淺談汽車前風擋安裝設計及裝配工藝
2019-10-23 07:10:06劉小兵劉艷坤陶廷君
汽車實用技術 2019年19期
關鍵詞:設計
劉小兵,劉艷坤,陶廷君
(浙江合眾新能源汽車有限公司,浙江 桐鄉 314500)
引言
隨著汽車制造行業的發展,制造產能和裝配質量則考驗組裝廠整體實力,也給產品設計者提出挑戰,設計出在一定節拍條件下操作者能輕便、準確的進行裝配來滿足其功能的產品。本文重點解析前風擋在車身鈑金上的安裝設計結構和如何實現前風擋與車身粘接裝配工藝兩大模塊。
1 前風擋在車身鈑金上的安裝設計結構
1.1 前風擋玻璃設計原則
前風擋玻璃的造型設計直接影響到駕駛員的視野、車行阻力和車行安全以及玻璃加工的難度,在設計時不僅遵循法規的要求,還要符合不局限于以下設計要求:1)一般玻璃上端和兩側都有包邊膠條,包邊的型式有三種:一邊包邊、兩邊包邊、三邊包邊,根據造型的特征確定包邊類型;2)前風擋玻璃安裝通常設計有定位銷、限位座及限位塊的結構,并防止前風擋玻璃因自身重力下滑;3)前風擋玻璃與周邊的配合設計(打膠中心線與鈑金止口距離一般不小于8mm、玻璃面與鈑金面之間的面差一般不小于2mm、玻璃邊緣與鈑金間隙一般在4~7mm 等等);這樣的設計要求才能保證前風擋玻璃安裝精準、操作便捷、實現功能。圖1 為某前風擋玻璃設計實圖、圖2 為某前風擋玻璃限位座實圖。
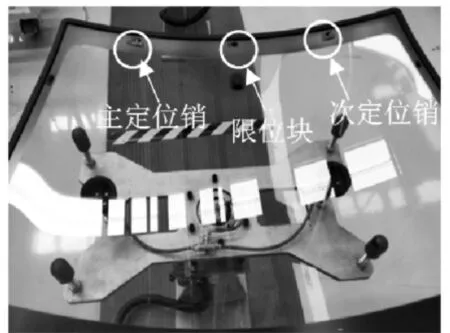
圖1 為某前風擋玻璃設計實圖

圖2 為某前風擋玻璃限位座實圖
1.2 前風擋安裝車身鈑金孔設計
為保證前風擋在車身安裝面上位置的一致性且保證前風擋玻璃在車身Y 向及Z 向不發生相對運動,前風擋玻璃上需設計定位銷結構,通過定位銷將前風擋玻璃卡入到相對的車身鈑金定位孔內,實現其準確定位安裝及制造一致性;另一方面,為防止前風擋玻璃與車身鈑金安裝面接觸可能會導致玻璃開裂,在前風擋玻璃內表面四周通常也設計限位塊結構,來確保前風擋玻璃涂玻璃膠按壓之后,前風擋玻璃與車身安裝面之間的距離符合密封間隙要求(一般設計要求前風擋玻璃與車身安裝面的間隙為5~7mm)。圖3 為安裝前風擋上部車身鈑金定位孔圖、圖4 為安裝前風擋下部車身鈑金限位座孔圖。
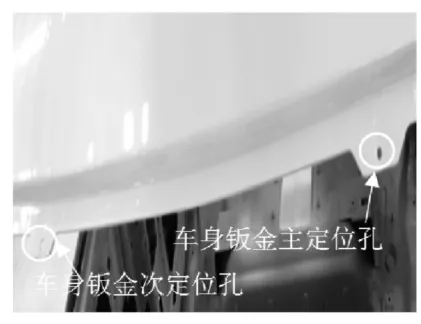
圖3 為安裝前風擋上部車身鈑金定位孔圖
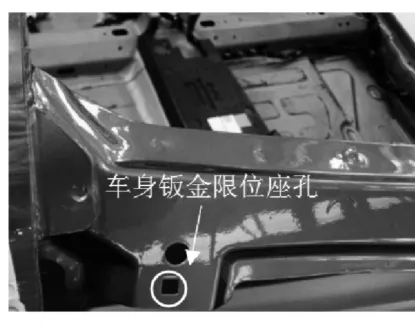
圖4 為安裝前風擋下部車 身鈑金限位座孔圖
1.3 前風擋車身安裝面寬度要求
前風擋玻璃主要由左/右A 柱、頂蓋和流水槽四面車身鈑金壓邊承載,由于裝配前需要在玻璃上涂HV3 膠,玻璃裝配車身后需要進行壓合;如果壓邊寬度較小,會造成HV3 膠溢出現象,所以在設計鈑金壓邊時,須增加玻璃膠作用面積,通常情況下鈑金壓邊寬度不小于20mm。
1.4 前風擋安裝車身鈑金拐角設計
為了保證前風擋玻璃的密封性,一方面在設計時須考慮加大前風擋玻璃膠與車身安裝面以及玻璃膠與擋風玻璃之間的有效接觸面積,另一方面須根據工藝可實施的膠高和膠寬增加車身鈑金安裝面的寬度。前風擋安裝車身鈑金的四個拐角一定要設計成圓弧狀;如果牙邊拐角設計成直角,玻璃膠軌跡則為圓弧狀,兩者之間無法重合,存在有玻璃膠懸空風險,起不到密封作用。圖5 為安裝前風擋上部車身鈑金圓弧結構圖、圖6 為安裝前風擋下部車身鈑金圓弧結構圖。

圖5 為安裝前風擋上部車身鈑金圓弧結構圖

圖6 為安裝前風擋下部 車身鈑金圓弧結構圖
2 前風擋玻璃與車身粘接裝配工藝
汽車安全玻璃按照工藝可分為夾層玻璃、鋼化玻璃、區域鋼化玻璃、中空安全玻璃、塑玻復合材料等。而汽車前風擋玻璃一般采用夾層玻璃,即在兩片玻璃之間夾一層聚乙烯醇縮丁醛膜,具有高強度和高韌性、強抗碰撞能力和高透明的特點[1]。
汽車前風擋玻璃與車身粘接,成為車身結構的重要組成部分之一,是汽車重要的結構振動傳遞途徑和結構噪聲輻射部件[2]。經調查研究發現,前風擋玻璃安裝主要由橡膠密封條固定、橡膠密封條-膠粘劑固定和直接膠粘劑固定三種方式。直接采用膠粘接固定方式其密封性和彈性突出,能將風擋玻璃和車身緊密結合為一體,既增強車身剛性,又保證密封效果,從而保證汽車安全性等優點。以下對直接膠粘劑固定方式進行概述。圖7 為粘接工藝分層示意圖。
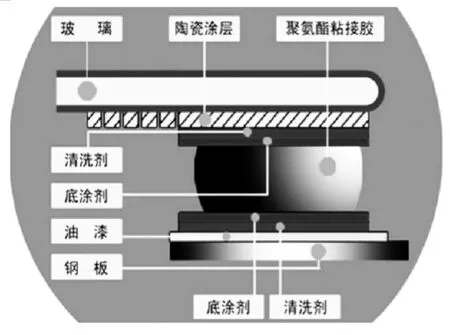
圖7 為粘接工藝分層示意圖
2.1 清潔粘接面
將干凈的玻璃清潔布倒取適量活化劑,沿著前風擋玻璃和窗框的粘接面按順時方向擦拭(通常擦拭活化劑寬度為21~28mm),如發現擦拭后的清潔布變色、積聚灰塵時須及時更換新的玻璃清潔布;其次活化劑擦拭后,室溫涼置0.5~5分鐘(晾置時間隨溫度條件而調整,一般情況下夏季可縮短,冬季可適當延長時間)。
2.2 涂底漆劑
先用毛刷取適量底漆劑沿前風擋玻璃和窗框的粘接面按順時方向薄而均勻的涂抹(厚度:50~60g/m2、寬度為粘接寬度的1.5~2.5 倍,通常情況下底漆寬度為13~15mm);室溫涼置2~5 分鐘,待底漆劑干燥后進行下道工序。針對底漆涂刷前必須有專用設備充分的震蕩才能涂刷;當設備出現故障時,采取用手來回震蕩,使其分散均勻,防止沉淀;直到聽到有滾珠響聲即可使用。圖8 為某車型前風擋涂底漆劑示意圖。
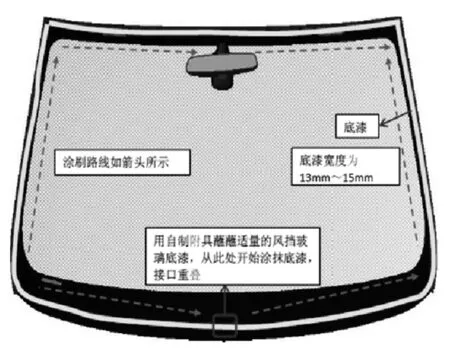
圖8 為某車型前風擋涂底漆劑示意圖
2.3 涂粘接密封膠
涂膠機器人按照產品定義和工藝實施要求的涂膠軌跡對前風擋玻璃進行涂HV3 膠,通常要求寬度一般為8~10mm、高度12~14mm 的標準;在噴涂過程中,膠須呈連續均勻的直線型,特別是拐角處和打膠起止點要保證不缺膠、膠不堆積、拉絲和倒膠等現象。
2.4 裝配及粘接固定
先在窗框下部車身鈑金安裝孔裝配限位座;其次,操作人員通過吸盤將前風擋玻璃搬運到裝配工位,依次把前風擋玻璃主次定位銷卡入到車身鈑金定位孔內;再次,觀察前風擋玻璃四周間隙及平度等是否合格,如不滿足狀態,則進行調整;而后用手掌輕壓或拍打至貼合平整;最后,用壓敏膠帶或固定夾具定位前風擋玻璃與車身,一般固化時間為12~ 18 小時。
3 小結
本文圍繞前風擋玻璃在車身鈑金上的設計結構,從設計角度來規避質量風險,同時也降低因設計缺陷造成的經濟損失;另一方面通過前風擋玻璃與車身粘接裝配工藝來滿足產品設計的有效性和一致性;不論是設計結構的合理性還是工藝實施的可行性都在不斷提升整車品質和用戶的口碑。
猜你喜歡
河北畫報(2020年8期)2020-10-27 02:54:06
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
電子制作(2019年19期)2019-11-23 08:41:36
電子制作(2019年15期)2019-08-27 01:11:50
電子制作(2019年7期)2019-04-25 13:18:16
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
商周刊(2017年26期)2017-04-25 08:13:04
