芳綸纖維對EPDM絕熱層燒蝕性能的影響①
2019-09-10 01:04:48陳德宏何碧煙
固體火箭技術 2019年4期
關鍵詞:方向
凌 玲,陳德宏,周 俊,何碧煙
(湖北航天化學技術研究所,襄陽 441003)
0 引言
固體火箭發動機內絕熱層的主要功能是減緩高溫、高速燃氣對發動機殼體的破壞作用,保護殼體的結構完整性,因此絕熱層的耐燒蝕性能是其應用最為關鍵的技術指標。大量研究結果表明,在橡膠中添加耐熱短纖維是提高絕熱層耐燒蝕性能的常用技術途徑之一[1-5]。芳綸短纖維是絕熱層中常用的耐熱纖維填料,其耐熱性能優良,在高溫下仍可保持其骨架,從而能固定住基材燒蝕形成的炭層,使結炭層附著力得到明顯改善,表現為絕熱層燒蝕性能大幅提高。由于短纖維仍具有一定的長徑比(≥80),因此會使絕熱層的力學性能呈現明顯的各向異性,同時也會影響燒蝕性能。
本文研究了芳綸短纖維的長度和用量對三元乙丙絕熱層(EPDM)燒蝕性能的影響。
1 實驗部分
1.1 儀器
SK-160B型雙輥筒煉膠機;
Y33-50型四柱油壓機;
INSTRON 4502 型材料試驗機;
YS-2型氧-乙炔燒蝕機;
JSM-6360LV型掃描電子顯微鏡;
LFA 447型導熱系數測定儀。
1.2 原材料
三元乙丙橡膠 (EPDM):第三單體為乙叉降冰片烯(ENB),乙烯含量53%~59%,碘值為每百克ENB中有19~25 g,進口。過氧化二異丙苯:工業級,國營太倉塑料助劑廠。氣相白炭黑:A380,pH值3.5~5.5,沈陽化工股份有限公司。芳綸短纖維:初始長度分別為1、2、3、4、6 mm,美國杜邦。其他補強填料和阻燃填料若干。
1.3 實驗方法
固定EPDM絕熱層配方中除短纖維以外的其他組分用量,僅改變短纖維的初始長度(1~6 mm)和使用份數(3~15 phr),采用同樣的設備和工藝方法進行混煉、硫化和燒蝕性能測試。
按以下兩種方式分別進行燒蝕試樣制備:(1)在厚約12 mm的絕熱層生膠片上用沖刀沖壓出φ30 mm的圓坯料,置于專用模具中模壓硫化成型;(2)在垂直出片方向裁出長度約200 mm、寬約12 mm、厚約1 mm的絕熱層生膠片,沿長度方向卷成φ30 mm×12 mm的圓坯料,置于專用模具中模壓硫化成型。試樣硫化條件為:160 ℃×10 MPa×40 min。
按上述方法1制備的燒蝕試樣中纖維在測試時是垂直于燒蝕火焰的(以下簡稱垂直纖維方向),如圖1(a)所示,而按方法2制備的燒蝕試樣中纖維是平行于燒蝕火焰的(以下簡稱平行纖維方向),如圖1(b)所示。
(a) 燒蝕氣流垂直纖維方向 (b) 燒蝕氣流平行纖維方向
2 結果與討論
2.1 芳綸短纖維初始長度及用量對絕熱層燒蝕性能的影響
2.1.1 線燒蝕率
芳綸短纖維初始長度分別為1、2、3、4、6 mm時的使用份數對絕熱層垂直纖維方向和平行纖維方向線燒蝕率的影響分別見圖2和圖3。圖2、圖3結果表明,盡管氧-乙炔線燒蝕率測試結果存在波動,但依然可看出,添加芳綸短纖維的絕熱層在平行纖維方向的線燒蝕率略低于垂直纖維方向(平行纖維方向的線燒蝕率范圍約為0.08~0.11 mm/s, 垂直纖維方向的線燒蝕率范圍約為0.10~0.13 mm/s)。隨著芳綸短纖維用量的增加,絕熱層在平行纖維方向的線燒蝕率下降較明顯,而垂直纖維方向的線燒蝕率則變化不明顯;隨著短纖維初始長度的增加,絕熱層在平行纖維方向的線燒蝕率呈下降趨勢,而垂直纖維方向的線燒蝕率則呈增加趨勢。
圖2 芳綸短纖維初始長度及用量對絕熱層垂直纖維方向線燒蝕率的影響
圖3 芳綸短纖維初始長度及用量對絕熱層平行纖維方向線燒蝕率的影響
2.1.2 殘留炭層厚度
燒蝕后的絕熱層試樣表面一般會殘留一層炭化層,炭化層是絕熱材料經過高溫燃氣侵蝕形成的還未被沖刷掉的炭化物,炭化層的深度是絕熱層被燃氣侵蝕的最大深度。
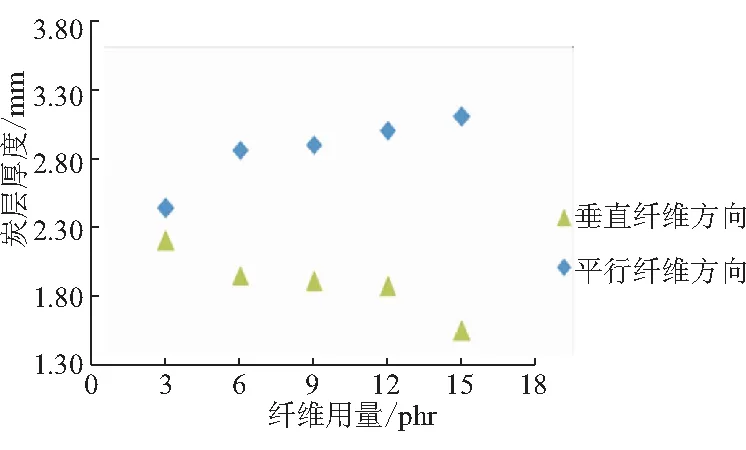
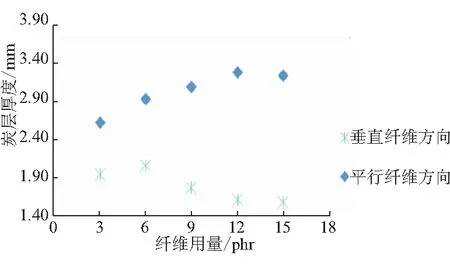
芳綸纖維初始長度和使用份數變化時,絕熱層從垂直纖維方向和平行纖維方向上燒蝕時殘留的炭層厚度也存在差別,具體見圖4和圖5。
圖4、圖5結果表明,隨著短纖維用量增加,絕熱層在垂直纖維方向燒蝕時剩余的炭層厚度呈下降趨勢,而在平行纖維方向的剩余炭層厚度則呈增加趨勢,當纖維用量較大時,平行纖維方向的剩余炭層厚度增幅趨緩。隨著纖維初始長度增加,垂直纖維方向的剩余炭層厚度逐漸減小,而在平行纖維方向的剩余炭層厚度則呈逐漸增大的趨勢。
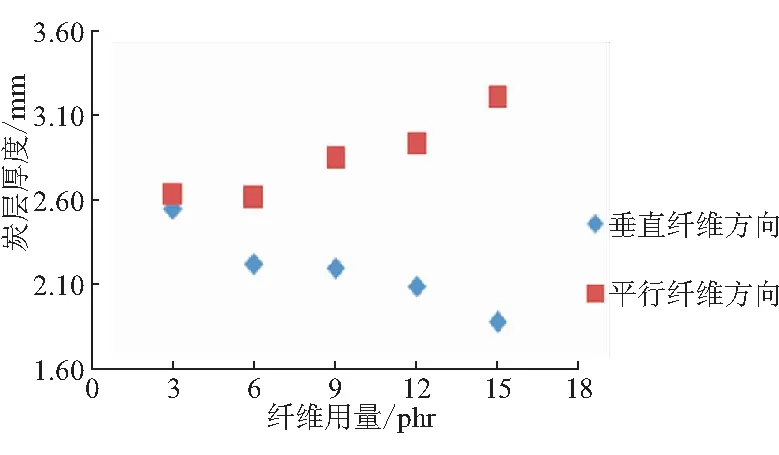
芳綸短纖維初始長度分別為1、3、6 mm時,兩個方向上絕熱層剩余炭層厚度的變化情況對比見圖6。
圖6結果表明,絕熱層中添加芳綸短纖維時,絕熱層剩余炭層厚度在兩個燒蝕方向上差異明顯:平行纖維方向燒蝕后絕熱層的剩余炭層厚度明顯大于垂直纖維方向,而且平行纖維方向燒蝕時絕熱層的剩余炭層厚度隨纖維用量增加而增加,而垂直纖維方向燒蝕時絕熱層的剩余炭層厚度隨纖維用量增加而減少。此外,隨著芳綸纖維初始長度增加,絕熱層剩余炭層厚度在兩個燒蝕方向上的差異愈加明顯。
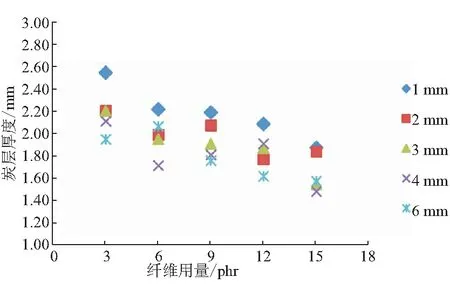
圖4 芳綸短纖維初始長度及用量對絕熱層垂直纖維方向剩余炭層厚度的影響
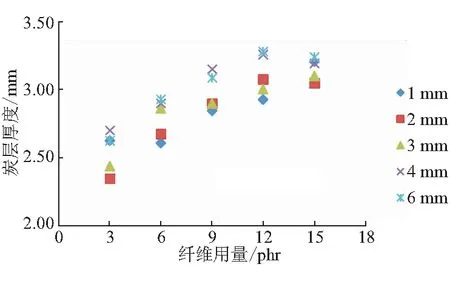
圖5 芳綸短纖維初始長度及用量對絕熱層平行纖維方向剩余炭層厚度的影響
2.2 芳綸短纖維填充對燒蝕性能的影響機理分析
2.2.1 芳綸短纖維在絕熱層中的長度變化情況
試驗中使用的五種芳綸短纖維均具有較大的長徑比,具體如表1所示。
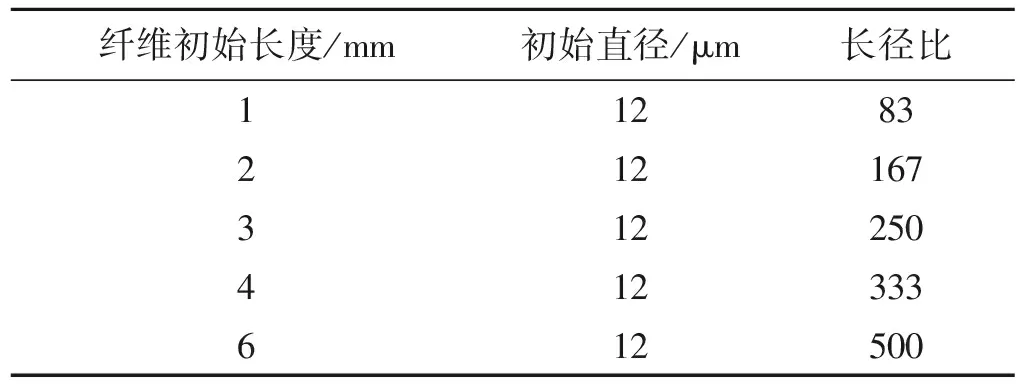
表1 芳綸短纖維形態
(a) 1 mm芳綸短纖維
(b) 3 mm芳綸短纖維
(c) 6 mm芳綸短纖維
以橡膠為基材的絕熱層制備時通常采用的混煉、薄通、返煉和出片等工藝會使得其中填充的纖維發生一定程度的斷裂和劈裂,這可能改變纖維的初始長度。纖維種類不同,其斷裂程度也會存在差異。據報道,測量混煉橡膠中纖維長度的試驗過程較為繁瑣[6],但可從絕熱層硫化膠片的力學性能變化趨勢初步判斷出芳綸纖維的長度變化情況。
五種初始長度不同的芳綸纖維應用于絕熱層中的力學性能差異見圖7和表2。
圖7和表2結果表明,纖維用量相同時,隨著纖維初始長度增加,絕熱層應力-應變曲線的基本形狀相同,但曲線在低應變時的應力屈服現象愈加明顯,屈服強度和初始模量也逐漸提高,且最大抗拉強度和伸長率均明顯降低。這表明,經過混煉、薄通后,五種初始長度不同的芳綸纖維最終在絕熱層中的真實長度依然存在較大差別,并未達到一個相同值。
絕熱層硫化膠片拉伸試樣的斷面形態電鏡照片見圖8。圖8表明,隨著芳綸纖維初始長度增加,絕熱層膠片試樣拉伸斷面中抽出的纖維長度也呈增大趨勢,這也說明普通的混煉薄通等工藝并不能將絕熱層中的芳綸短纖維斷裂至相同長度,即初始長度較長的纖維經過混煉等工藝后保留在絕熱層中的長度仍較長。
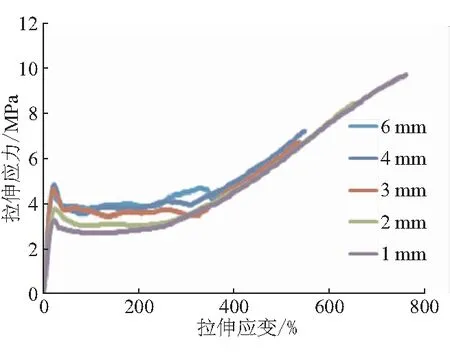
圖7 芳綸短纖維長度對絕熱層應力-應變曲線的影響
表2 芳綸短纖維長度對絕熱層力學性能的影響
Table 2The impact of short fiber length on themechanical properties
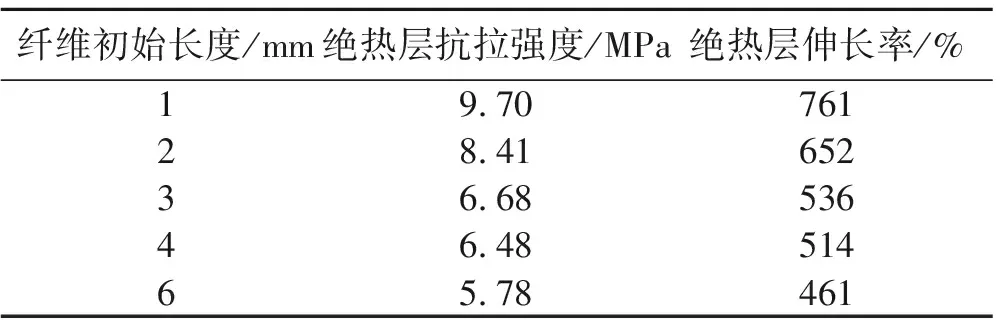
纖維初始長度/mm絕熱層抗拉強度/MPa絕熱層伸長率/%19.7076128.4165236.6853646.4851465.78461
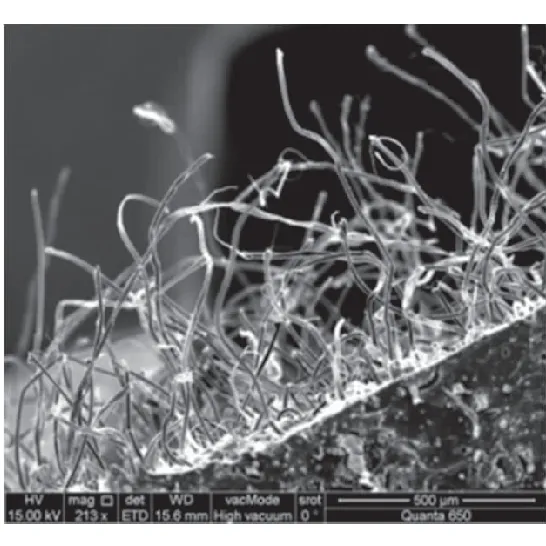
(a) 初始長度為1 mm的芳綸短纖維
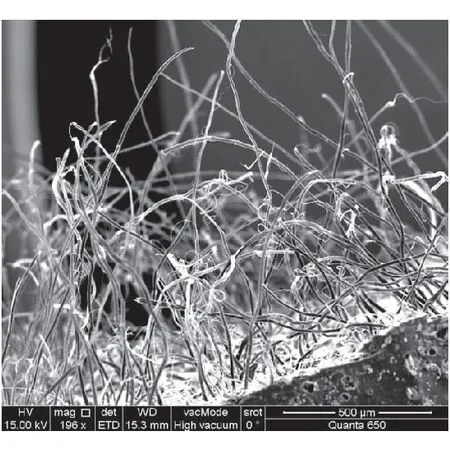
(b) 初始長度為4 mm的芳綸短纖維
上述試驗結果表明,芳綸纖維初始長度不同,混煉后絕熱層中的纖維長度也存在差異,這將直接影響絕熱層的力學性能、熱導性和燒蝕性能。
2.2.2 絕熱層熱導性
絕熱層在不同方向上的熱導性見表3。
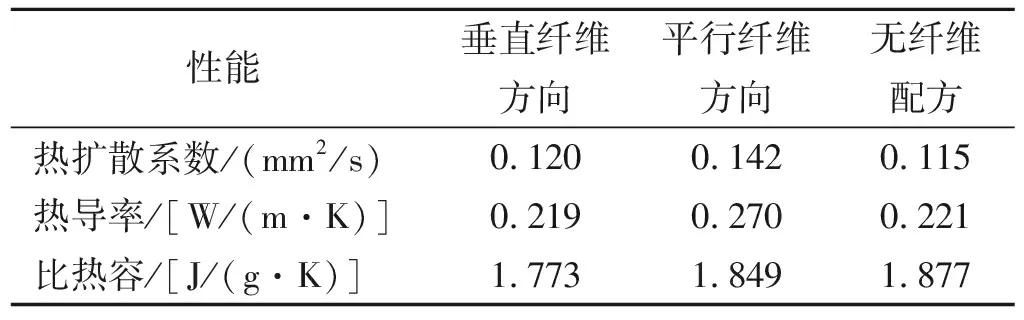
表3 絕熱層在不同方向上的熱導性
表3表明,未填充纖維時,絕熱層的熱擴散系數最低,填充芳綸纖維后,絕熱層的熱擴散系數有所增加,且不同方向上的熱導性存在差異,平行纖維方向的熱導率大于垂直纖維方向。這表明,由于纖維的存在,絕熱層的熱導性呈現各向異性。
2.2.3 絕熱層燒蝕炭層形態
按1.3節方法制備了纖維方向不同的兩組絕熱層燒蝕試樣,依照GJB 323A標準測試其氧-乙炔燒蝕性能,并對燒蝕試件的炭層取樣進行了掃描電鏡觀察。
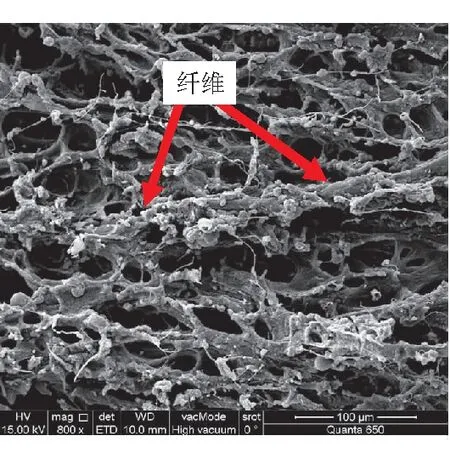
垂直纖維方向燒蝕和平行纖維方向燒蝕時絕熱層的燒蝕炭層微觀形態見圖9。
圖9表明,芳綸纖維在絕熱層燒蝕后形成的多孔炭層中,仍保持其骨架作用,并在其周圍附著基材和其他填料燒蝕形成的炭層,改善了結炭層的附著力。但是燒蝕方向不同,芳綸纖維炭化后對基體炭層的“錨固”深度也不同,垂直纖維方向燒蝕時,其“錨固”深度是沿纖維直徑方向的,“錨固”深度較小;而平行纖維方向燒蝕時,“錨固”深度則是沿纖維長度方向的,“錨固”深度較大。
纖維用量相同時,垂直纖維方向燒蝕和平行纖維方向燒蝕時絕熱層的燒蝕炭層厚度差別見表4。
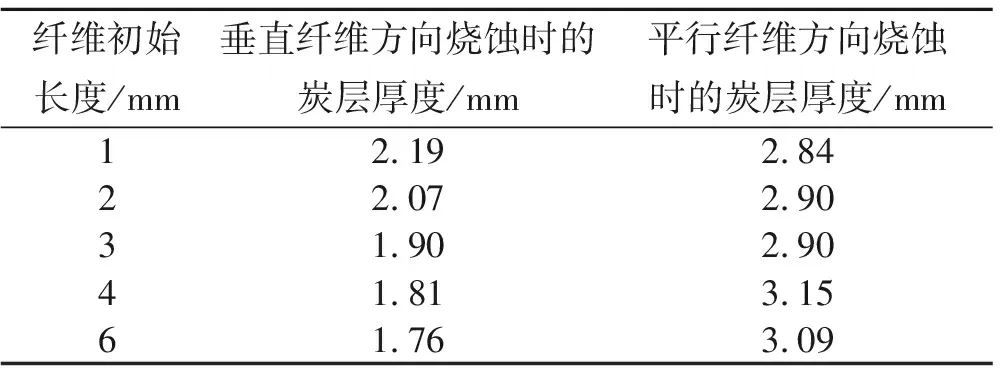
表4 絕熱層的燒蝕炭層厚度差別
(a) 燒蝕氣流垂直纖維方向

(b) 燒蝕氣流平行纖維方向
表4結果表明,平行纖維方向燒蝕后的剩余炭層厚度明顯大于垂直纖維方向。纖維對炭層的“錨固”作用與其初始長度有關,纖維用量相同時,纖維初始長度越長,垂直纖維方向燒蝕時的炭層厚度越薄,而平行纖維方向燒蝕時的炭層厚度越厚,這說明絕熱層的燒蝕性能與纖維初始長度及其在橡膠中的排列方式密切相關。
2.2.4 對燒蝕性能的影響機理分析
短纖維分散于橡膠基材中形成絕熱層材料,經過壓延后短纖維會在絕熱層中發生重排取向,如圖10所示。纖維取向導致絕熱層呈現各項異性,是絕熱層在不同方向上力學性能、熱導性能和燒蝕性能存在差別的根本原因。
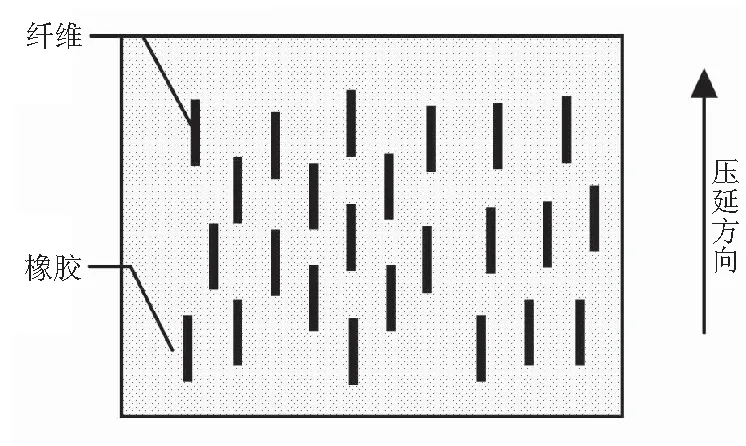
圖10 短纖維填充絕熱層材料
由于纖維的存在,致使絕熱層在平行纖維方向上的熱導率略大于垂直纖維方向,因此沿平行纖維方向燒蝕時,熱量快速傳遞到材料內部,使內部材料不斷熱解炭化,芳綸纖維炭化后對基體沿纖維長度方向的“錨固”作用提升了炭層的耐燃氣流沖蝕強度,表現為炭化層厚度增大[7];而垂直纖維方向燒蝕時,熱量傳遞速率較慢,而且芳綸纖維炭化后對基體的“錨固”深度要淺很多,其炭層的耐燃氣流沖蝕強度較低,易被沖刷剝蝕掉,因此炭化層變薄。
此外,當纖維用量相同時,隨著纖維初始長度增加,分散在絕熱層中的纖維長度也相應增加,造成在不同的燒蝕方向上,纖維炭化后對基體的“錨固”作用差別增大,表現為垂直纖維方向的剩余炭層厚度逐漸減小,而平行纖維方向的剩余炭層厚度則逐漸增大。
3 結論
(1) 填充芳綸短纖維會使絕熱層的燒蝕性能因為燒蝕方向不同而產生差異,絕熱層的燒蝕性能與纖維初始長度及其在橡膠中的排列方式密切相關。
(2) 隨著芳綸短纖維用量的增加,絕熱層在平行纖維方向的線燒蝕率下降較明顯,而垂直纖維方向的線燒蝕率變化不明顯;隨著芳綸短纖維初始長度的增加,絕熱層在平行纖維方向的線燒蝕率呈下降趨勢,而垂直纖維方向的線燒蝕率則呈增加趨勢。
(3) 添加芳綸短纖維的絕熱層剩余炭層厚度在兩個燒蝕方向上呈現明顯的差異:絕熱層沿平行纖維方向燒蝕后剩余的炭層厚度明顯大于垂直纖維方向。隨著芳綸短纖維初始長度和用量增加,絕熱層沿垂直纖維方向燒蝕后剩余的炭層厚度呈下降趨勢,而沿平行纖維方向燒蝕時剩余的炭層厚度則呈增加趨勢。
猜你喜歡
計算機應用(2023年1期)2023-02-03 03:09:28
音樂天地(音樂創作版)(2022年10期)2023-01-13 05:47:42
湘潮(上半月)(2022年5期)2022-12-06 03:02:28
計算機應用(2022年2期)2022-03-01 12:33:42
計算機應用(2022年1期)2022-02-26 06:57:42
計算機應用(2021年4期)2021-04-20 14:06:36
數學小靈通(1-2年級)(2021年3期)2021-04-13 01:01:58
計算機應用(2021年3期)2021-03-18 13:44:48
計算機應用(2021年1期)2021-01-21 03:22:38
數學小靈通·3-4年級(2017年11期)2017-11-29 01:35:50