工藝參數對碳纖維增強ABS復合材料力學性能的影響
2019-10-11 02:40:10楊崇營王金榮杜開輝吳正環
天津職業技術師范大學學報 2019年3期
楊崇營,王 權,王金榮,杜開輝,吳正環
(天津職業技術師范大學汽車模具智能制造技術國家地方聯合工程實驗室,天津 300222)
碳纖維增強復合材料(carbon fiber reinforced polymer,CFRP)具有高強度、高模量、重量輕等優點。注射成型是碳纖維增強樹脂基復合材料的重要加工方法[1-2],碳纖維增強樹脂基復合材料注射成型工藝簡單、成本低,具有廣闊的應用前景。碳纖維復合材料注射成型過程中會受到強烈的剪切、拉伸和變形,這將導致碳纖維的斷裂和移動,表現出一定的長度分布和方向分布[3-4]。復合材料在成型過程中使得材料內部分子鏈的排列和原始狀態發生改變,導致碳纖維復合材料的聚集態結構改變,進而影響力學性能[5]。復合材料熔體的流動行為與溫度、壓力和型腔形狀密切相關,因此產品在不同的成型條件下會表現出不同的微觀結構和力學性能[6]。
目前,市場上主要有長切碳纖維、短切碳纖維和碳纖維粉末[7]。對于長、短切碳纖維,其碳纖維的形態可以承受高強度的力學性能[8],但是對于復合材料制品,由于碳纖維表面的靜電吸附影響,難以均勻地混合碳纖維和基體[9]。粉末狀碳纖維的力學性能低于長切碳纖維和短切碳纖維的力學性能,但成本低,成型更容易。注塑成型工藝過程復雜,而且工藝參數對產品的質量影響也比較顯著[10]。注塑成型的工藝參數不同,材料的力學性能就不同[11],ABS 樹脂具有良好的耐熱性、耐腐蝕性以及易于各種機械工藝加工和成型等優良的綜合性能[12]。然而目前,國內對碳纖維粉末增強ABS 復合材料的研究相對較少。本文通過分析碳纖維粉末增強ABS 復合材料的力學性能,研究在不同的注塑條件下碳纖維粉末含量對復合材料力學性能的影響,以期為碳纖維復合材料在生產實踐中的應用提供參考。
1 實驗
1.1 主要原料
主要原料為ABS:PA-756,臺灣奇美有限公司生產;碳纖維(carbon fiber,CF)粉末:CJ-CF300,中國滄州中立新材料科技有限公司生產。
1.2 實驗設備
采用雙螺桿擠出機:BP-8177-Z,東莞寶品精密儀器有限公司生產;注塑成型機:BOY XS,德國BOY 公司生產;精密烘箱:KL-DHG-9070-A,東莞市昆侖檢測儀器有限公司生產;高速混合機:SHR-10A,張家港永利機械有限公司生產;萬能材料試驗機:KL-WS-30S,東莞昆侖檢測儀器有限公司生產。
1.3 樣品制備
先將ABS 顆粒在80 ℃的烘箱中干燥2 h,稱取CF 的質量分數分別為5%,10%和15%,然后在滾筒式攪拌器中與CF 粉末預混5 min,將預混合的原料加入到雙螺桿擠出機中(螺桿轉速50 r/min,各區溫度分別為200 ℃、220 ℃、240 ℃、240 ℃、240 ℃、240 ℃)。將擠出的復合材料在水槽冷卻并使用造粒機切成粒料。在不同的工藝參數下,注塑成型拉伸樣條試樣。成型拉伸試樣尺寸如圖1所示。
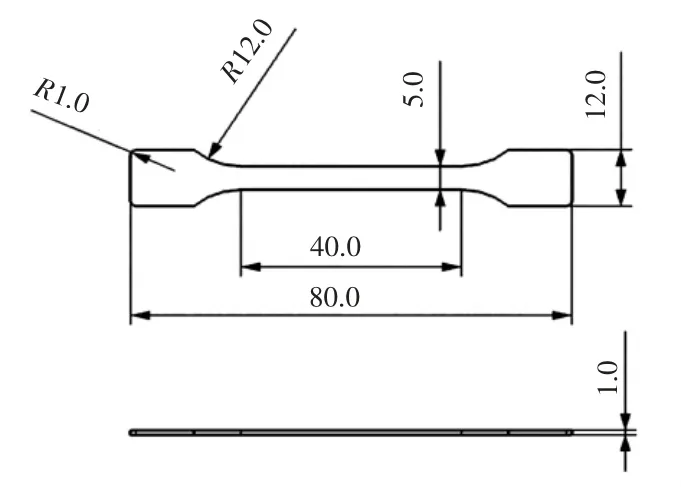
圖1 成型拉伸試樣尺寸
實驗選取熔體溫度、模具溫度、保壓壓力、注射壓力4 個參數,注塑成型工藝參數設定如表1所示。
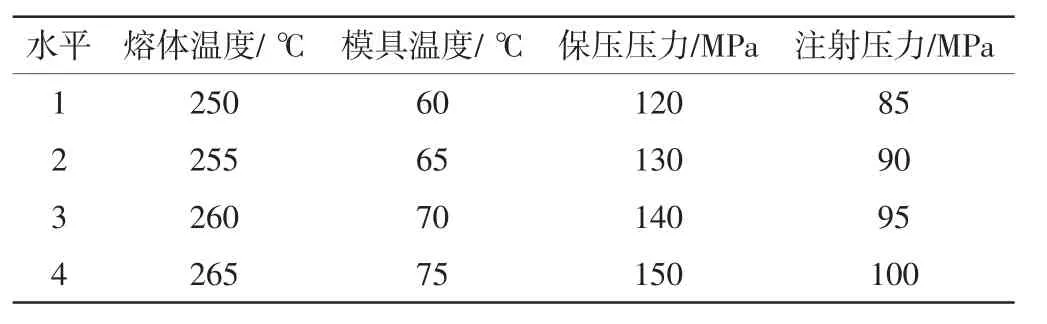
表1 注塑成型工藝參數設定
1.4 性能檢測
力學性能測試:拉伸性能和斷裂伸長率按GB/T1040—2006 進行測試,采用啞鈴型標準樣,拉伸速度為10 mm/min。每個注塑成型工藝參數下做3 次實驗,每次實驗取其平均值,并計算相對誤差。
2 結果與討論
2.1 模具溫度的影響
模具溫度對不同CF 含量ABS/CF 復合材料力學性能的影響如圖2所示。
從圖2(a)和(b)可知,試樣的拉伸強度隨著CF 含量的增加而增大,但試樣的拉伸強度隨模具溫度的升高而降低。模具溫度為60 ℃,CF 含量為15%時,復合材料拉伸強度最大為38.3 MPa,增加了10.1%。隨著CF含量的不斷增加,復合材料的楊氏模量逐漸增大。模具溫度為60 ℃時,增加的幅度最大,CF 含量從0 增加到15%時,楊氏模量從1 129 MPa 增加到2 189 MPa。在CF 含量分別為0、5%、15%時,楊氏模量隨著模具溫度的增加有先增大后減小的趨勢。當模具溫度為65 ℃,CF 含量為15%時,楊氏模量最大,為2 241 MPa。
從圖2(c)可知,ABS/CF 復合材料的斷裂伸長率隨模具溫度的變化而變化,斷裂伸長率在一定程度上表征了材料的韌性。隨CF 含量增加,ABS/CF 復合材料的斷裂伸長率不斷減小。當模具溫度為60 ℃時,減小的幅度最大,從4.7%減小到1.8%。CF 含量在5%和15%時,隨著模具溫度的增加,斷裂伸長率有先減小后增大的趨勢。當模具溫度為65 ℃,CF 含量為15%時,斷裂伸長率最小,為1.69%。不同的模具溫度下,隨著CF 含量的提高,ABS/CF 復合材料的拉伸強度和楊氏模量均有增大,斷裂伸長率不斷下降。這是因為CF 粉末的增加,使得基體的韌性降低[13]。模具溫度的升高使其拉伸強度減小,對純ABS 試樣斷裂伸長率影響較大,而對復合材料影響較小。
2.2 保壓壓力的影響
保壓壓力對不同CF 含量復合材料力學性能的影響如圖3所示。從圖3(a)可以看出,保壓壓力對不同CF 含量復合材料拉伸強度的影響。在保壓壓力為120 MPa 時,試樣的拉伸強度隨CF 含量的增加而增大。碳纖維含量在5%和15%時,隨著保壓壓力的增加,拉伸強度先增大后減小。當CF 含量為0 和10%時,隨著保壓壓力的增加,拉伸強度先減小后增大。當CF 含量為10%時,拉伸強度最大,為41.5 MPa。
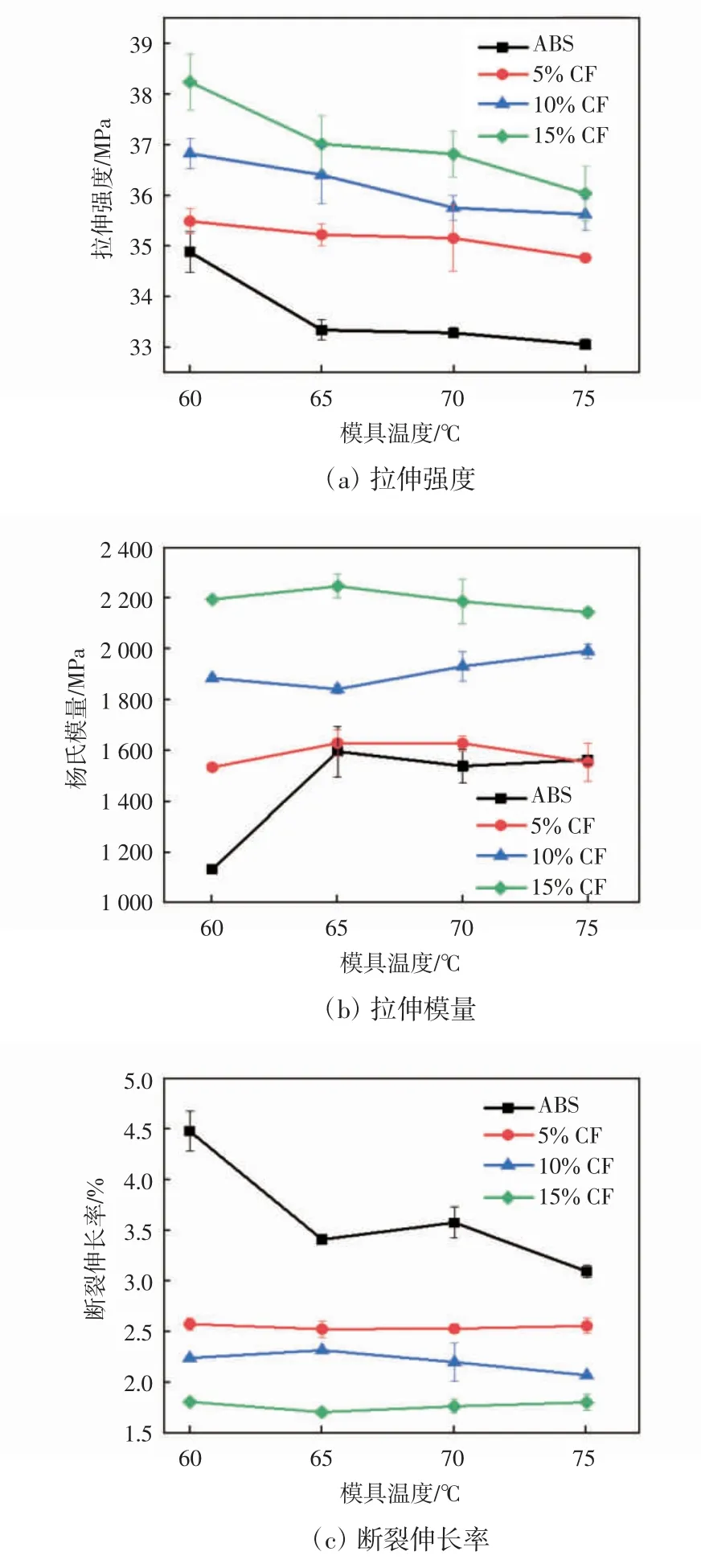
圖2 模具溫度對不同CF 含量ABS/CF 復合材料力學性能的影響
從圖3(b)可以看出,不同配比ABS/CF 復合材料的楊氏模量隨保壓壓力變化的趨勢。當CF 含量為0和15%時,復合材料的楊氏模量隨著保壓壓力的增加先增大后減小。當保壓壓力在120 MPa 時,楊氏模量隨著CF 含量的增加不斷增大。在保壓壓力為120 MPa和130 MPa 時,楊氏模量隨著CF 含量的增加先減小后增大。當保壓壓力為140 MPa,CF 含量為15%時,楊氏模量最大,為2 347 MPa。

圖3 保壓壓力對不同CF 含量ABS/CF 復合材料力學性能的影響
從圖3(c)可以看出,不同ABS/CF 復合材料的斷裂伸長率隨保壓壓力的變化情況。隨著CF 含量的增加,復合材料的斷裂伸長率不斷減小。當保壓壓力為120 MPa 時,斷裂伸長率減小的幅度最大,從4.47%減小到1.8%,減小幅度為59.7%。隨著保壓壓力的增加,純ABS 試樣斷裂伸長率減小幅度最大,5%碳纖維含量試樣的斷裂伸長率隨著保壓壓力的增加略有增大。隨著CF 含量的增加,ABS/CF 復合材料的楊氏模量有先增加后減小的趨勢,斷裂伸長率不斷下降,脆性增加,但拉伸強度受保壓壓力的影響較大,保壓壓力的提高能大幅度提高10%含量的CF 復合材料的拉伸強度。
2.3 熔體溫度的影響
熔體溫度對不同CF 含量ABS/CF 復合材料力學性能的影響如圖4所示。
圖4 熔體溫度對不同CF 含量ABS/CF 復合材料力學性能的影響
從圖4(a)可知,拉伸強度隨CF 含量的增加而增大。當CF 含量分別為5%和10%時,試樣的拉伸強度非常接近。當CF 含量為15%時,拉伸強度明顯增大。當CF 含量為0 時,拉伸強度隨熔體溫度的增加而減小。當熔體溫度為250 ℃,CF 含量為15%時,拉伸強度最大,為38.2 MPa。從圖4(b)可知,不同配比ABS/CF復合材料的楊氏模量隨熔體溫度變化的趨勢。當熔體溫度為250 ℃和260 ℃時,楊氏模量隨CF 含量增加而增大。當熔體溫度為255 ℃和265 ℃時,楊氏模量隨CF 含量的增加先減小再增大。CF 含量為10%時,楊氏模量隨著熔體溫度的升高沒有明顯的變化,CF 含量為15%時,有先增大后減小的趨勢。熔體溫度260 ℃,CF含量為15%時,楊氏模量最大,為2 350 MPa。從圖4(c)可知,隨著CF 含量的增加,斷裂伸長率逐漸減小。純ABS 試樣斷裂伸長率最大。當CF 含量為15%時,斷裂伸長率略有下降,而后隨著熔體溫度的升高略有增加。隨著熔體溫度的增加,復合材料的拉伸強度有先減小后增大的趨勢;隨著CF 含量的增加,復合材料的拉伸強度和剛性有所增加,但韌性減小。
2.4 注射壓力的影響
注射壓力對不同CF 含量ABS/CF 復合材料力學性能的影響如圖5所示。
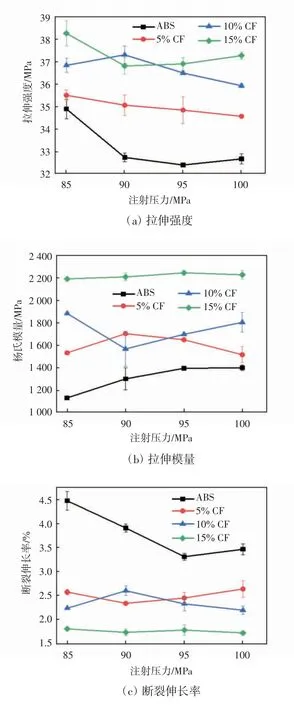
圖5 注射壓力對不同CF 含量ABS/CF 復合材料力學性能的影響
從圖5(a)可知,拉伸強度隨CF 含量的增加而增大,拉伸強度隨注射壓力的增加而減小。當CF 含量為10%時,試樣的拉伸強度先增大,然后拉伸強度隨注射壓力的增加而減小。當CF 含量為15%時,拉伸強度向相反方向變化,拉伸強度最大為38.2 MPa。
從圖5(b)可知,楊氏模量隨CF 含量的增加而增大。當CF 含量為5%時,試樣的楊氏模量隨注射壓力的增加先增大后減小。當CF 含量為10%時,楊氏模量向相反方向變化。當CF 含量為15%時,楊氏模量略有增加,然后隨注射壓力增加略有減小,其中純ABS 試樣增加的幅度最大,楊氏模量最大為2 243 MPa。
從圖5(c)可知,斷裂伸長率隨著CF 含量的增加而減小。當CF 含量為10%時,試樣的斷裂伸長率先增大后隨注射壓力的增加而減小,當CF 含量為5%時,斷裂伸長率向相反方向變化。CF 含量為0 時,斷裂伸長率隨注射壓力的增加迅速減小,而后略有增大。在不同注射壓力下,ABS/CF 復合材料隨著CF 含量的增加,拉伸強度和楊氏模量均有不同程度的增大,且斷裂伸長率明顯減小,韌性變差。
3 結 論
(1)隨著CF 含量的增加,ABS/CF 復合材料的拉伸強度和楊氏模量逐漸增大;復合材料的斷裂伸長率則隨著CF 含量的增加而減小。
(2)通過注塑成型,4 個工藝參數——模具溫度、保壓壓力、熔體溫度和注射壓力均對純ABS 試樣的斷裂伸長率影響較大。保壓壓力140 MPa 與保壓壓力120 MPa 相比,純ABS 試樣的斷裂伸長率減小幅度最大,減小了36.7%。CF 含量為10%時,保壓壓力的增加極大地提高了復合材料的拉伸強度。保壓壓力為150 MPa,CF 含量為10%時,拉伸強度最大,為41.5 MPa。模具溫度、熔體溫度和注射壓力對ABS/CF 復合材料的拉伸性能影響幅度較小。
猜你喜歡
云南化工(2021年11期)2022-01-12 06:06:14
山東冶金(2019年3期)2019-07-10 00:54:00
上海建材(2019年4期)2019-05-21 03:13:02
纖維復合材料(2018年4期)2018-04-28 08:45:28
纖維復合材料(2018年3期)2018-04-25 07:22:58
纖維復合材料(2018年3期)2018-04-25 07:22:58
電子測試(2017年11期)2017-12-15 08:57:13
中國塑料(2016年6期)2016-06-27 06:34:16
焊接(2015年9期)2015-07-18 11:03:53
應用化工(2014年10期)2014-08-16 13:11:29
