錠桿直線度誤差的分析與測量
2019-09-25 03:06:34楊承濤曹秀成
紡織器材 2019年4期
關(guān)鍵詞:變形
陳 芳,楊承濤,曹秀成
(1.西安航空職業(yè)技術(shù)學(xué)院,西安 710089;2.西安工程大學(xué),西安 710048;3.河南二紡機(jī)股份有限公司,河南 信陽 464000)
1 錠桿直線度誤差產(chǎn)生的原因
為了提高紡紗質(zhì)量和生產(chǎn)效率,延長錠子使用壽命,除采用GCr15軸承鋼外,還要求其工作運(yùn)動(dòng)平穩(wěn)不振動(dòng),即直線度誤差要盡可能小[1]。而錠桿是細(xì)長撓性軸,在其毛坯成型、熱處理、機(jī)械加工環(huán)節(jié)中均易產(chǎn)生直線度誤差。
圖1為細(xì)紗錠子錠桿結(jié)構(gòu)示意,要求其全長約為330 mm的直線度極限偏差不大于0.01 mm。
1.1 錠桿毛坯成型產(chǎn)生直線度誤差
錠桿毛坯的成型方式有兩種,即熱軋成型和縱切成型法車削成型。
1.1.1 熱軋成型
錠桿熱軋成型有兩種,一是在改裝的普通車床上將錠桿毛坯一端夾持,另一端頂住,成型后工件作旋轉(zhuǎn)運(yùn)動(dòng),利用電加熱滾輪將其加熱并沿縱向和徑向作成型運(yùn)動(dòng),以形成不同圓錐面和圓柱面;二是在拉床上,利用夾鉗夾持工件的端部,拉動(dòng)其作縱向運(yùn)動(dòng),電加熱滾輪除作旋轉(zhuǎn)運(yùn)動(dòng)外還沿徑向移動(dòng),以使工件形成不同圓錐面和圓柱面。熱軋時(shí),工件在加熱滾輪瞬時(shí)大電流作用下迅速加熱至相變溫度以上,熱軋后毛坯圓錐面的最大直徑為10.5 mm,最小直徑為5.5 mm。由于直徑不同,冷卻速度差異較大,從而產(chǎn)生較大的內(nèi)應(yīng)力。加之熱軋后錠桿水平放置,使其產(chǎn)生一定的直線度誤差。拉床熱軋成型錠桿的直線度誤差見表1。
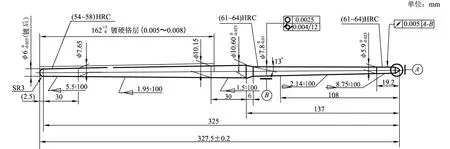
圖1 細(xì)紗錠子錠桿結(jié)構(gòu)示意
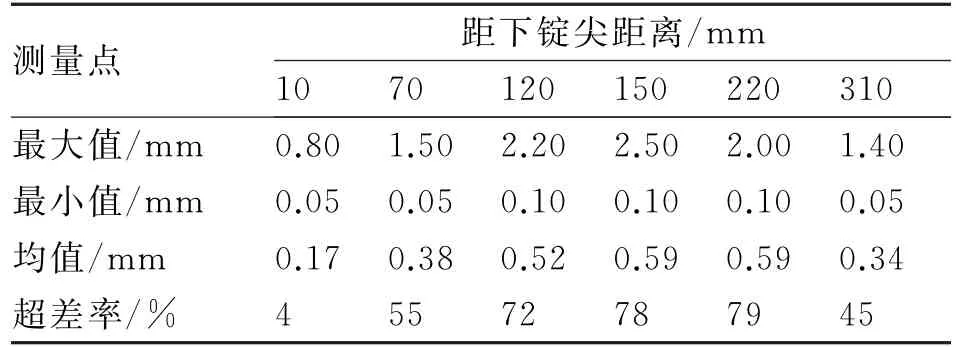
表1 熱軋成型錠桿的直線度誤差統(tǒng)計(jì)
1.1.2 縱切成型法車削成型
錠桿毛坯縱切成型的工作原理類似于縱切成型自動(dòng)車床的原理,即毛坯桿料由帶夾持器的送料裝置沿縱向送進(jìn)。切削時(shí),刀具在支撐導(dǎo)套附近切削工件,工件縱向進(jìn)給,刀具沿徑向運(yùn)動(dòng),以形成圓錐面等成型面。由于切削刀具始終在支撐導(dǎo)套旁進(jìn)行切削,故加工時(shí)不易產(chǎn)生彎曲變形[2]。
錠桿毛坯切削后沿縱向運(yùn)動(dòng),若懸空部分未支撐好,則工件由于自重在旋轉(zhuǎn)運(yùn)動(dòng)作用下會(huì)產(chǎn)生彎曲變形。且毛坯為較長棒料,雖然在送料套管內(nèi)被支撐,但由于送料套管內(nèi)徑約為30 mm,而工件毛坯直徑約為12 mm,工件高速旋轉(zhuǎn)時(shí)毛坯棒料在自重作用下與送料套管內(nèi)壁碰撞,也會(huì)產(chǎn)生直線度誤差,見表2。
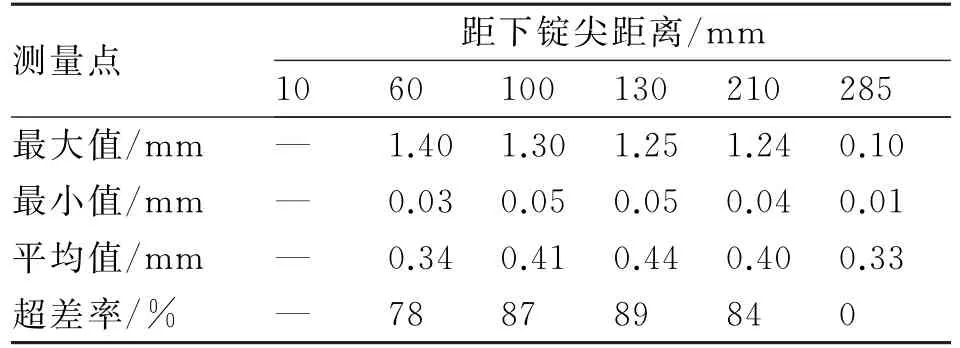
表2 車削成型錠桿毛坯的直線度誤差統(tǒng)計(jì)
從表2中可以看出,車削成型錠桿毛坯的最大直線度誤差為1.3 mm,遠(yuǎn)超不大于0.15 mm的工藝要求。車削成型的錠桿毛坯雖然無熱軋毛坯時(shí)產(chǎn)生的熱軋應(yīng)力,但其材料利用率較低,耗費(fèi)切削刀具,因此其應(yīng)用范圍受到一定的限制。
1.2 錠桿熱處理產(chǎn)生直線度誤差
為了提高GCr15軸承鋼錠桿耐磨性,要求淬火至62 HRC~65 HRC。通常淬火時(shí)錠桿水平放置,之后在油中快速冷卻。錠桿多為圓錐形表面,由于加熱和冷卻時(shí)放置方式及加熱至相變溫度后快速冷卻速度不同會(huì)產(chǎn)生淬火后變形。車削成型錠桿毛坯經(jīng)校直處理、粗磨工序、淬火處理后的直線度誤差見表3。
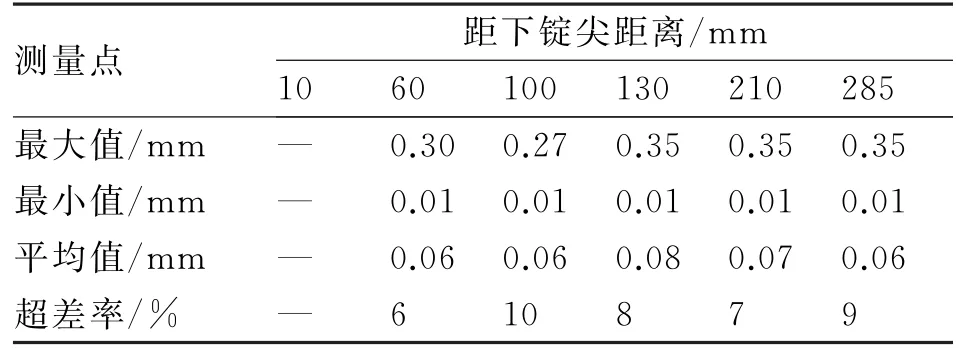
表3 錠桿毛坯經(jīng)熱處理后的直線度誤差統(tǒng)計(jì)
1.3 錠桿人工校直工序產(chǎn)生直線度誤差
錠桿毛坯成型及熱處理過程中產(chǎn)生的直線度誤差,須在后道磨削加工工序進(jìn)行校直。目前國內(nèi)多為人工錘擊校直,而國外氣動(dòng)榔頭錘擊校直工藝方法見圖2,經(jīng)過錘擊校直后錠桿內(nèi)應(yīng)力達(dá)到平衡狀態(tài),但并未完全消除,而經(jīng)過后道磨削工序?qū)⑵浔砻嫒サ粢粚佑嗔亢?應(yīng)力的平衡狀態(tài)被破壞,雖然彎曲程度有所降低,但還是會(huì)產(chǎn)生彎曲變形[3]。
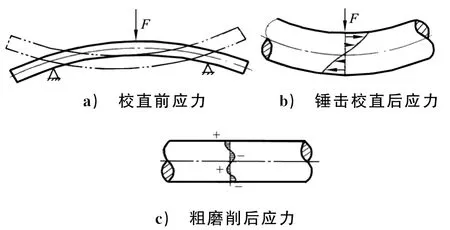
圖2 錘擊法校直時(shí)錠桿應(yīng)力分布及變化
粗磨后錠桿的直線度誤差統(tǒng)計(jì)見表4,其為熱軋成型錠桿經(jīng)過人工校直,在無心磨床上粗磨后因殘余應(yīng)力未消除,應(yīng)力平衡狀態(tài)被破壞后重新產(chǎn)生的彎曲變形。
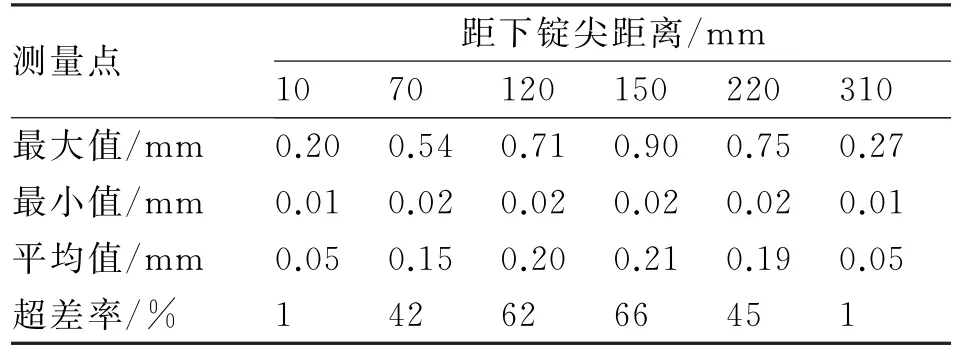
表4 粗磨后錠桿的直線度誤差統(tǒng)計(jì)
從表4可看出,人工校直后錠桿的直線度誤差不大于0.30 mm,而粗磨后最大為0.90 mm。在其運(yùn)輸或放置過程中,隨殘余內(nèi)應(yīng)力的消失產(chǎn)生彎曲變形,還會(huì)形成直線度誤差,影響錠桿的工作質(zhì)量和使用壽命。
2 錠桿直線度誤差的檢測方法
2.1 兩端支撐,千分表檢測
這是最常用的檢測方法,即在平臺上將錠桿置于2個(gè)V型支架上,人工轉(zhuǎn)動(dòng)錠桿并移動(dòng)千分表測量要求的6個(gè)測量點(diǎn)的跳動(dòng)量,得出直線度誤差。
2.2 利用錠子測振儀進(jìn)行檢測
20世紀(jì)80年代研發(fā)的錠子測振儀,可在不同轉(zhuǎn)速、不同頻率下測量其振動(dòng)量值,從而確定錠桿直線度誤差是否合格。
2.3 全自動(dòng)錠桿綜合測量儀
該裝置為專用裝置,其上有4~5個(gè)測量觸頭。當(dāng)錠桿放置在檢測位置后即可自動(dòng)測量直徑尺寸、跳動(dòng)量、直線度誤差,并可將檢測數(shù)據(jù)傳送到計(jì)算機(jī)進(jìn)行處理,以掌握加工過程中零件尺寸偏差變化趨勢,為控制加工質(zhì)量提供有效幫助。這是目前最為先進(jìn)的錠桿自動(dòng)檢測裝置。
3 降低錠桿直線度誤差的措施
3.1 熱軋毛坯
錠桿熱軋成型的熱應(yīng)力以及各圓錐面直徑的差異,使其易產(chǎn)生彎曲變形,加之水平放置時(shí)工件自重和形狀也使彎曲變形加大。為此,軋制后毛坯應(yīng)垂直放置,待完全冷卻后再水平放置。
3.2 車削錠桿
車削成型的錠桿雖然無熱軋內(nèi)應(yīng)力,但在加工過程中,已加工面懸伸一定長度,待加工毛坯在料管中間隙較大,當(dāng)工件轉(zhuǎn)速較高時(shí)會(huì)在重力作用下彎曲變形。解決此問題較為理想的方法是將毛坯料管改裝成密封液壓式套管,并將毛坯料縱向送進(jìn),這在縱切成型自動(dòng)機(jī)床的送料套管中已經(jīng)實(shí)現(xiàn),并取得較好的效果。另外,對錠桿已加工過的懸伸部分在車床尾座方向增加支撐裝置,并帶有塑料內(nèi)襯,除防止加工表面與支撐套碰撞損傷外,也可減少工件在高速旋轉(zhuǎn)中因自重而產(chǎn)生的彎曲變形。
3.3 熱處理
國內(nèi)已有企業(yè)采用三輥夾持方法將錠桿從箱式爐中加熱后放入油冷卻液箱中,防止冷卻產(chǎn)生彎曲變形,效果良好。其不足之處在于錠桿加熱和冷卻時(shí)仍為水平放置,無法避免因自重和形狀產(chǎn)生的彎曲變形;較為理想的方法是加熱和冷卻時(shí),使其均保持垂直狀態(tài)。
3.4 人工校直
人工校直的缺點(diǎn)是無法從根本上消除錠桿內(nèi)部的殘余應(yīng)力,且耗時(shí)、費(fèi)力。解決途徑是以自動(dòng)化校直代替人工校直。由于錠桿是剛性較差的細(xì)長工件,外圓表面由多個(gè)圓錐面和圓柱面組成,無法采用現(xiàn)有的圓柱形長棒料的多輥校直法。但從理論分析和實(shí)際試驗(yàn)看,采用雙輥輪校直仍有希望達(dá)到錠桿自動(dòng)化校直的目的,若這種方法得到突破,不僅能夠減輕勞動(dòng)強(qiáng)度、提高生產(chǎn)效率,還能消除錠桿內(nèi)部的殘余應(yīng)力,更能提高錠桿質(zhì)量和使用壽命。目前,已有攻關(guān)小組在進(jìn)行此項(xiàng)試驗(yàn),有望攻克這一難關(guān)[4]。
4 結(jié)語
錠子直線度誤差對紡紗質(zhì)量、生產(chǎn)效率及使用壽命有較大影響,通過分析探討筆者提出降低直線度誤差的措施,希望對提高我國紡織機(jī)械、器材專件制造質(zhì)量貢獻(xiàn)一份力量,以提高錠子產(chǎn)品的國際競爭力。
猜你喜歡
智慧少年·故事叮當(dāng)(2020年10期)2020-11-06 06:19:00
中華詩詞(2020年1期)2020-09-21 09:24:52
河北理科教學(xué)研究(2020年1期)2020-07-24 08:14:34
作文成功之路·小學(xué)版(2020年11期)2020-02-01 06:26:58
作文周刊·小學(xué)二年級版(2018年29期)2018-11-26 11:20:28
小學(xué)生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
童話世界(2018年14期)2018-05-29 00:48:08
數(shù)學(xué)小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2017年11期)2017-04-23 07:18:00
數(shù)學(xué)大王·中高年級(2016年12期)2016-12-26 21:37:36