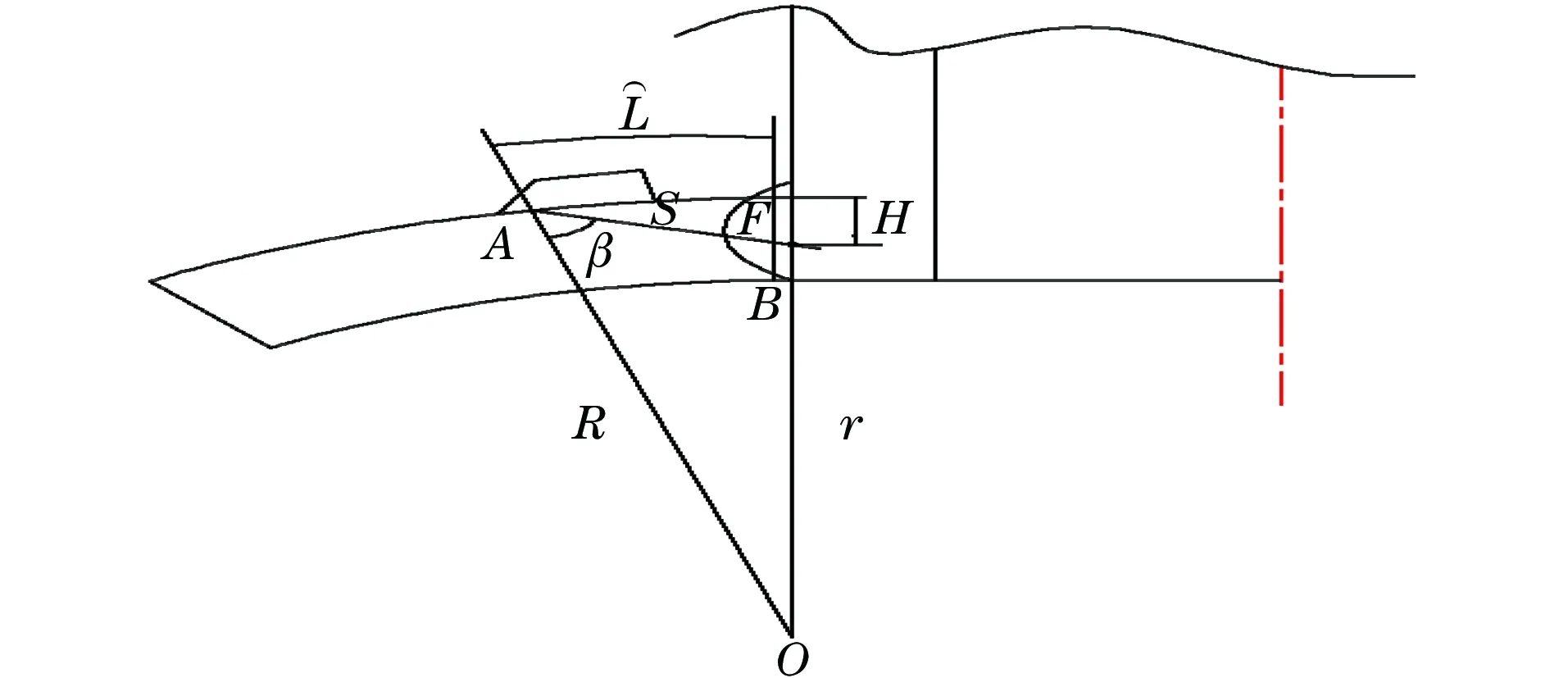
圖7 外圓直射波檢測方法示意
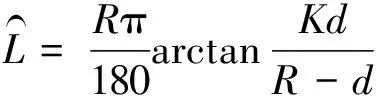
通過式(7),(8)可以求出從外圓面檢測缺陷的埋藏深度以及水平距離。

(7)
式中:H為埋藏深度;d為平板中缺陷的深度。
(8)
通過式(9),(10)可以求出從內(nèi)圓面檢測缺陷的埋藏深度及水平距離。

(9)
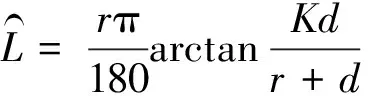
(10)
6.3 其他各區(qū)的定位計算
由于2區(qū)、4區(qū)、6區(qū)、8區(qū)的接管角焊縫超聲波檢測的曲面比較復(fù)雜,所以缺陷定位也比較復(fù)雜,選擇3區(qū)或7區(qū)作為參照區(qū),從外圓或內(nèi)圓檢測時參照式(6)~(9),確定缺陷深度H或者缺陷的水平距離L,但缺陷處的R和r應(yīng)進行修正,以2區(qū)為例,選取45°處入射點作為優(yōu)化后代表2區(qū)進行優(yōu)化計算。
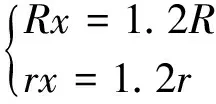
(11)
式中:x為簡化系數(shù)。
實際上每一個入射點的R,r都是不同的,這里的簡化系數(shù)1.2是為了保證在定位準確的前提下,更方便操作人員進行計算,如果每一個入射點的簡化系數(shù)都一一列舉,就失去了工程意義,經(jīng)驗證,深度和水平距離誤差在5%以內(nèi),滿足定位要求。
7 結(jié)語
加氫反應(yīng)器接管的檢測工作一直是無損檢測工作中的難點,因其焊接成型難度高,接管質(zhì)量難以保證,檢測定位困難、焊工返修質(zhì)量差等問題一直困擾著檢測工作者,一旦定位不準,就會造成缺陷無法返修出來,這樣不僅浪費時間,對資源也是極大的浪費。作者結(jié)合實際工作經(jīng)驗提出了簡化系數(shù)的概念,以解決定位精度不高的問題。
猜你喜歡
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2020年11期)2020-12-14 06:59:52
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
藝術(shù)品鑒證.中國藝術(shù)金融(2018年8期)2019-01-14 01:14:28
藝術(shù)品鑒證.中國藝術(shù)金融(2018年10期)2019-01-08 02:44:26
藝術(shù)品鑒證.中國藝術(shù)金融(2018年12期)2018-08-26 06:03:48
制造業(yè)自動化(2017年2期)2017-03-20 14:26:13