各向異性焊縫相控陣超聲檢測楔塊角度的優化設計
2019-11-20 07:07:52齊高君1岳大慶1徐學堃1焦敬品
無損檢測 2019年11期
齊高君1,岳大慶1,楊 敬, 徐學堃1,焦敬品
(1.山東豐匯工程檢測有限公司,濟南 250200;2.北京工業大學 機械工程與應用電子技術學院,北京 100124)
奧氏體不銹鋼以其優良的抗腐蝕性、抗氧化性以及低溫韌性被廣泛應用于電力、石化等行業的管道系統中[1]。由于該材料導熱性較差,線膨脹系數較大,在焊接過程中會產生較大的焊接應力,容易產生晶間腐蝕和熱裂紋等缺陷,影響焊縫的質量[2],因此奧氏體不銹鋼焊縫是工程中的重點檢驗和監測部位。
奧氏體不銹鋼焊縫在凝固時未發生相變,室溫下以鑄態柱狀奧氏體晶粒存在,該組織晶粒粗大、不均勻,具有顯著的各向異性。超聲波在各向異性焊縫中傳播時,會發生畸變、分離和傳播路徑的變化[3-4],進而產生較大的衰減和散射,直接影響超聲波檢測的靈敏度和精度。
相控陣超聲波檢測是目前國際上先進、前沿的超聲波檢測技術[5]。該技術具有聲束靈活可控、可實現動態聚焦,并具有電子濾波等優勢,便于實現對各向異性材料的無損檢測。目前,國內外已有多所大學和科研機構開展了奧氏體不銹鋼焊縫的相控陣超聲檢測研究。龔思璠等[6]采用匹配追蹤后處理的方法對相控陣檢測回波信號進行了處理,提高了奧氏體不銹鋼焊縫檢測的信噪比。張鷹等[7]提出了一種二維距離波幅表法,該方法能解決奧氏體焊縫中缺陷無法定量的問題,并且提高了檢測結果的準確性。胡棟等[8]利用相控陣超聲技術對奧氏體不銹鋼焊縫中的缺陷進行檢測,通過改進檢測工藝有效抑制了噪聲信號,提高了檢測精度和效率。
筆者針對小徑管奧氏體不銹鋼焊縫各向異性的特點,利用CIVA仿真技術對縱波聲束入射角度與回波聲壓的對應關系進行了仿真計算,根據仿真結果對相控陣探頭楔塊角度進行了優化,最終通過對試樣的測試驗證了方案的可行性。
1 檢測方法
1.1 基本原理
利用電子背散射衍射技術對焊縫進行金相組織分析,通過圖像處理將焊縫中晶粒取向相近的區域看作一個均勻區域,將整個焊縫分成多個均勻的各項異性區域并建立Silk模型[9-10],基于Silk焊縫模型,利用射線追蹤法[11]確定各向異性焊縫中的傳播路徑。運用CIVA仿真技術對被檢試樣進行仿真計算,確定縱波入射角度與回波聲壓的對應關系,即楔塊角度與回波最大幅值的對應關系。根據仿真結果,確定最佳的縱波入射角以獲得最大的缺陷回波幅值,即確定最佳的楔塊角度。
1.2 檢測設備和試樣參數
檢測儀器包括計算機、相控陣檢測儀和相控陣探頭,探頭參數如表1所示,檢測試樣參數如表2所示。
表1 相控陣探頭參數
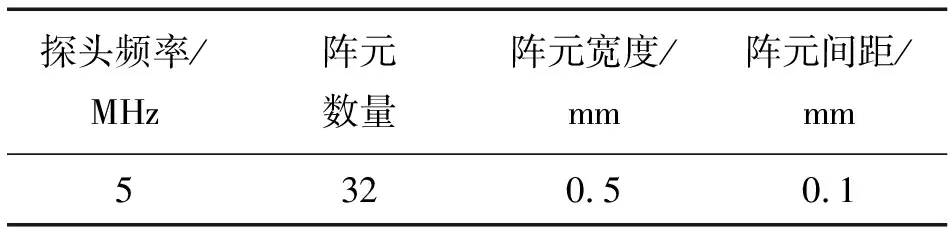
探頭頻率/MHz陣元數量陣元寬度/mm陣元間距/mm5320.50.1

表2 檢測試樣參數
1.3 模型建立
由于奧氏體不銹鋼的耐腐蝕性好,在對其進行常規金相組織分析時,浸蝕劑的選擇和浸蝕時間的控制相對較難,不容易得到清晰的金相組織圖片。掃描電鏡背散射電子成像技術利用的是精細聚焦電子束轟擊樣品表面產生的背散射電子信號成像,只需對試樣磨平拋光,不需進行化學拋光,可快速地分析樣品的組織構成及晶粒位向,并具有較高的襯度,是目前常用的材料組織分析技術。首先采用該技術對試樣焊縫進行組織分析,背散射電子金相圖片如圖1所示。
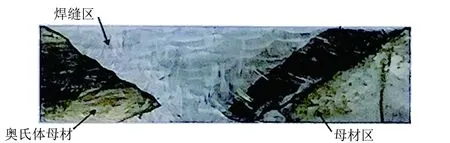
圖1 試樣的背散射電子金相圖片
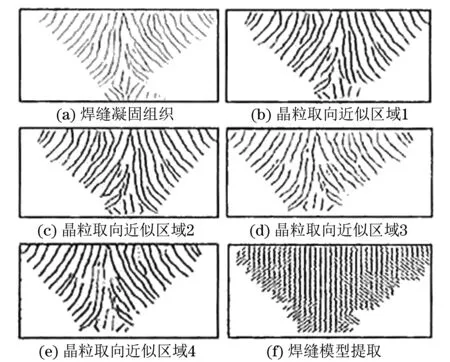
圖2 圖像處理流程
對金相圖片進行處理,將焊縫中晶粒取向相近的區域看作一個均勻區域,將整個焊縫分成多個均勻的各項異性區域,圖像處理流程如圖2所示,根據圖像處理結果建立Silk模型(見圖3),確定晶粒方向。

圖3 焊縫Silk模型
1.4 傳播路徑計算
通過Silk模型的建立,確定了晶粒方向。基于該模型,運用射線追蹤法計算聲線在介質中的傳播路徑;求解各向異性介質的彈性波的波動方程,得到超聲波在各項異性材料中的相速度和群速度的大小和方向;再根據斯涅爾定律,已知兩種介質的聲速,根據入射方向求得超聲波的折射方向。
1.5 仿真研究
根據試樣坡口形式和焊接工藝設置焊縫結構參數,在焊縫中心設置1個直徑為1 mm的圓形缺陷,通過CIVA仿真軟件構建仿真模型(見圖4),將晶粒參數、入射方向及折射方向關系式等相關參數輸入至仿真軟件中,進行仿真模擬(見圖5)。

圖4 仿真模型建立
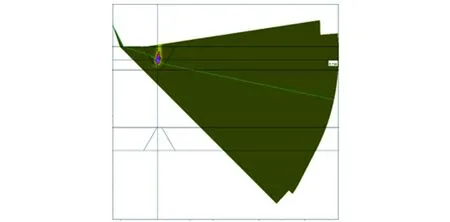
圖5 CIVA 仿真結果
采用不同的探頭入射角度,即改變楔塊角度參數對焊縫中心的模擬缺陷進行檢測,在同一方向選取A掃信號記錄缺陷的反射回波幅值。以5°為步進,測試楔塊角度范圍為5°~60°時對應的缺陷回波幅值,不同楔塊角度對應的最大幅值變化曲線如圖6所示。分析檢測數據可知,當楔塊角度為20°時回波幅值最大。
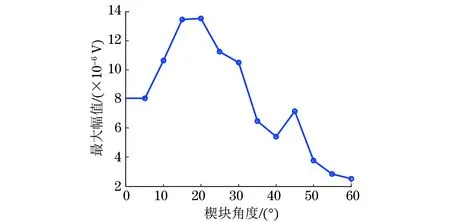
圖6 不同楔塊角度對應的最大幅值變化曲線
相控陣檢測靈敏度的高低主要取決于聚焦法則的設置,聚焦法則設置中除了掃查角度參數外,另一主要變量就是探頭的檢測距離,即相控陣探頭距焊縫的水平位移距離。上文分析了楔塊角度與缺陷回波幅值的變化規律,而要獲取最佳的檢測效果還需要加入探頭檢測距離這一變量進行綜合分析,為此,再進行模擬仿真,以分析楔塊角度和檢測距離這兩個變量對缺陷回波幅值的影響。設置楔塊角度以2°為步進,角度變化范圍為2°~40°;設置檢測距離以5 mm為步進,距離變化范圍為10~25 mm,利用CIVA仿真軟件模擬對應的缺陷回波幅值變化。不同檢測距離和楔塊角度對應的最大幅值變化曲線如圖7所示。將同一檢測距離的一組測試數據分別進行幅值歸一化,得到的數據如圖8所示。
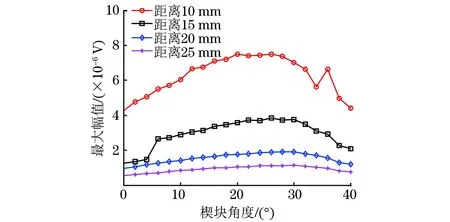
圖7 不同檢測距離和楔塊角度對應的最大幅值變化曲線
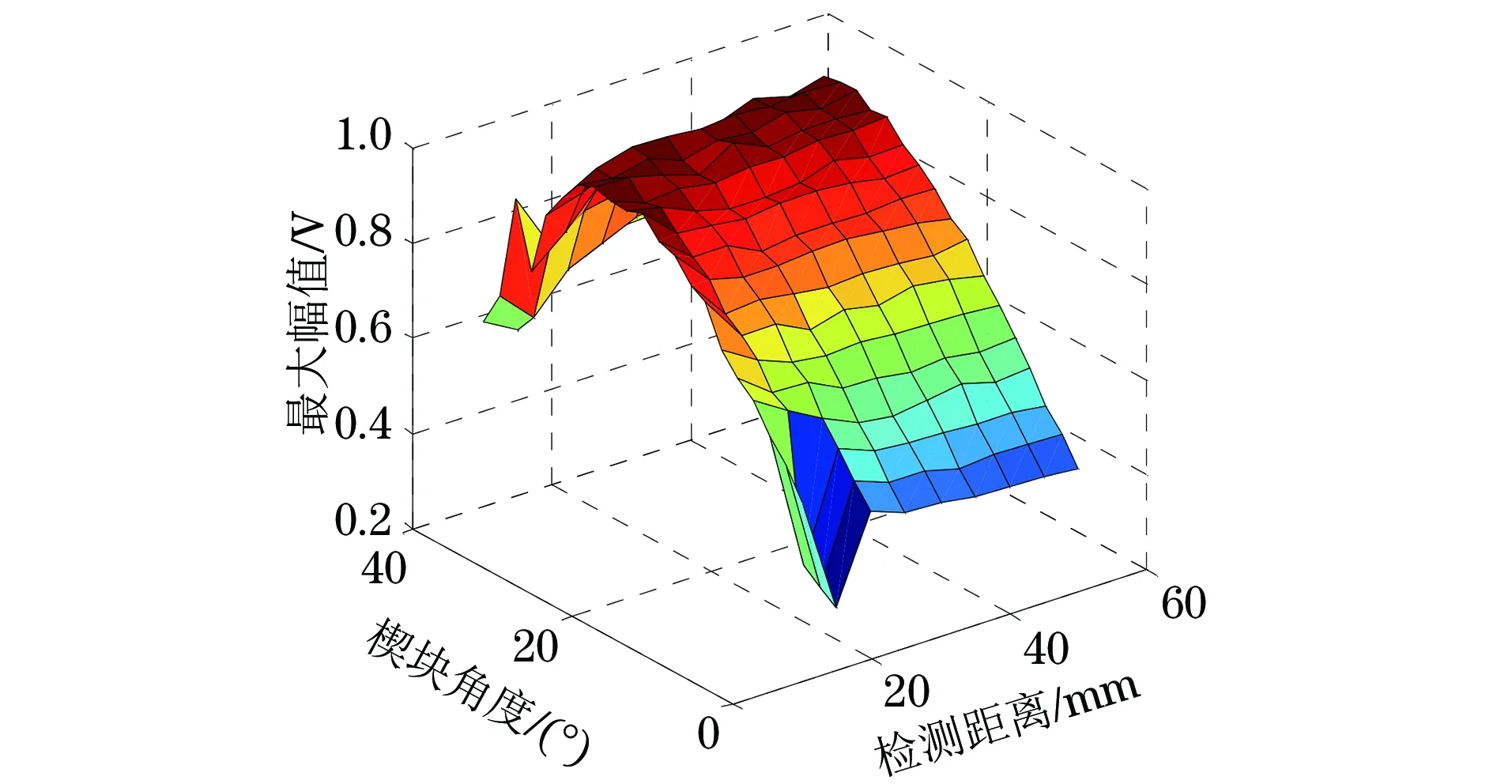
圖8 幅值歸一化數據
經分析確認,不同檢測距離時,缺陷回波最大幅值對應的楔塊角度范圍均為20°~30°,并且隨著檢測距離的增大,缺陷回波幅值呈遞減趨勢,因此該小徑管不銹鋼焊接試樣的最優檢測距離為10 mm,對應的楔塊角度為20°。考慮到同批試樣雖然焊接工藝相同,但焊縫相關參數仍存在稍許偏差,同時也無法對每個試樣都進行切割來分析其金相組織,因此最經濟的方式是定制角度為20°的探頭楔塊進行現場檢測。
2 檢測結果
制作角度為20°的相控陣探頭楔塊并與探頭組裝,連接檢測設備并進行調試,設置設備參數與CIVA仿真試驗時的參數一致,對小徑管試樣進行檢測。
采用縱波斜入射檢測模式,扇掃角度范圍為60°~89°,可有效檢測出焊縫中埋藏深度為3 mm的圓形缺陷,其扇掃結果如圖9所示,焊縫根部未熔合缺陷的扇掃結果如圖10所示。從扇掃圖像可以看出,該檢測方案的信噪比高,成像質量好。通過對比常規商用相控陣檢測儀的檢測結果,該方案提高了缺陷的檢出率,并且大大提高了缺陷檢測精度。

圖9 圓形缺陷扇掃結果
圖10 未熔合缺陷扇掃結果
3 結語
采用相控陣超聲波檢測方法對各項異性焊縫檢測時,焊縫晶粒的非均勻性和各項異性會嚴重影響聲束傳播,使超聲波束無法按聚焦法則進行聚焦和掃描,需根據試樣的金相組織具體分析晶粒的方向,計算聲波的相速度和群速度,進而計算傳播路徑,優化檢測工藝。
楔塊角度不同,聲束在焊縫中的傳播路徑就不同,致使儀器計算的聲發射、接收延時不同,在扇掃范圍內的信號強度也不同,通過CIVA軟件測試模擬缺陷回波的最大幅值,進而確定最優的楔塊角度,可減小聚焦法則在實際檢測中存在的偏差,進而提高實際檢測中的缺陷檢測精度和成像質量。
研究工作為奧氏體不銹鋼焊縫的相控陣檢測提供了一種可行的工藝優化方案和新的研究思路,目前已對制作的TP310H、TP304、TP316、TP347H材料的不銹鋼小徑管試樣進行了測試,均得到了良好的檢測效果,具有一定的推廣應用價值。
猜你喜歡
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
建材發展導向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年1期)2019-03-30 01:35:32
中學生數理化·八年級物理人教版(2017年10期)2018-01-22 03:04:00
制造技術與機床(2017年8期)2017-11-27 02:10:21
制造業自動化(2017年2期)2017-03-20 14:26:13
海峽科技與產業(2016年3期)2016-05-17 04:32:12