光學(xué)指紋產(chǎn)品用FPCB鋼片壓合的研究
2019-11-14 01:20:48李偉榮呂自力劉建軍
印制電路信息
2019年11期
關(guān)鍵詞:實(shí)驗(yàn)設(shè)計(jì)
李偉榮 呂自力 劉建軍
(珠海元盛電子科技股份有限公司,廣東 珠海 519060)
曾憲悉 楊先衛(wèi)
(惠州中京電子科技有限公司,廣東 惠州 516029)
0 前言
隨著2018年手機(jī)市場(chǎng)全面屏興起,傳統(tǒng)的正面普通指紋已經(jīng)滿足不了手機(jī)空間布局,因此,各手機(jī)廠家逐步使用屏下指紋技術(shù)替代普通指紋識(shí)別技術(shù)成為必然趨勢(shì)。
而屏下光學(xué)指紋較普通光學(xué)指紋產(chǎn)品,在技術(shù)上有著截然不同的差異點(diǎn)。客戶在量產(chǎn)組裝過(guò)程中發(fā)現(xiàn)光學(xué)指紋產(chǎn)品接合金線區(qū)域的撓性板(FPCB)邊緣存在塌陷異常,導(dǎo)致該位置封裝蓋子邊緣溢膠不良,因此要求供應(yīng)商嚴(yán)格管控邊緣塌陷。現(xiàn)在重點(diǎn)從材料、壓制方法、離型材料、設(shè)備等方面進(jìn)行一系列地分析,研究鋼片貼合后可靠性能否滿足要求。
1 實(shí)驗(yàn)
1.1 實(shí)驗(yàn)背景
客戶提出光學(xué)指紋產(chǎn)品壓制后板邊塌陷要求,測(cè)試位置及標(biāo)準(zhǔn)須進(jìn)行如下管控(如圖1、表1)。
現(xiàn)狀鋼片邊緣塌陷無(wú)法滿足客戶需求,為達(dá)到客戶要求,從設(shè)備類(lèi)型、離型材料、鋼片背膠及接地開(kāi)窗設(shè)計(jì)等進(jìn)行實(shí)驗(yàn)設(shè)計(jì),以期在制程上解決該異常不良。
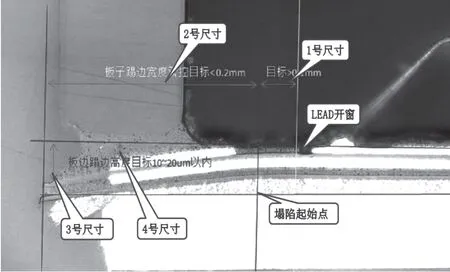
圖1
1.3 實(shí)驗(yàn)設(shè)計(jì)與效果
1.3.1 驗(yàn)證普通快壓機(jī)壓合效果
(1) 實(shí)驗(yàn)測(cè)試方案如表2,疊構(gòu)如圖2。測(cè)試接地阻值、塌陷值、剝離強(qiáng)度。
(2) 每種實(shí)驗(yàn)方案收集32件的數(shù)據(jù),實(shí)驗(yàn)測(cè)試結(jié)果(見(jiàn)表3)。
(3)小結(jié)
①使用快壓機(jī)生產(chǎn)時(shí),塌陷值均超標(biāo),無(wú)法滿足客戶要求;且實(shí)壓壓力在0.4 Mpa~9.8 Mpa時(shí),實(shí)壓壓力越小,板邊的塌陷值越小;

表1 FPCB鋼片貼合要求及現(xiàn)狀
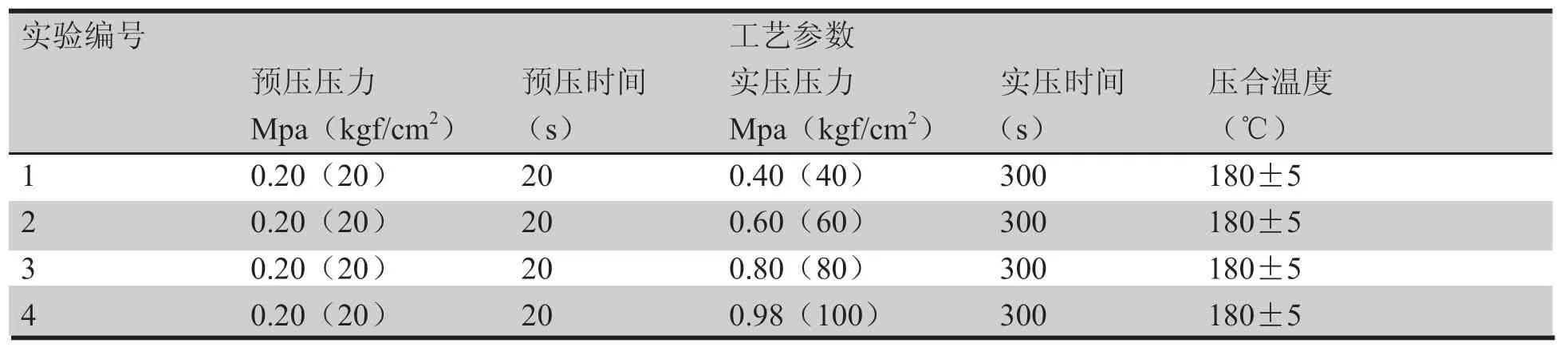
表2 普通快壓機(jī)實(shí)驗(yàn)參數(shù)
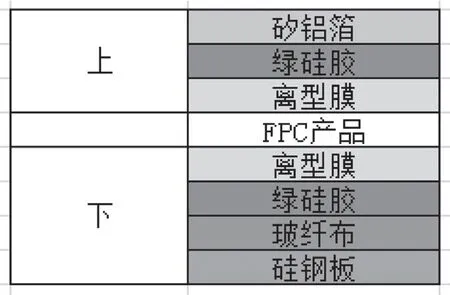
圖2 普通快壓產(chǎn)品疊構(gòu)
登錄APP查看全文
猜你喜歡
小獼猴智力畫(huà)刊(2022年9期)2022-11-04 02:31:42
現(xiàn)代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
小哥白尼(趣味科學(xué))(2019年6期)2019-10-10 01:01:50
藝術(shù)啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
發(fā)明與創(chuàng)新(2016年38期)2016-08-22 03:02:52
太空探索(2016年5期)2016-07-12 15:17:55
實(shí)驗(yàn)流體力學(xué)(2011年5期)2011-01-14 01:25:28
