副箱同步器壓鉚工藝研究及改進
2019-11-06 07:19:20王波
汽車實用技術 2019年20期
王 波
(陜西法士特齒輪有限責任公司,陜西 西安 710119)
前言
鎖銷式同步器是副箱同步器的主要結構形式,由于變速器副箱工作狀況相對于主箱來說更加嚴苛,副箱同步器的故障率一直比較高,售后反饋回來的失效模式中鎖止銷松動失效在副箱同步器失效故障中占比10%左右,而且集中發生在12 檔同步器中。
1 現狀調查
鎖止銷松動初步分析有三方面原因:鎖止銷與錐環的配合過盈量小于設計要求;鉚接不充分;鎖止銷對于錐環平面的垂直度超差,導致受力不均,最終使鎖止銷松動。針對這三個原因,分別對零件質量及裝配質量進行抽查和調研。
針對零件尺寸問題,下發了全尺寸檢測通知,要求車間對鎖止銷和錐環分別進行全尺寸檢測,通過交回的檢測報告發現,鎖止銷和錐環的配合尺寸符合性很好,初步排除了零件尺寸這個因素。
垂直度超差問題,通過對不同磨損程度工裝上壓鉚出來的錐環總成進行檢測,并沒有發現明顯的因為磨損導致的垂直度超差問題。
鉚接不充分的問題,對現場的9 檔同步器和12 檔同步器進行了對比,發現12 檔同步器,鎖止銷加粗的同步器,壓鉚效果不理想,其他品種鉚接效果良好。針對此問題,從兩個方面進行排查。
(1)對現場的幾種鎖止銷壓鉚部分的硬度分別進行抽查,發現不同直徑的鎖止銷硬度分布基本相同,初步排除硬度問題對壓鉚的影響。
(2)對壓鉚過程進行觀察,發現9 檔同步器錐環壓鉚完后,鎖止銷中心孔錐面明顯有大小兩種鋼球留下的痕跡,而粗鎖止銷壓鉚完后只有大鋼球的痕跡,小鋼球沒有起到壓鉚的作用,最終表現出來的結果就是粗銷子壓鉚效果不理想。
2 壓鉚工藝研究
副箱同步器一直以來的壓鉚工藝都是分三步進行,利用大小2 組鋼球對鎖止銷進行鉚壓,鉚壓示意圖見圖1,鋼球與隔墊的錐面留有間隙,用來彌補鋼球與鎖止銷之間的位置度偏差,鋼球可以自找正鎖止銷中心孔錐面。

圖1 壓鉚夾具簡圖
通過對圖紙進行整理和研究,發現鎖止銷在加粗直徑時,原有中心尺寸不變,錐面向上延伸,即錐孔孔口尺寸變大了,φ10.3 銷子孔口直徑理論尺寸為φ7.87,φ12.3 銷子孔口直徑理論尺寸為φ9.83,以小鋼球為例,當鋼球與錐孔相割時,壓鉚細銷子時,隔墊平面距離錐環平面1.59mm(見圖2),壓鉚φ12.3 銷子時,隔墊平面距離錐環平面0.63mm(見圖3),對應的鋼球中心與錐孔邊形成的角度變大了,即同樣的壓機壓力下,將銷子鉚接開的分力變小了。
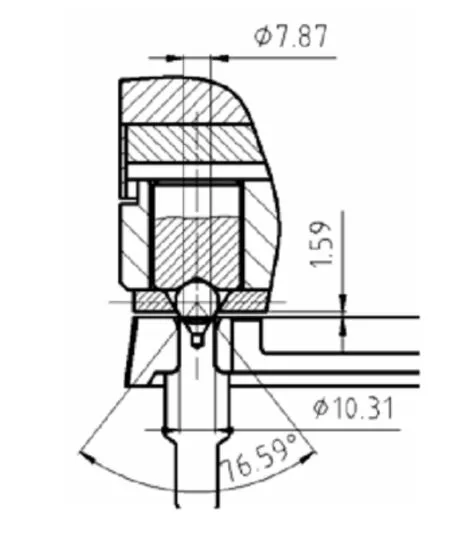
圖2
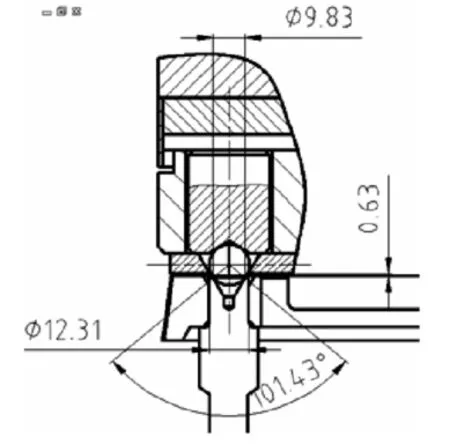
圖3
在對壓鉚進行觀察時發現,小鋼球壓鉚細鎖止銷時,隔墊平面與錐環平面始終有間隙,而壓鉚φ12.3 鎖止銷時,隔墊平面與錐環平面貼在了一起,阻止了鋼球繼續向下鉚開鎖止銷,為了研究清楚壓鉚時大小鋼球對鉚接效果的貢獻大小,設計并實施了一組對比試驗,分別將三種規格的鎖止銷φ 9.56,φ10.3,φ12.3 標好編號,去測鉚壓部位的硬度,并一一記錄,挑選相同硬度區間的銷子,按如下步驟進行試驗:
(1)拿大小鋼球(Sφ10 和Sφ17)放到鎖止銷錐孔上,用數顯高度尺記錄鋼球最高點數據。
(2)小鋼球鉚壓過后,將錐環總成拿到檢測臺上,再將大小鋼球放到鎖止銷上,用數顯高度尺測量鋼球最高點數據,并記錄。
(3)大鋼球鉚壓完成后,將錐環總成拿到檢測臺上,將大小鋼球放置到鎖止銷上,用數顯高度尺測量鋼球最高點數據,并記錄。
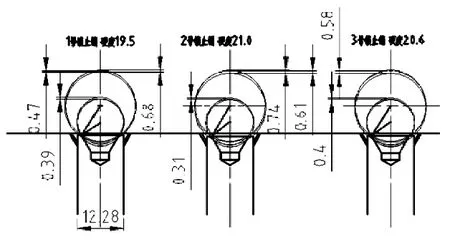
圖4 壓鉚力行程
從圖4 可以看出,隨著銷子加粗,小鋼球的鉚壓行程逐漸變小,前兩種鎖止銷小鋼球的鉚壓行程均小于初始狀態隔墊距離錐環平面的距離,說明鋼球的鉚壓充分,沒有受到隔墊的干擾,而φ12.3 的鎖止銷由于隔墊的阻擋,導致鋼球的鉚壓效果大打折扣。
3 壓鉚工裝改進
從以上的各項試驗中可以得出壓鉚工裝的改進方向,針對φ12.3 這種鎖止銷,需要加大鋼球直徑,減小鋼球中心與錐孔棱邊夾角,并且要保證鋼球的鉚接過程完整充分,鋼球還需要保留有自找正的空間,并且不能掉出去,大小鋼球直徑也要有梯度。
參考鋼球標準選擇鋼球,最終選擇了Sφ12.7 和Sφ19兩種鋼球,并對隔墊錐孔和鋼球座進行了相應的更改。
更改后,從圖5 可以看出,小鋼球壓鉚初始狀態隔墊距離錐環平面0.99mm,大于鋼球的鉚壓行程;鋼球與隔墊錐孔之間的間隙為0.58mm,大于更改前的0.27mm,給鋼球提供了更大的自找正空間,杜絕了鉚接偏的問題;鋼球中心夾角從原來的101.43°減小為86.94°,可以更換的鉚開鎖止銷。
從圖6 可以看出,大鋼球壓鉚初始狀態隔墊距離錐環平面1.79mm,大于鋼球鉚壓行程;鋼球與隔墊錐孔之間的間隙調整為1.51mm,大于更改前的0.83mm;鋼球中心夾具從原來的62°減小為53.08°。
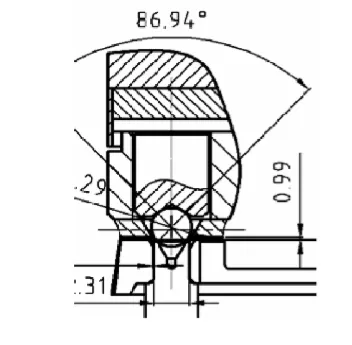
圖5
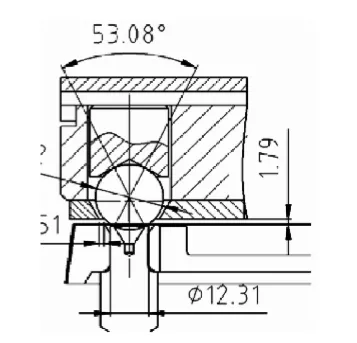
圖6
4 結論
工裝更改后進行了壓鉚驗證,鉚接效果得到了極大的改善,通過后續對售后舊件拆解和售后數據的追蹤,鎖止銷松動失效比例降低到了50%左右。
通過這次工藝研究及改進,對副箱同步器的壓鉚工藝有了更加深入的了解,獲得了第一手豐富的數據,為以后副箱同步器的工藝工裝設計積累了經驗。
