基于激光跟蹤儀的火炮身管靜態參數測量方法
2019-11-08 09:18:20孔剛鵬孔維紅郝波濤李鑫鵬周煊博
兵器裝備工程學報 2019年10期
關鍵詞:測量
孔剛鵬,孔維紅,郝波濤,李鑫鵬,周煊博
(中國華陰兵器試驗中心, 陜西 華陰 714200)
當前國內主要有以下三種測量火炮身管彎曲度的方法:① 望遠鏡法(即2KPC光學測量儀),該方法使用最早,第一次量化測量彎曲度,但缺點是自動化程度低,需要人工瞄準、人工讀數、人工記錄和計算,測量準確度與操作人員的經驗、熟練程度緊密相關。② PSD靶法,以激光束作為準直基線,PSD光電列陣靶接收光點的光電檢測法,利用先進的光電技術,使測量過程中的判讀和數據處理能自動完成,避免了人工操作所引起的誤差,不足之處是安裝調整比較復雜,且PSD靶的測量精度不高,無法確定定心環在移動過程中的旋轉量[1]。③ CCD法[2],以激光束作為準直基準,由CCD面陣圖像器件接收光點位置來確定火炮身管的彎曲度。其優點是容易確定定心環在移動過程中的旋轉量,測量精度高,增加自動爬行機構后自動化程度更高。但在長期使用中也發現該套設備存在一定的缺陷,主要有:① 系統復雜,對操作技能要求高;② 標校困難,測量精度不夠高;③ 測量的有效長度較短,測量數據一致性差。這些缺點影響了火炮靜態檢測的整體水平。激光跟蹤儀作為當今世界公認的高精度測量儀器,具有高精度、高效、測量范圍大、操作簡便等優點,被廣泛應用于精密制造、裝配及檢測等工業測量和精密工程測量領域,因此可以利用激光跟蹤儀的優勢,探索用于測量身管彎曲度,以提高火炮身管彎曲度測量的精度與可靠度。
1 測量原理
火炮身管彎曲度是指炮膛實際軸線與理論軸線之間的距離[3]。如圖1所示,炮膛理論軸線是指炮膛的炮口截面與膛線起始部截面的幾何中心的連線。炮膛實際軸線是指炮膛各個截面的幾何中心的連線。因此彎曲度測量的關鍵就是要獲取理論軸線和實際軸線。彎曲度測量時,根據國軍標2977A—2006《火炮靜態檢測方法》的規定,將火炮身管調整為概略水平。
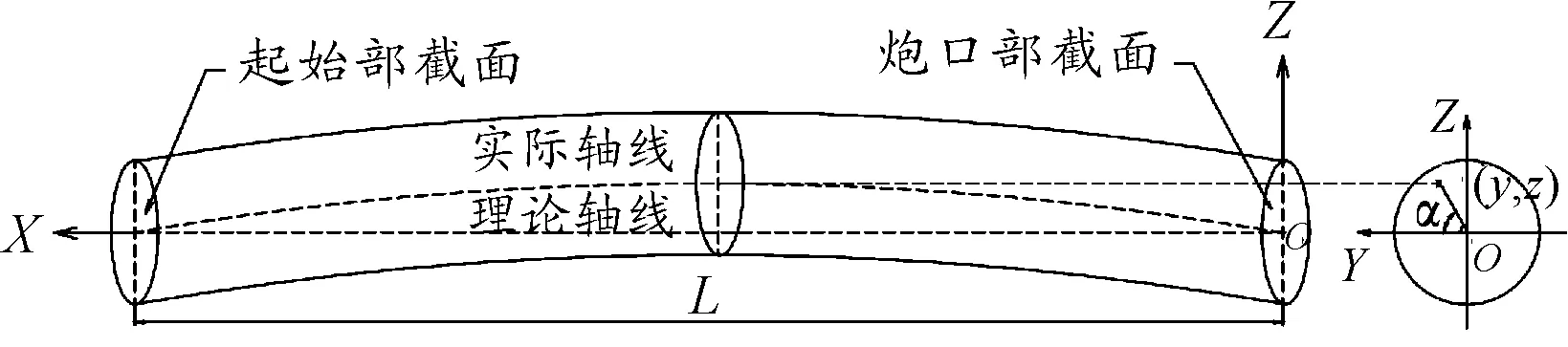
圖1 火炮身管彎曲度示意圖
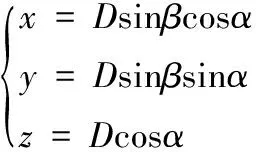
激光跟蹤儀主要采用了激光干涉測距技術(雙頻激光是可國際溯源的長度基準,它相當于利用標準尺進行測量,測量精度可達0.01~0.03 mm)和電子度盤測角技術,實時測量空間目標點的三維坐標[4]。它通過測量目標的水平角、垂直角及斜距,建立以跟蹤頭為中心的球坐標系。原理如圖所示。為了更直觀地表達被測量目標點的空間位置,將球坐標按下式轉換到直角坐標系下[5]。
測量原理為:① 將火炮轉換成戰斗狀態,身管處于水平狀態,激光跟蹤儀架設于火炮身管正前方,使激光束能通過身管內膛;② 將炮膛塞頭與推桿連接,從身管后端插入炮膛推到炮口端面,將靶球安放于球座,此時靶球中心與炮口端面中心重合;③ 測量得到此時球心的坐標,向后拉動塞頭,以等間距依次測量得到不同截面中心坐標,直至炮膛起始部的中心坐標;④ 將儀器坐標系轉換成測量坐標系,其原點為炮口端面中心,炮口端面中心與炮膛起始部中心連線為X軸,垂直向上為Z軸正向,按右手法則確定Y軸正向,此時XOY面就是過炮膛理論軸線的水平面,XOZ面是過炮膛理論軸線的垂直面,某一個炮膛截面中心坐標(y,z)就是此處身管彎曲度在兩個方向的分量,兩個分量的反正切值α=arctg(z/y)就是彎曲度向量與水平面的夾角(如圖2所示)。
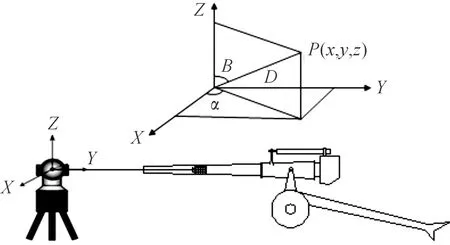
圖2 激光跟蹤儀測量彎曲度測量原理示意圖
圖3 炮膛塞頭安裝示意圖
2 誤差分析
由誤差理論[6,7]知:系統測量誤差由系統誤差、隨機誤差及粗大誤差構成。粗大誤差是由測量方法不正確、測量系統有缺陷等原因構成,因此在本研究中不考慮。隨機誤差是系統受環境影響、炮膛擦拭不干凈和人員操作造成的測量結果不一致,該項誤差的大小和方向具有隨機性,但經過多次測量(測量次數不少于3次),誤差分布具有統計規律,采用多次測量取平均方法減小該誤差影響。另外對操作人員進行崗前培訓和考核,減少操作引起的誤差。本文中主要分析系統誤差的影響。
激光跟蹤儀測量彎曲度中系統誤差主要包括3部分,激光跟蹤儀測量誤差、炮膛塞頭中心與身管軸線的偏差、反射靶球的光學中心與幾何球心的偏差引起的誤差。
2.1 激光跟蹤儀測量誤差
激光跟蹤儀測量誤差主要包括儀器系統誤差和受環境影響引起的隨機誤差,隨機誤差主要是儀器受環境溫度、濕度、氣壓、振動等因素變化引起的[8]。身管彎曲度測量主要在工房內進行,這些因素的變化較小,因此可不考慮。儀器本身的系統誤差是主要考慮的,其最大誤差為±15 μm+6 μm/m,前一項為固定誤差,后一項為比例誤差,由反射靶球距儀器的距離決定,122 mm火炮彎曲度測量,靶球離儀器的最遠距離為6 m,其測量誤差小于0.051 mm。為了得到儀器的實際測量誤差,對6 m距離的固定點進行了多次測量,其均方差為0.004 mm,最大點距為0.042 mm,實測結果是滿足設備指標的。
2.2 炮膛塞頭中心偏差
身管彎曲度測量的關鍵是得到身管每一個截面的中心,炮膛塞頭裝入身管內時,安裝于炮膛塞頭前端的跟蹤儀反射靶球中心就代表了炮膛中心,如何保證靶球中心與炮膛中心重合?將炮膛塞頭裝入同口徑的標準筒[9](如圖4所示),先用三坐標測量儀測量標準筒的內壁和端面,在軟件中建立以標準筒軸線為Z軸,橫向為X軸,豎向為Y軸的坐標系,再測量靶球的球面,在軟件中就得到靶球的中心坐標,此時的X、Y坐標值就是塞頭中心偏離標準筒軸線的,如果X、Y值不是零,通過調整靶球基座的橫向和豎向螺釘使其中心無限接近零(如圖5所示),然后再測量靶球中心,經過反復測量和調整,達到理想的結果,完成標校。通過實際調整,炮膛塞頭中心與標準筒軸線的偏差,X向達到0.04 mm,Y向達到0.05 mm,偏離軸線距離約為0.064 mm。

圖4 塞頭同軸度標校原理示意圖
2.3 靶球中心偏差
塞頭標校時通過測量靶球外表得到其幾何中心,而測量彎曲度時靶球的光學中心代表了塞頭的中心,兩個中心的同心度差為0.006 mm。由誤差傳遞定律[10]可知,以上3項誤差為和差關系,因此彎曲度測量的系統誤差:

圖5 塞頭同軸度標校操作
3 測量結果
采用該方法對某型榴彈炮身管彎曲度進行了3次測量(結果如表1所示),從火炮身管炮口部到膛線起始每隔200 mm測量一個點。

表1 激光跟蹤儀測量身管彎曲度數據
為了更直觀對比數據,將水平向分量和豎直向分量轉化成折線,如圖6所示。從表和圖可得出:
1) 兩個方向3次測量數據的趨勢比較一致;
2) 同一截面3次測量數據的最大差值,Y向為0.084 mm,Z向0.099 mm;
3) 同一截面3次測量數據與平均值的最大差值,Y向為0.047 mm,Z向為0.053 mm;
4) 同一截面3次測量數據與平均值差值平均值,Y向為0.009 mm,Z向為0.005 mm;
5) 同一截面3次測量數據與平均值差值的標準差,Y向為0.017 mm,Z向0.033 mm。
從以上分析數據可得出,該方法測量數據的趨勢比較一致,數據的重復性較好,滿足了彎曲度測量要求。

圖6 彎曲度向分量折線
4 三種測量方法對比
為了對激光跟蹤法與現有的兩種方法進行對比,采用2KPC光學測量儀(望遠鏡法)和火炮身管靜態參數測量系統(CCD法)對同一門炮各進行了3次測量,其結果如圖7和圖8所示。
從測量結果可得出:
1) 同一截面3次測量數據的最大差值,Y向為0.35 mm,Z向0.10 mm;
2) 同一截面3次測量數據與平均值的最大差值,Y向為0.18 mm,Z向為0.1 mm;
3) 同一截面3次測量數據與平均值差值平均值,Y向為0.062 mm,Z向為0.016 mm;
4) 同一截面3次測量數據與平均值差值的標準差,Y向為0.067 mm,Z向為0.045 mm。
圖7 2KPC光學測量儀測量彎曲度

圖8 身管靜態參數測量系統測量結果
從測量結果可得出:
1) 同一截面3次測量數據的最大差值,Y向為0.59 mm,Z向1.85 mm;
2) 同一截面3次測量數據與平均值的最大差值,Y向為0.39 mm,Z向為1.28 mm;
3) 同一截面3次測量數據與平均值差值平均值,Y向為0.167 mm,Z向為0.368 mm;
4) 同一截面3次測量數據與平均值差值的標準差,Y向為0.115 mm,Z向為0.469 mm。
為了分別從測量有效長度、操作方便性、設備可靠性、標效、最大誤差、數據一致性等方面對3種測量方法進行對比(如表2所示)。
從表2可得出,激光跟蹤儀測量身管彎曲度具有測量范圍大,操作方便性好,設備可靠,標校方法簡單,標效設備成熟,并自主可控,測量分辨率高,誤差小,測量數據整體趨勢好,同一截面多次測量數據的一致性等都要優于其他兩種設備。
表2 3種測量方法
5 結論
對激光跟蹤儀測量身管彎曲度的測量原理、測量誤差、標校方法等進行了研究,并應用3種方法對火炮進行了實測,從12個方面進行了定性定量比較,證明激光跟蹤儀測量彎曲度具有明顯的優勢。此外,該套設備還可同時測量身管炮口角,該方法不僅能提高火炮身管檢測水平和效率,而且能擴大身管檢測領域,具有較高的推廣應用價值。
猜你喜歡
小學科學(學生版)(2021年5期)2021-07-22 02:40:06
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
數學小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
軍事文摘·科學少年(2017年4期)2017-06-20 23:25:16
軍事文摘·科學少年(2017年2期)2017-04-26 21:58:43
中學生數理化·八年級物理人教版(2016年3期)2016-04-07 04:49:32
少兒科學周刊·兒童版(2016年1期)2016-03-14 03:52:21
閱讀與作文(小學低年級版)(2015年4期)2015-04-29 00:00:00