輪架零件的數(shù)控加工
2019-10-19 21:38:00陳偉坤
發(fā)明與創(chuàng)新·職業(yè)教育 2019年1期
關(guān)鍵詞:數(shù)控車床
陳偉坤
摘 要:工業(yè)科技的高速發(fā)展,許多產(chǎn)品零件利用現(xiàn)代化數(shù)控設(shè)備快速的加工,大大提高生產(chǎn)效率和產(chǎn)品精度,但不是所有的產(chǎn)品都能加工出來,本文中所描述的輪架零件,普通夾具裝夾難度高,裝夾時(shí)間長(zhǎng),且難已保證產(chǎn)品尺寸精度,為了在數(shù)控車床上完成加工,為了提高生產(chǎn)效率和產(chǎn)品質(zhì)量,在生產(chǎn)實(shí)踐中設(shè)計(jì)了一套夾具。本夾具特點(diǎn)是:結(jié)構(gòu)簡(jiǎn)單、制造容易、操作方便、成本低。保證了零件的精度,提高了產(chǎn)品生產(chǎn)效率。
關(guān)鍵詞:夾具;數(shù)控設(shè)備;輪架;數(shù)控車床
一、夾具的基本結(jié)構(gòu)
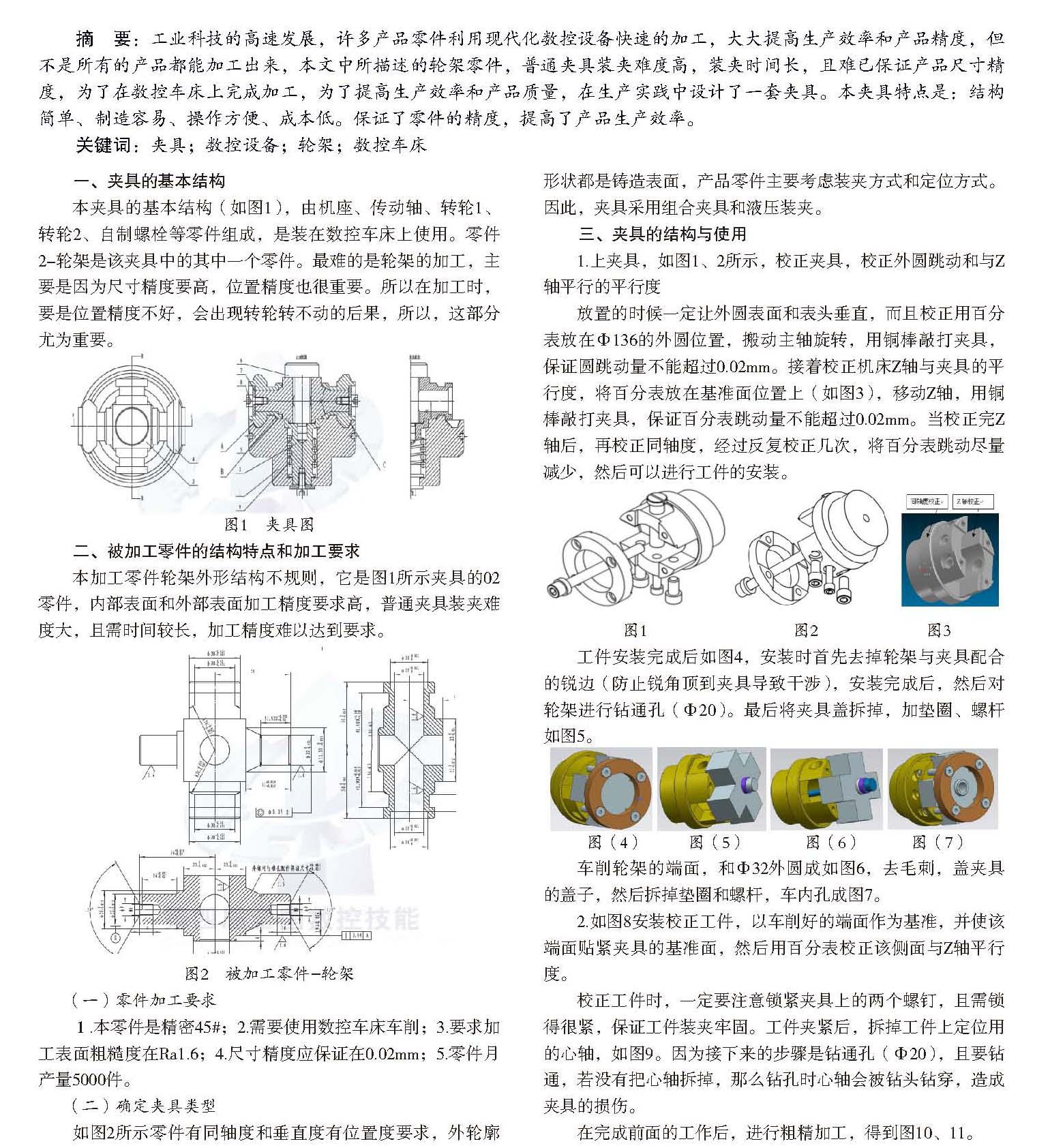
本夾具的基本結(jié)構(gòu)(如圖1),由機(jī)座、傳動(dòng)軸、轉(zhuǎn)輪1、轉(zhuǎn)輪2、自制螺栓等零件組成,是裝在數(shù)控車床上使用。零件2-輪架是該夾具中的其中一個(gè)零件。最難的是輪架的加工,主要是因?yàn)槌叽缇纫撸恢镁纫埠苤匾K栽诩庸r(shí),要是位置精度不好,會(huì)出現(xiàn)轉(zhuǎn)輪轉(zhuǎn)不動(dòng)的后果,所以,這部分尤為重要。
二、被加工零件的結(jié)構(gòu)特點(diǎn)和加工要求
本加工零件輪架外形結(jié)構(gòu)不規(guī)則,它是圖1所示夾具的02零件,內(nèi)部表面和外部表面加工精度要求高,普通夾具裝夾難度大,且需時(shí)間較長(zhǎng),加工精度難以達(dá)到要求。
(一)零件加工要求
1.本零件是精密45#;2.需要使用數(shù)控車床車削;3.要求加工表面粗糙度在Ra1.6;4.尺寸精度應(yīng)保證在0.02mm;5.零件月產(chǎn)量5000件。
(二)確定夾具類型
如圖2所示零件有同軸度和垂直度有位置度要求,外輪廓形狀都是鑄造表面,產(chǎn)品零件主要考慮裝夾方式和定位方式。因此,夾具采用組合夾具和液壓裝夾。
三、夾具的結(jié)構(gòu)與使用
1.上夾具,如圖1、2所示,校正夾具,校正外圓跳動(dòng)和與Z軸平行的平行度
放置的時(shí)候一定讓外圓表面和表頭垂直,而且校正用百分表放在Φ136的外圓位置,搬動(dòng)主軸旋轉(zhuǎn),用銅棒敲打夾具,保證圓跳動(dòng)量不能超過0.02mm。接著校正機(jī)床Z軸與夾具的平行度,將百分表放在基準(zhǔn)面位置上(如圖3),移動(dòng)Z軸,用銅棒敲打夾具,保證百分表跳動(dòng)量不能超過0.02mm。當(dāng)校正完Z軸后,再校正同軸度,經(jīng)過反復(fù)校正幾次,將百分表跳動(dòng)盡量減少,然后可以進(jìn)行工件的安裝。
工件安裝完成后如圖4,安裝時(shí)首先去掉輪架與夾具配合的銳邊(防止銳角頂?shù)綂A具導(dǎo)致干涉),安裝完成后,然后對(duì)輪架進(jìn)行鉆通孔(Φ20)。最后將夾具蓋拆掉,加墊圈、螺桿如圖5。
車削輪架的端面,和Φ32外圓成如圖6,去毛刺,蓋夾具的蓋子,然后拆掉墊圈和螺桿,車內(nèi)孔成圖7。
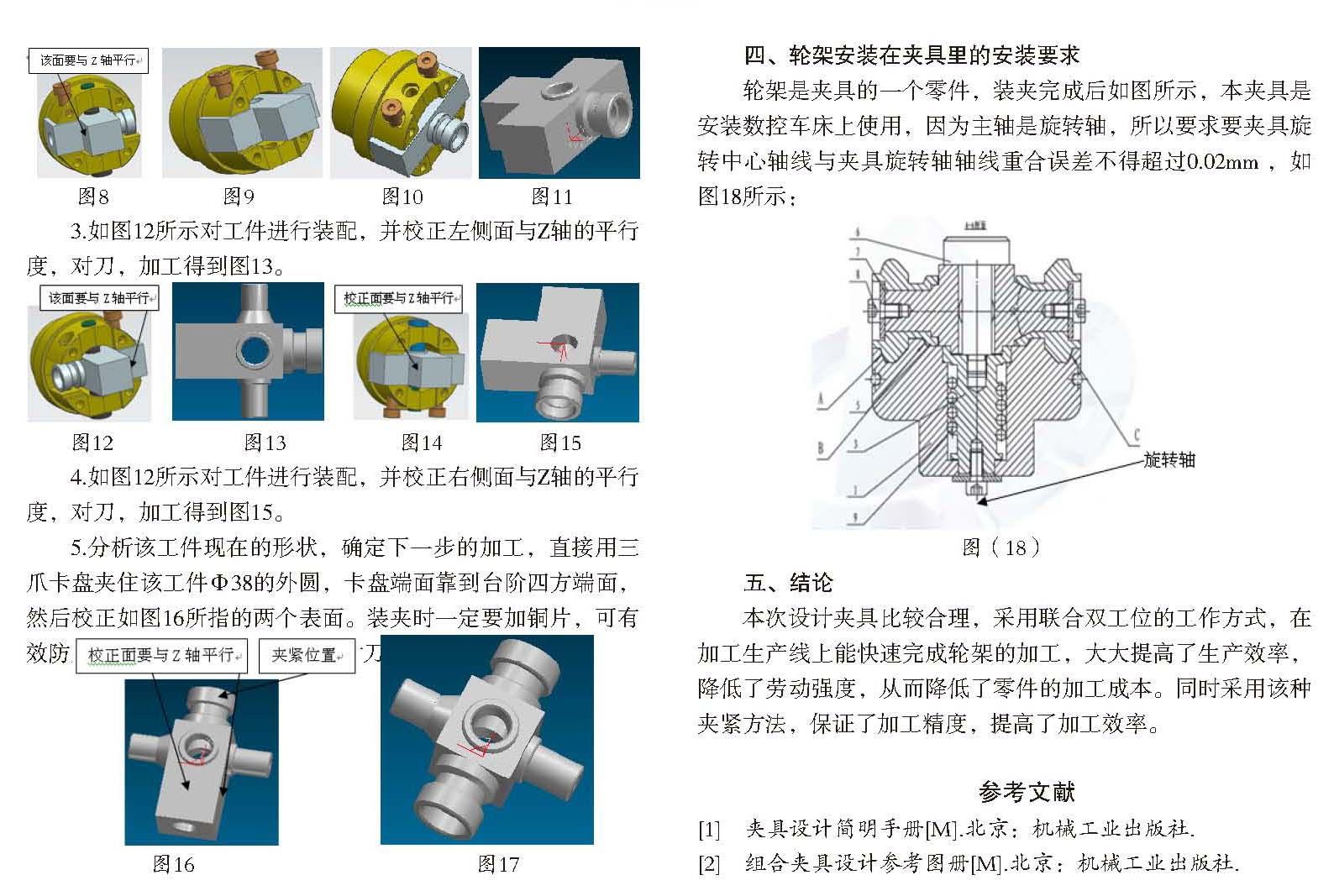
2.如圖8安裝校正工件,以車削好的端面作為基準(zhǔn),并使該端面貼緊夾具的基準(zhǔn)面,然后用百分表校正該側(cè)面與Z軸平行度。
校正工件時(shí),一定要注意鎖緊夾具上的兩個(gè)螺釘,且需鎖得很緊,保證工件裝夾牢固。工件夾緊后,拆掉工件上定位用的心軸,如圖9。因?yàn)榻酉聛淼牟襟E是鉆通孔(Φ20),且要鉆通,若沒有把心軸拆掉,那么鉆孔時(shí)心軸會(huì)被鉆頭鉆穿,造成夾具的損傷。
在完成前面的工作后,進(jìn)行粗精加工,得到圖10、11。
3.如圖12所示對(duì)工件進(jìn)行裝配,并校正左側(cè)面與Z軸的平行度,對(duì)刀,加工得到圖13。
4.如圖12所示對(duì)工件進(jìn)行裝配,并校正右側(cè)面與Z軸的平行度,對(duì)刀,加工得到圖15。
5.分析該工件現(xiàn)在的形狀,確定下一步的加工,直接用三爪卡盤夾住該工件Φ38的外圓,卡盤端面靠到臺(tái)階四方端面,然后校正如圖16所指的兩個(gè)表面。裝夾時(shí)一定要加銅片,可有效防止夾傷工件的已加工表面。對(duì)刀,加工得到圖17。
四、輪架安裝在夾具里的安裝要求
輪架是夾具的一個(gè)零件,裝夾完成后如圖所示,本夾具是安裝數(shù)控車床上使用,因?yàn)橹鬏S是旋轉(zhuǎn)軸,所以要求要夾具旋轉(zhuǎn)中心軸線與夾具旋轉(zhuǎn)軸軸線重合誤差不得超過0.02mm ,如圖18所示:
五、結(jié)論
本次設(shè)計(jì)夾具比較合理,采用聯(lián)合雙工位的工作方式,在加工生產(chǎn)線上能快速完成輪架的加工,大大提高了生產(chǎn)效率,降低了勞動(dòng)強(qiáng)度,從而降低了零件的加工成本。同時(shí)采用該種夾緊方法,保證了加工精度,提高了加工效率。
參考文獻(xiàn)
[1] 夾具設(shè)計(jì)簡(jiǎn)明手冊(cè)[M].北京:機(jī)械工業(yè)出版社.
[2] 組合夾具設(shè)計(jì)參考圖冊(cè)[M].北京:機(jī)械工業(yè)出版社.
猜你喜歡
裝備制造技術(shù)(2020年4期)2020-12-25 05:26:22
制造技術(shù)與機(jī)床(2019年12期)2020-01-06 03:17:48
制造技術(shù)與機(jī)床(2017年6期)2018-01-19 02:41:24
制造技術(shù)與機(jī)床(2017年4期)2017-06-22 11:18:05
制造技術(shù)與機(jī)床(2017年2期)2017-05-04 04:17:34
現(xiàn)代工業(yè)經(jīng)濟(jì)和信息化(2016年12期)2016-05-17 05:37:48
制造技術(shù)與機(jī)床(2015年10期)2015-04-09 07:06:08
制造技術(shù)與機(jī)床(2015年10期)2015-04-09 07:05:42
裝備機(jī)械(2015年1期)2015-02-28 22:19:52
組合機(jī)床與自動(dòng)化加工技術(shù)(2014年9期)2014-03-01 02:21:42