注排液型砂輪平衡裝置控制策略與實驗研究
2019-08-19 02:10:38張西寧張雯雯夏心銳
振動與沖擊 2019年15期
張西寧, 劉 旭, 張雯雯, 夏心銳
(西安交通大學 機械工程學院 機械制造系統工程國家重點實驗室,西安 710049)
機械加工作為機械裝備的最基本的環節,在制造業體系中扮演著中流砥柱的角色。磨削加工是一種采用砂輪等磨具切除零件上多余材料的機械加工方法,具有高效率與高精度的優點,近年來各制造大國相繼投入大量資金與人才,研究與推廣磨削技術。磨削是加工亞微米級的一種有效的方法,其加工精度可以達到0.1 μm、表面粗糙度Ra低于0.025 μm,在硬質合金和陶瓷等模具材料加工中得到廣泛應用。另外,磨削技術在微結構光學功能元件模具制造領域得到高度重視,已廣泛應用于衍射光學元件、多棱鏡、微透鏡陣列與金字塔微結構等的加工,推動著光電成像、光纖通信、信息處理、生物醫學等領域快速發展[1]。
砂輪作為磨床的重要加工部件,砂輪的工作狀態直接影響著磨床的機械加工工藝能力[2-3]。由于砂輪制造、裝配誤差,運轉過程中砂輪磨損和磨削液的吸附會使砂輪源源不斷地產生不平衡量[4]。砂輪不平衡會引起磨床的劇烈振動,降低零件加工表面質量,縮短砂輪的壽命,影響磨床機械加工效率。砂輪的動不平衡問題已經成為制約提高磨削加工質量的瓶頸,特別是高速磨削技術的出現和應用,砂輪的不平衡問題日益突出。
磨床上常用的在線動平衡裝置主要有機械式[5-6]和液體式兩種。機械式在線平衡裝置最早出現在美國SCHMIT公司生產的SBS系列產品中,如果砂輪上存在失衡量時,通過電動機驅動兩個金屬配重滑塊沿圓周方向移動,分別產生校正量來補償砂輪不平衡量。機械式在線動平衡裝置中所使用的金屬配重滑塊所占的空間比較小,結構緊湊,對密封性也沒有要求。但是,這種平衡系統的平衡頭質量相對較大,導致其有效功率較低。液體式平衡裝置采用液體提供校正質量,具有平衡能力大、附加質量小、平衡控制精度高的優點,已廣泛應用于磨床上。根據改變液體質量分布方式不同,液體式平衡裝置可分為注液式、液體轉移式與注排液式等類型。注液式平衡裝置最早出現在德國 HOFMANN公司的發明專利中,該公司等已將此類裝置開發為成熟的產品,成功運用于磨床[7]。章云等[8]提出的注液式平衡裝置在高速主軸上得到成功運用,在轉速為20 700 r/min時,將不平衡造成的振動降低約78.8%。但是注液式平衡裝置只能注液不能排液,當砂輪產生源源不斷地不平衡量時,經過多次平衡操作,平衡裝置將充滿液體丟失平衡能力。潘鑫等[9-10]提出的氣壓液體式平衡裝置,采用壓縮空氣控制液體在兩組相通的儲液腔中相互轉移,進而改變平衡裝置內液體的質量分布,但此類型裝置結構復雜,氣壓裝置需要密封,可靠性較低。賀世正等[11]提出了排液功能的平衡裝置,試圖解決注液式平衡裝置丟失平衡能力的問題,通過控制安裝在平衡頭上的各電磁閥的開啟與閉合來實現可控排液功能。此類型裝置雖然能實現平衡裝置內液體的可控排出,但驅動電磁閥地開啟與閉合需要控制電流與電刷結構,極大地降低了平衡裝置的適用轉速范圍與使用壽命。隨著超高速磨削技術的快速發展,液體式平衡裝置將成為主流的自動平衡裝置,應用前景十分廣闊。本文中介紹一種結構簡單、具有排液功能的液體式平衡裝置和并提出了一種適用于此類型平衡裝置的控制策略。
1 注排液型動平衡基本原理

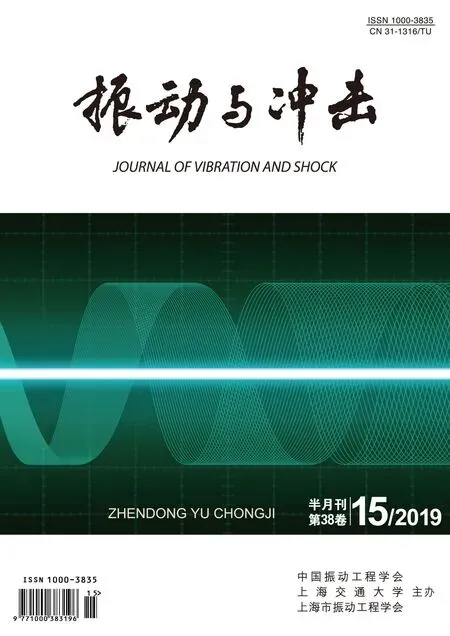
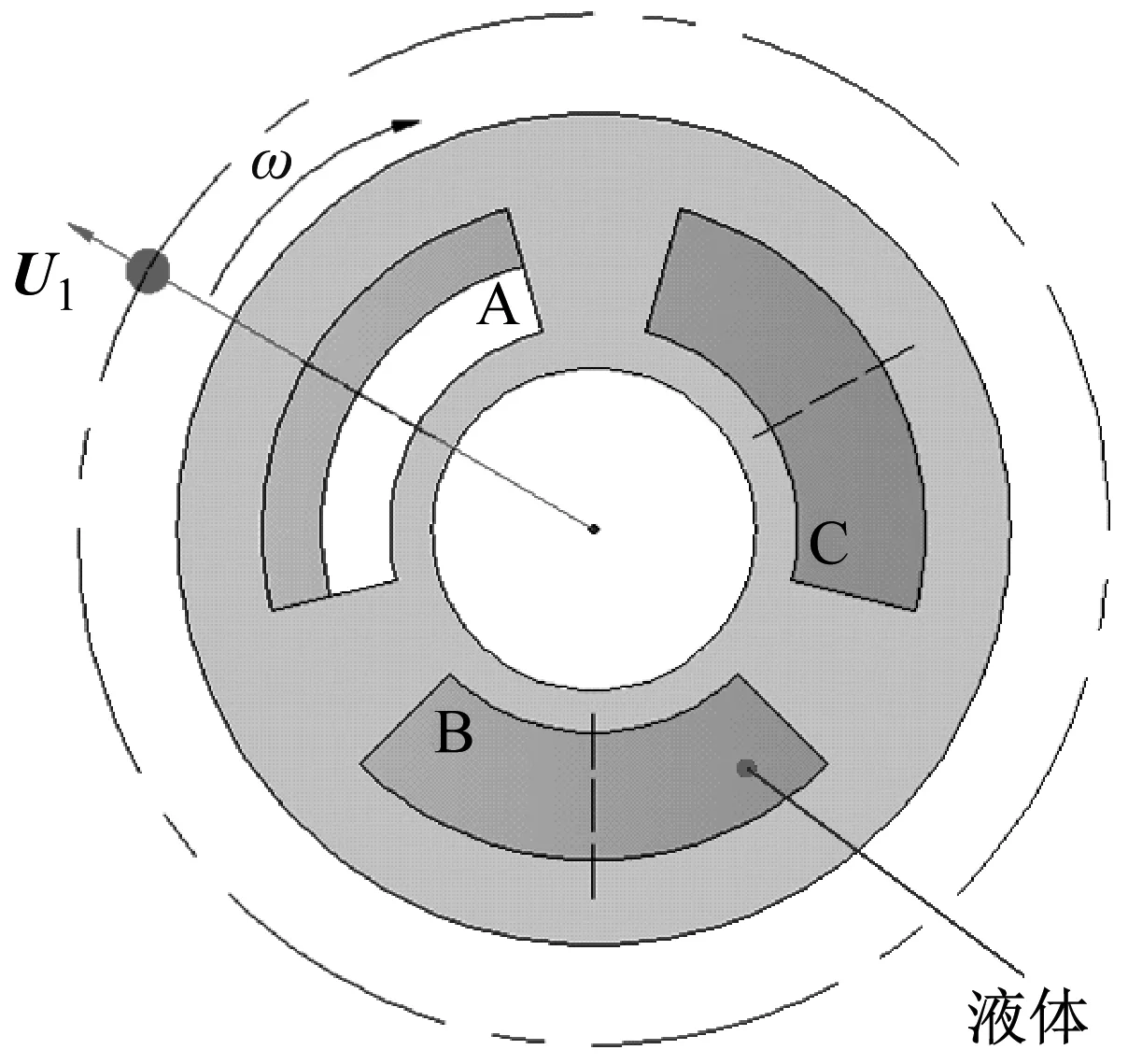
如果儲液腔內的液體可以被逐漸排出,系統將逐漸減少三個儲液腔內相互抵消的液體部分。基于上述考慮,提出了一種新型的注排液型砂輪在線動平衡方法,利用儲液腔內的殘余液體來實現動平衡的平衡裝置被設計出來。如圖1(c)所示,三個排液閥被設計在水槽內,三個排液閥分別與三個儲液腔相連通,儲液腔內的液體可以通過排液閥排出儲液腔外。同樣出現圖1(b)所示的情況時,三個儲液腔內的液體可以被逐漸排出,經過一段時間,變成圖1(c)所示的情況,三個儲液腔將擁有足夠的空間儲存液體,系統將會擁有持續的平衡能力。
(a) 注液式型動平衡工作原理
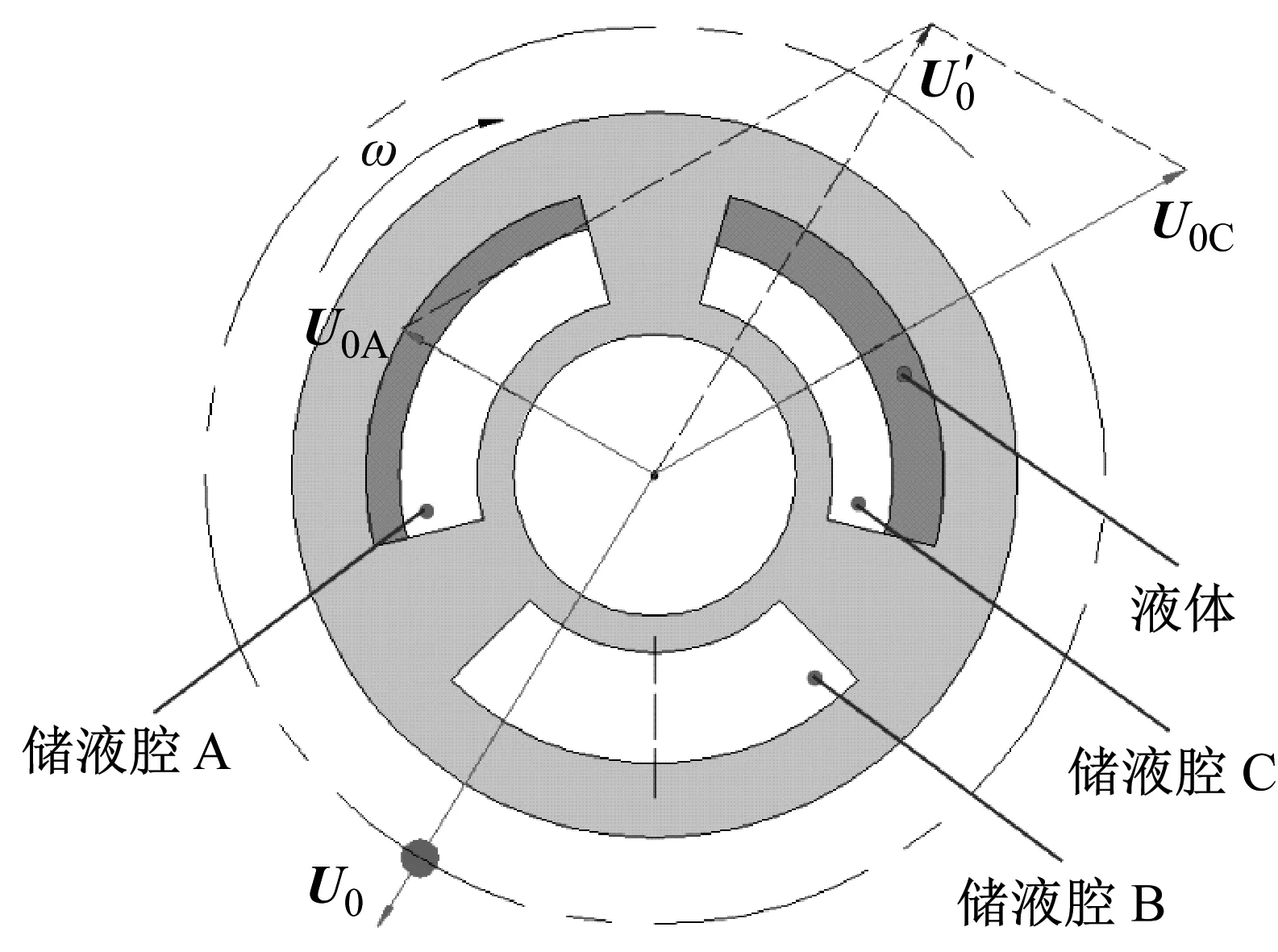
(b) 多次平衡后儲液腔充滿液體示意圖
(c) 注排液型動平衡工作原理
通過上文可以看出,注排液型動平衡的基本原理是通過實時控制注入到儲液腔的液體,對排出儲液腔的液體進行節流,但排液閥沒有開啟和閉合的功能,使儲液腔內殘余剩留一部分液體,進而提供所需要的校正質量,完成動平衡任務[12]。
2 控制策略
本文為此類型平衡裝置提供了一種液體控制策略,包括初次平衡進程和相位注液控制進程兩部分。初次平衡進程根據系統初始值進行動平衡計算向平衡裝置內注射液體,快速地將不平衡量降低到一個很小的值;相位注液控制進程通過設定目標振動值,根據砂輪失衡量的相位信息選擇相應的注射腔,采用模糊PID控制器控制電磁閥進行多次微量注液,將不平衡量維持在一個很低的水平。
2.1 初次平衡進程
為了提高動平衡的快速性,首先執行一次初始平衡進程,進行初次動平衡,如圖2所示。
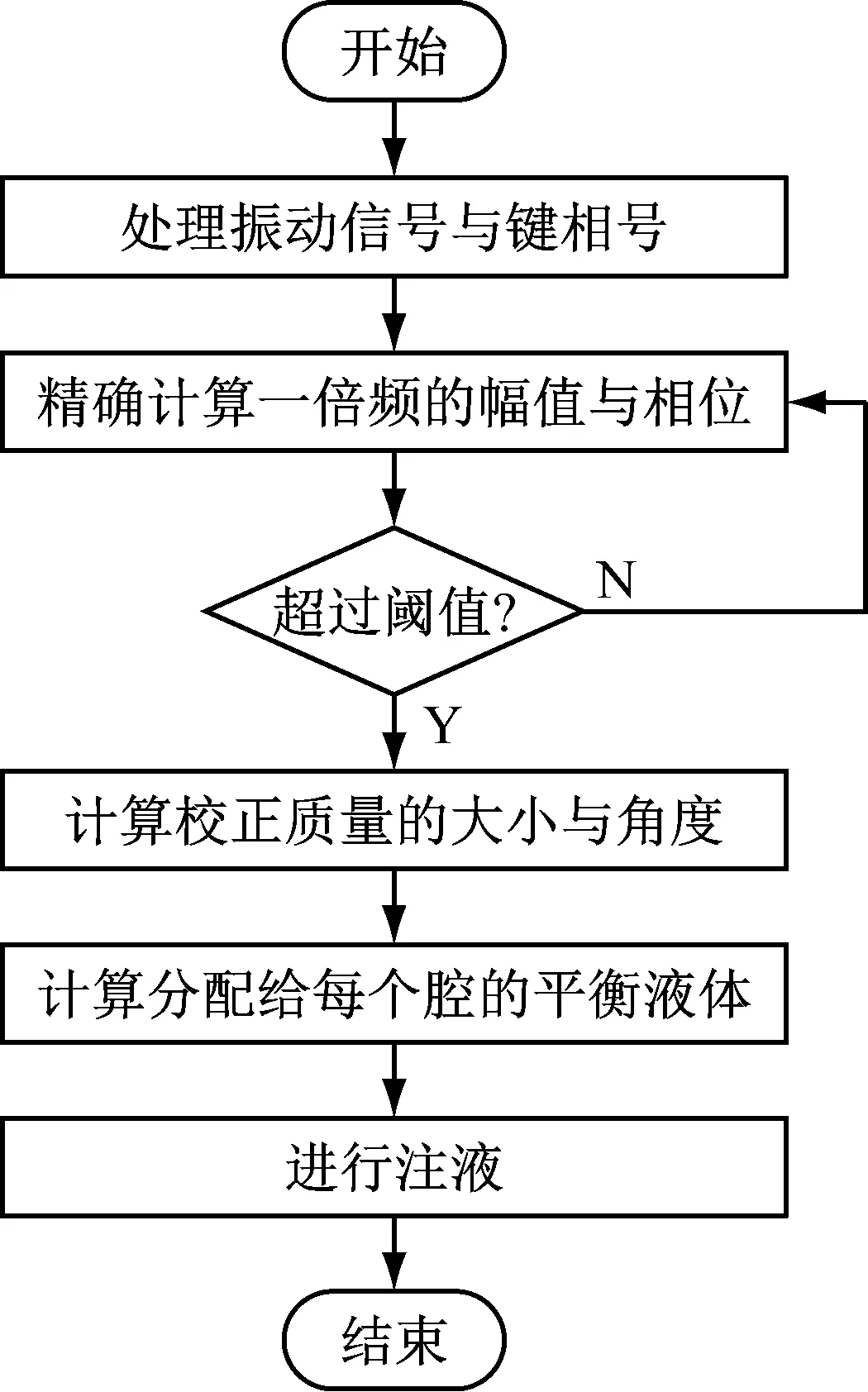
圖2 初次平衡進程
具體的流程如下:①處理傳感器采集到砂輪的振動信號與鍵相信號。②采用FFT與頻譜插值精確計算轉子振動的一倍頻幅值與相位。③如果計算出的振動幅值超過給定閾值,則進行下一步;否則,返回上一步。閾值是轉子允許的振動最大值,用轉子振動一倍頻幅值來表示。④根據轉子系統的影響系數,失衡量和校正質量可以根據一倍頻的幅值與相位計算出來。⑤根據儲液腔內液體質量和離心力的關系,計算分配給每個腔的液體。⑥控制電磁閥通過注液管向相應的儲液腔內注入液體,完成初次平衡進程。
2.2 相位注液控制流程
由于平衡頭的儲液腔內液體是通過排液閥不斷地被排出的,儲液腔的液體會逐漸減少,經過初次平衡進程建立的平衡狀態逐漸被破壞。因此,需要向儲液腔再次注射液體,維持之前的平衡狀態,這個維護的過程即相位注液控制進程。該進程沒有實時計算儲液腔內殘余液體的質量,主要根據失衡量的相位信息,向相應的儲液腔內多次注射微量液體,將失衡量降低到一個很小的值。在執行過一次初次平衡進程后,便開始執行相位注液進程,此進程一直執行直至停機,如圖3所示。
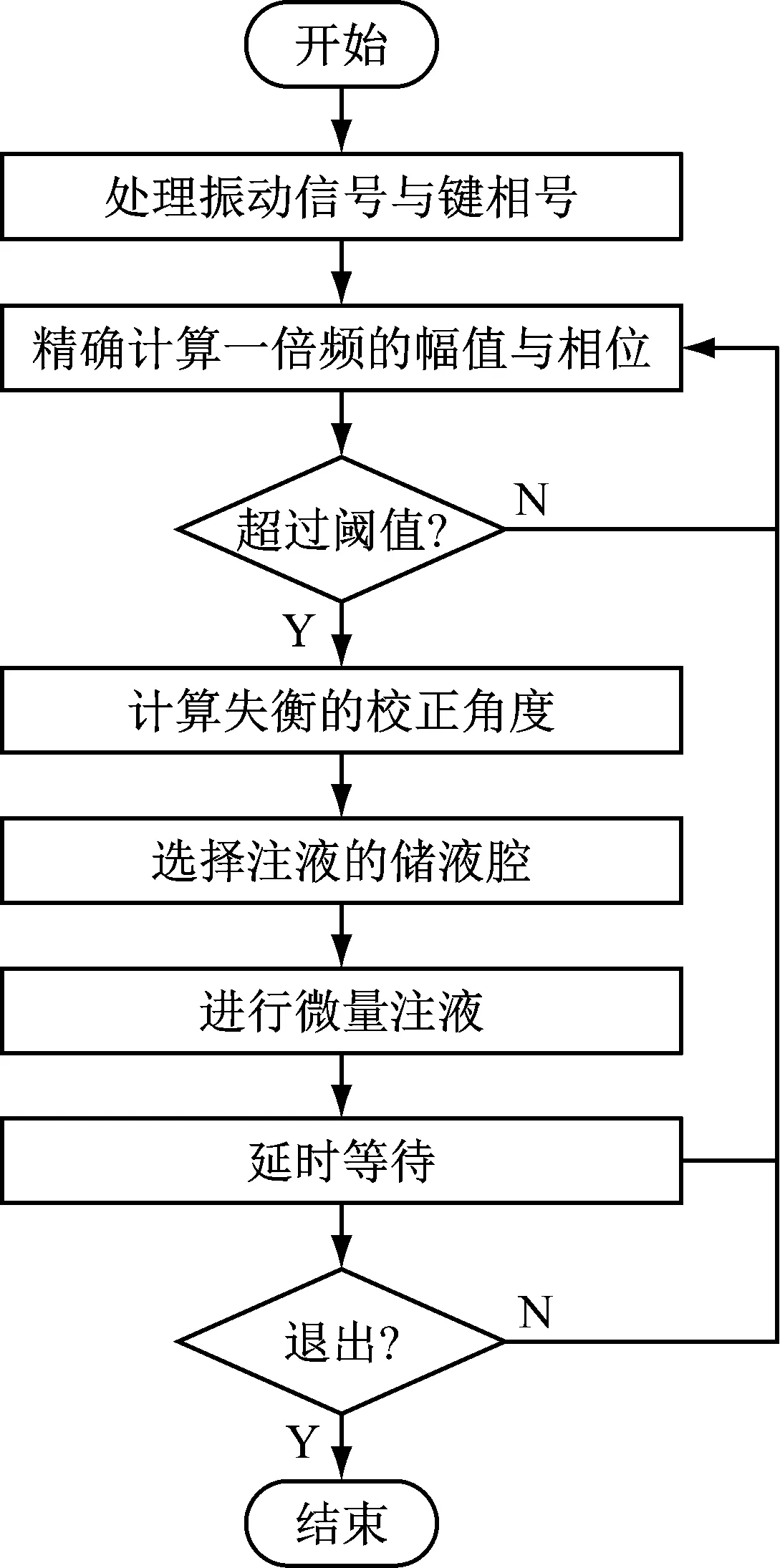
圖3 相位注液控制進程
具體的控制流程如下:①處理傳感器采集到砂輪的振動信號與鍵相信號。②采用FFT與頻譜插值精確計算轉子振動的一倍頻幅值與相位。③如果計算出的振動幅值超過給定閾值,則進行下一步;否則,返回上一步。閾值是轉子允許的振動最大值,用轉子振動一倍頻幅值來表示。④根據轉子的影響系數計算失衡量的相位,進而計算矯正角度。⑤根據失衡角度信息,確定需要注液的儲液腔和分配給各腔的微量液體質量。⑥控制電磁閥通過注液管向儲液腔內注入液體。⑦因向儲液腔內注入液體,到轉子振動減小是一個滯后的環節,所以需要延時給定的時間。⑧判斷是否退出相位注液控制進程。
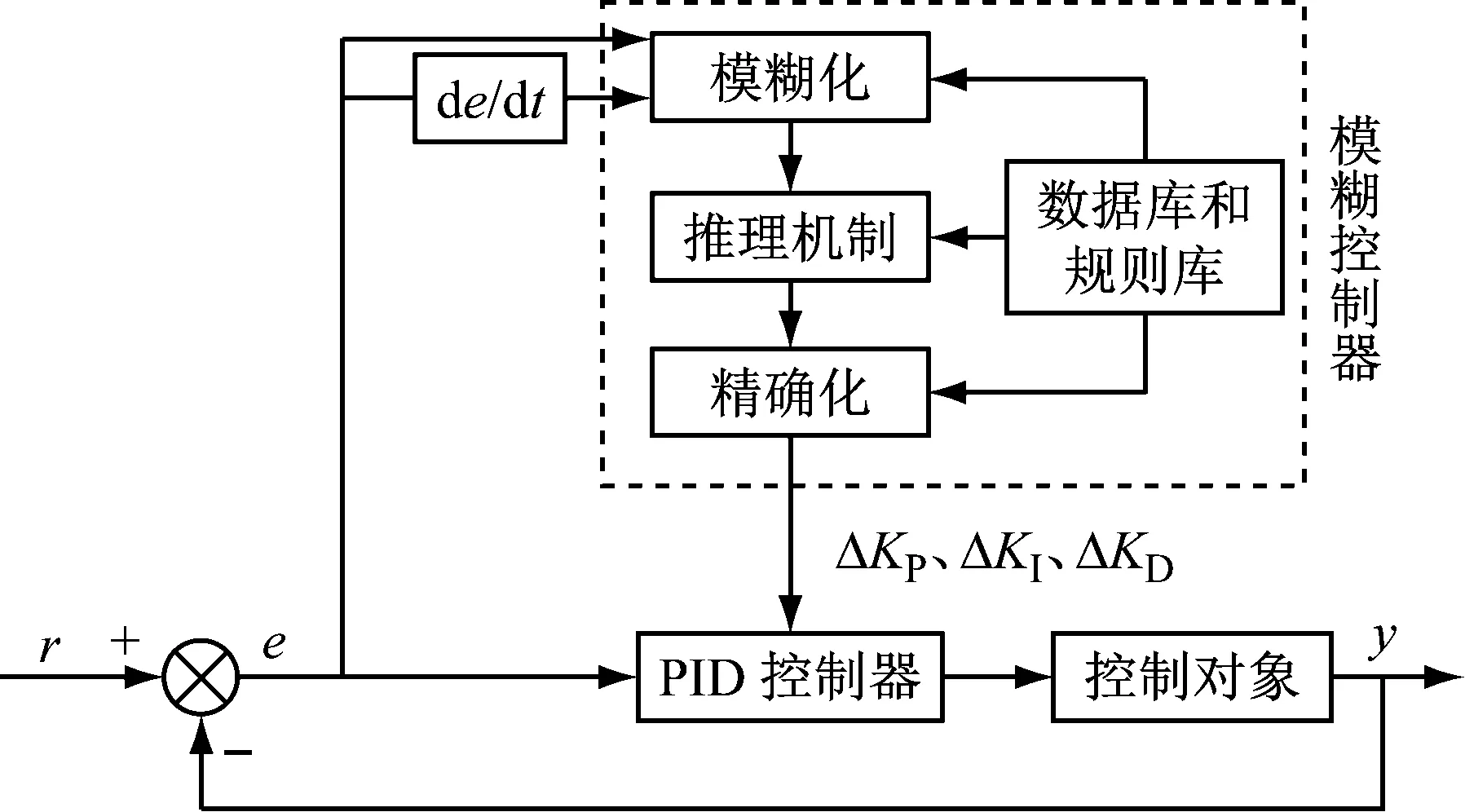
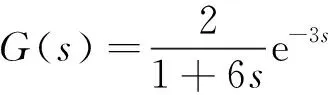
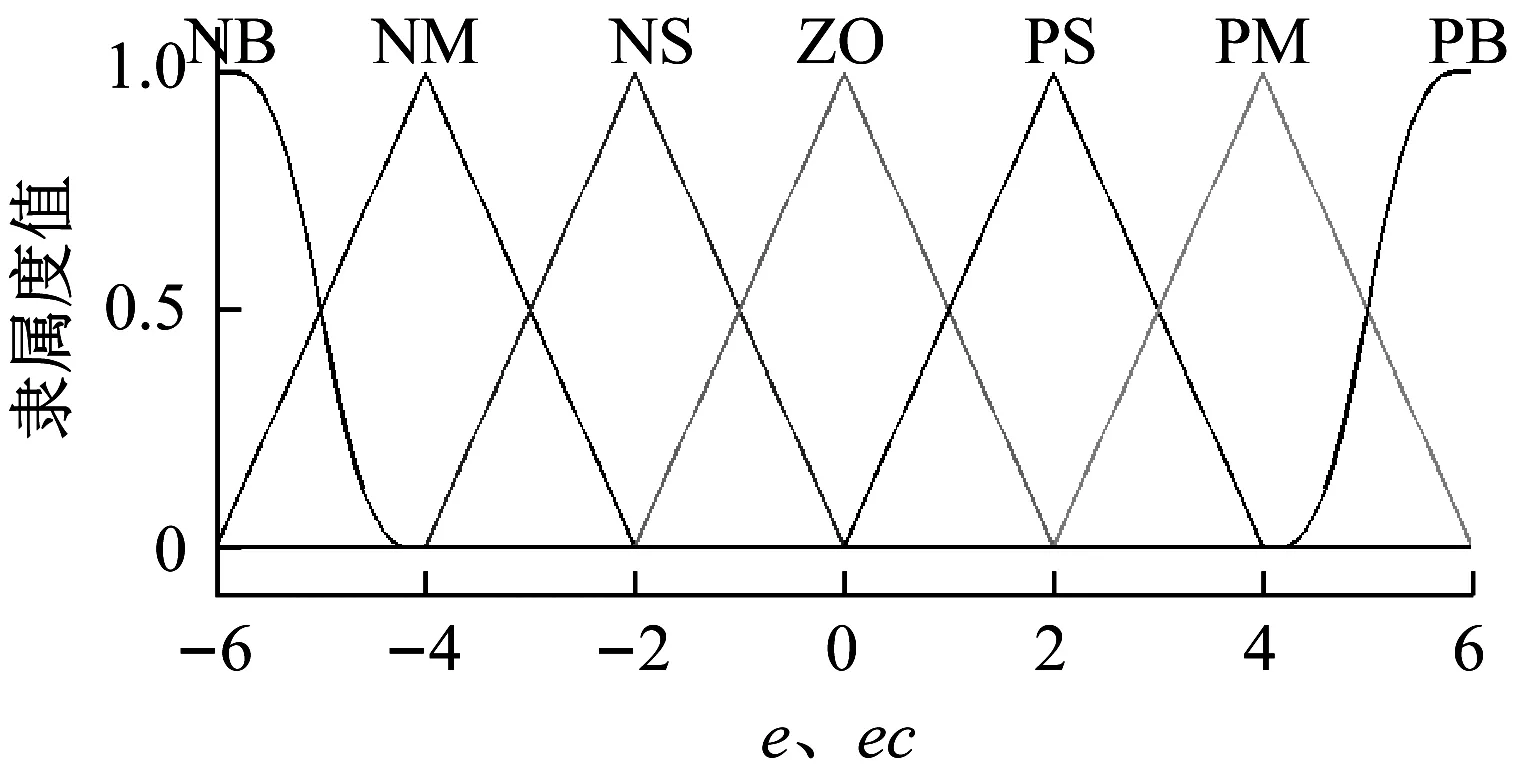
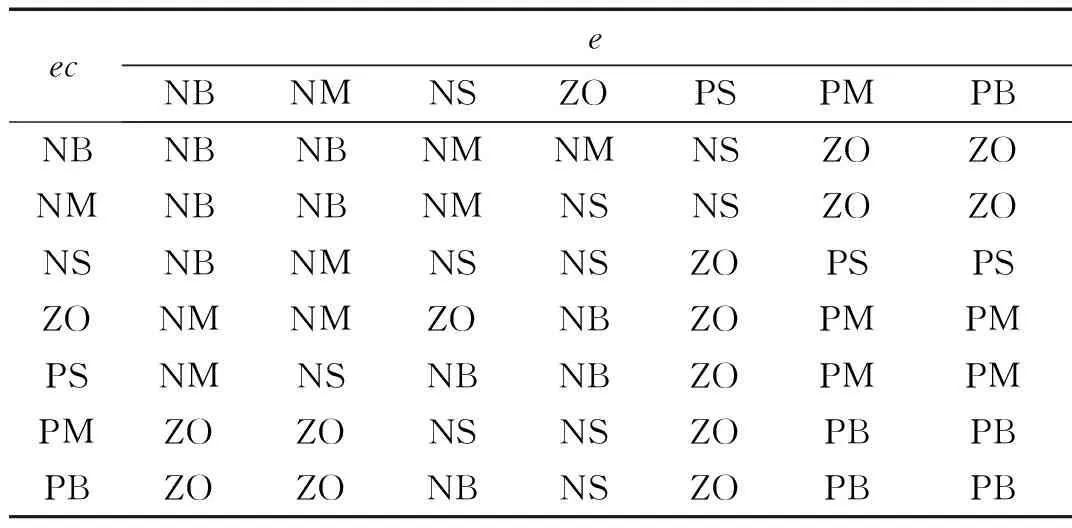
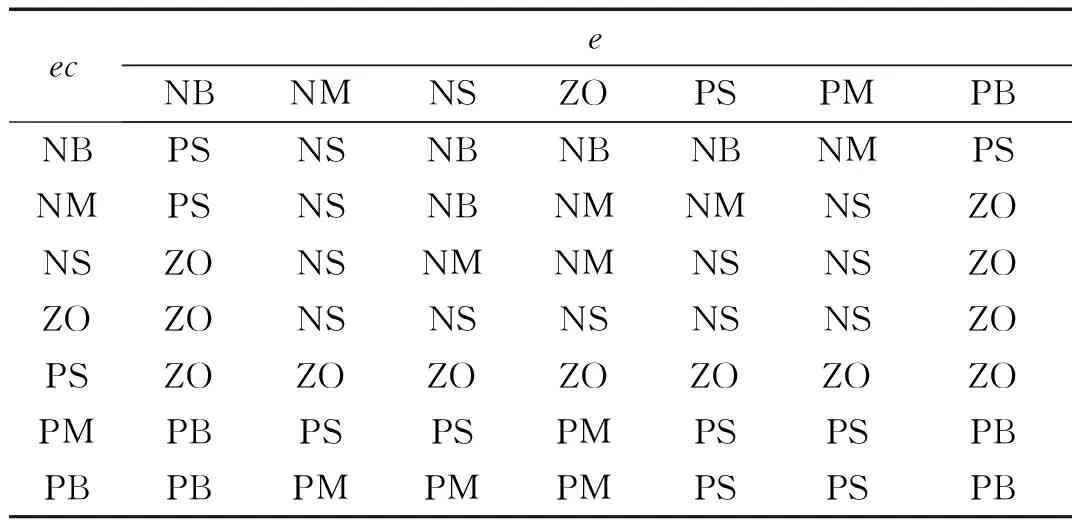
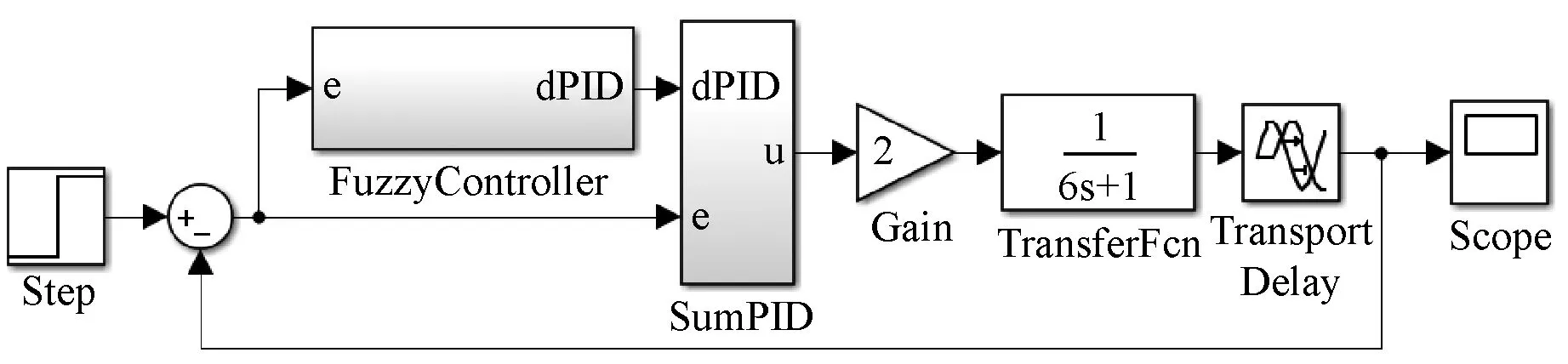
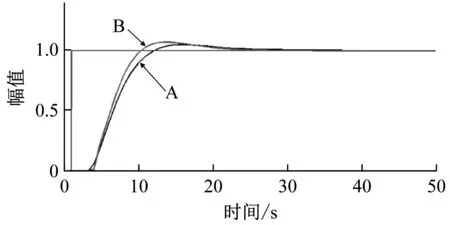
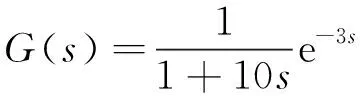
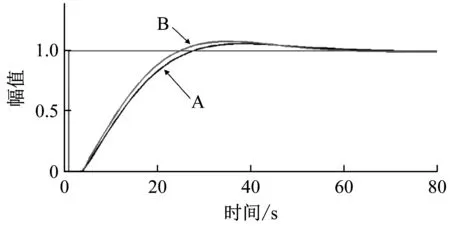
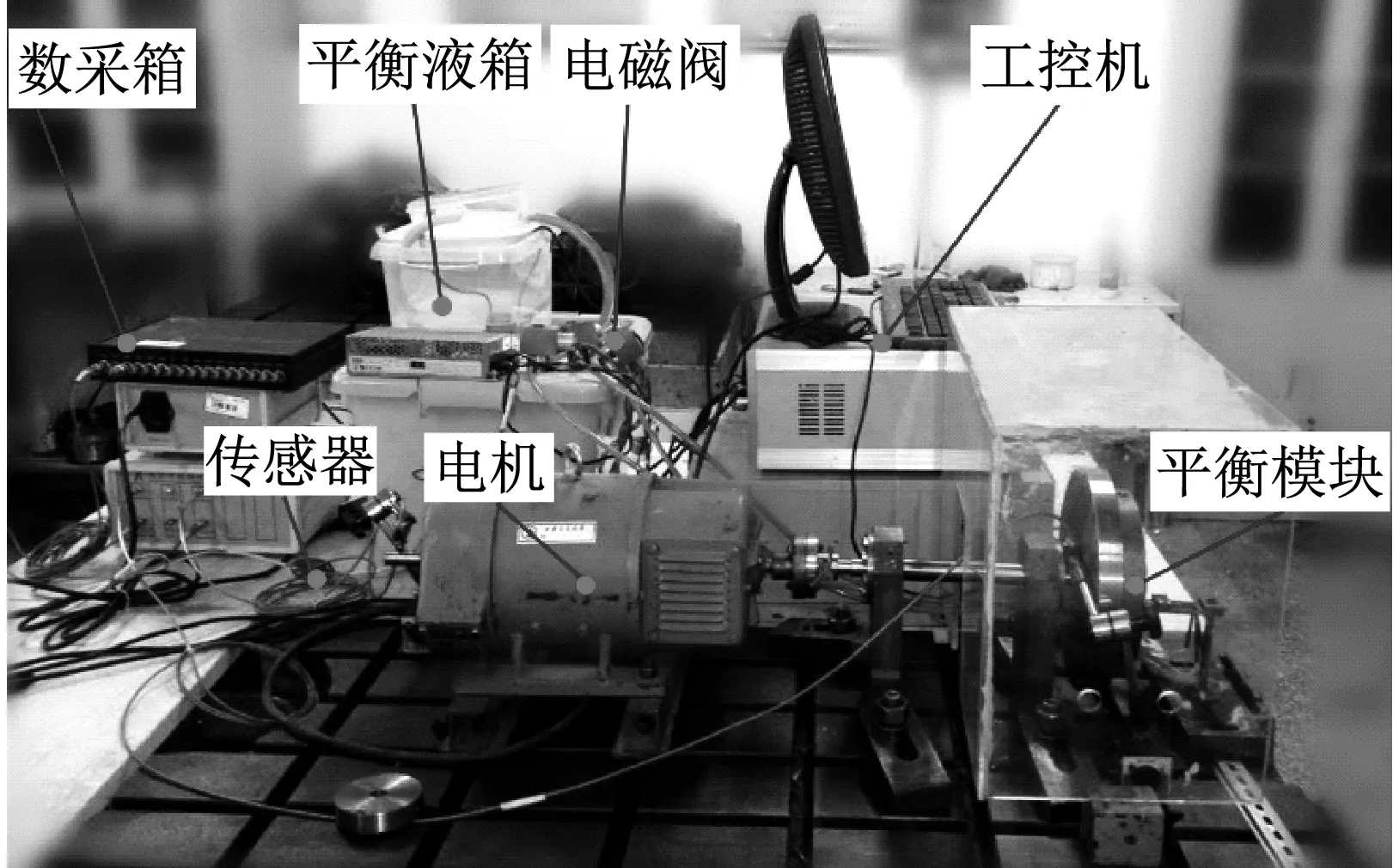
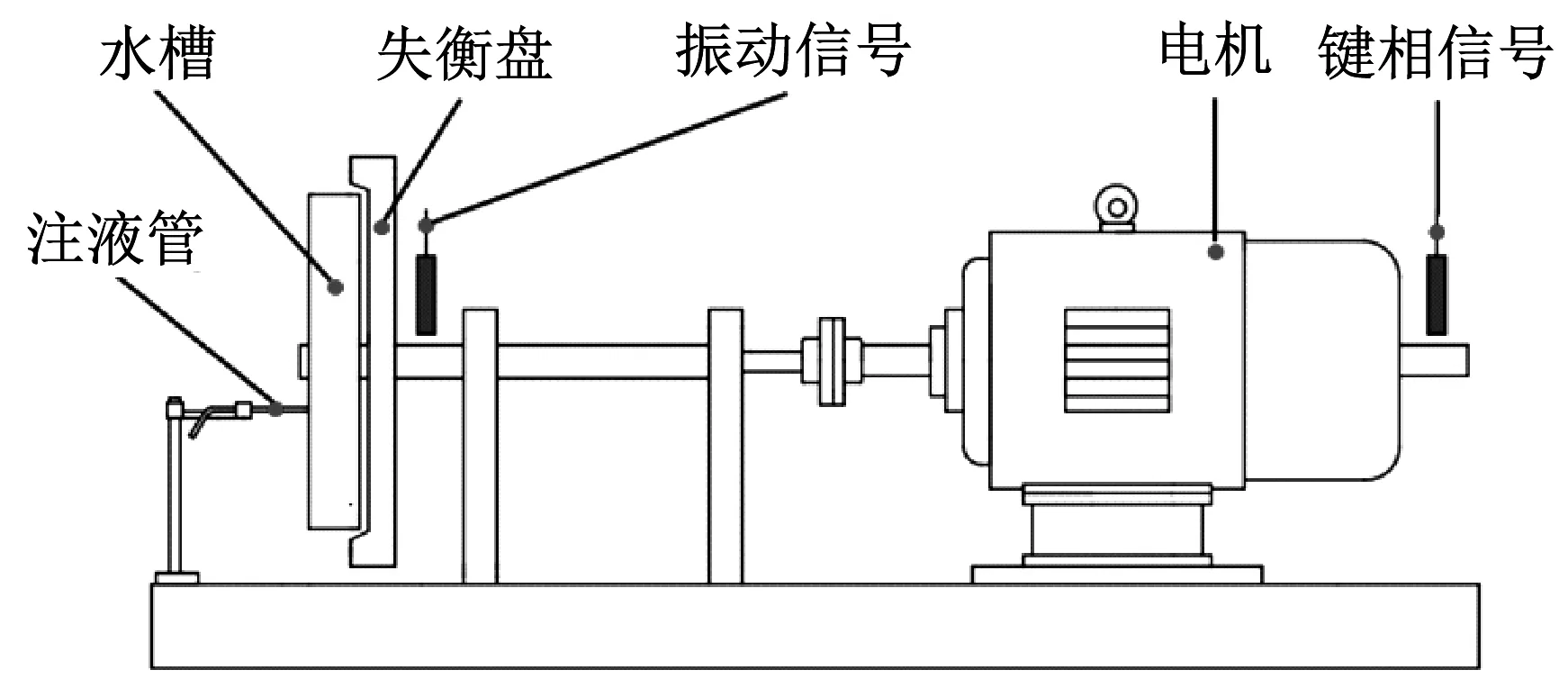
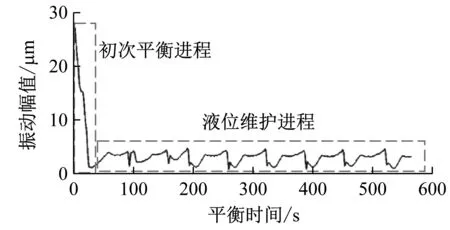
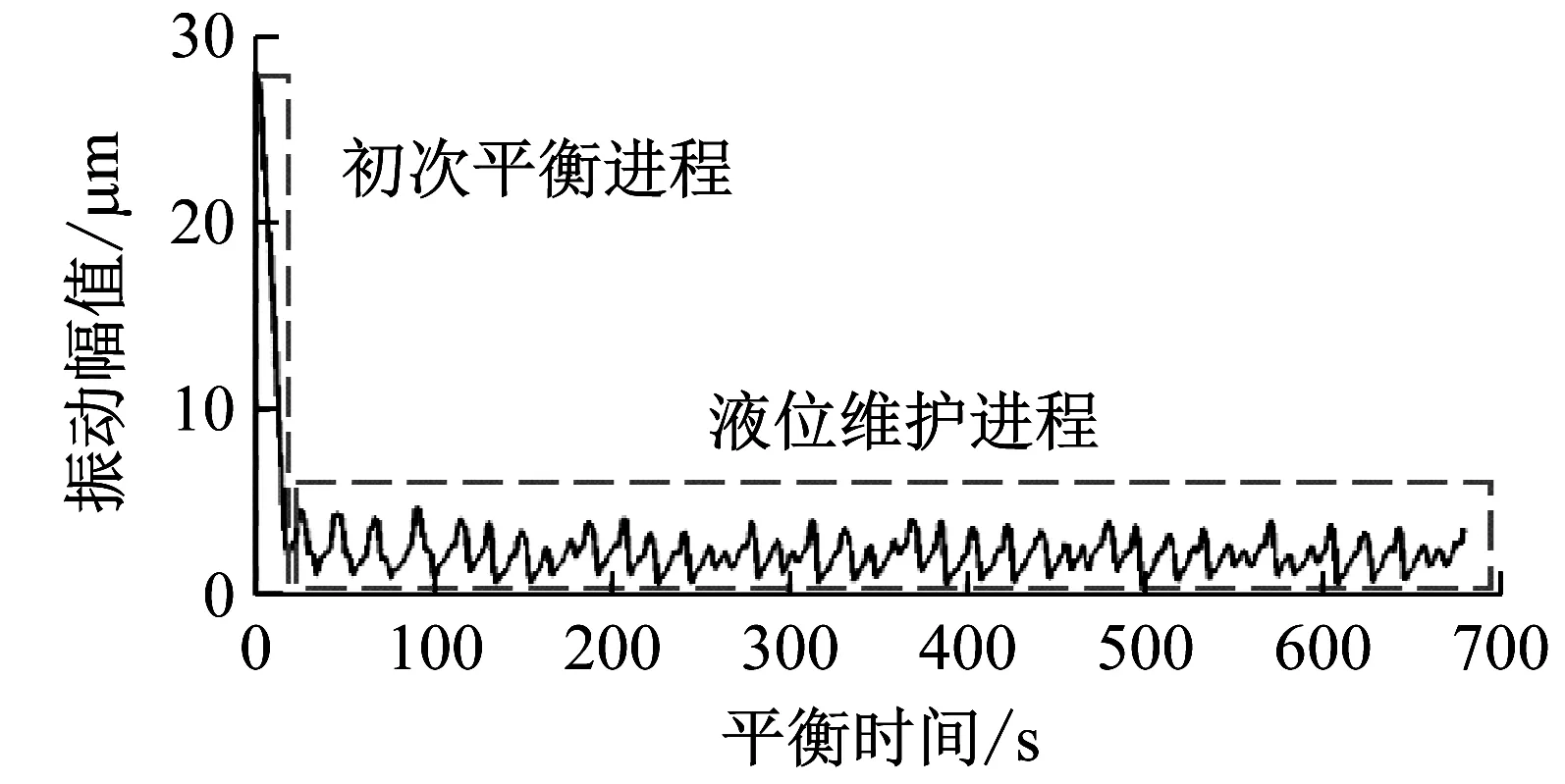
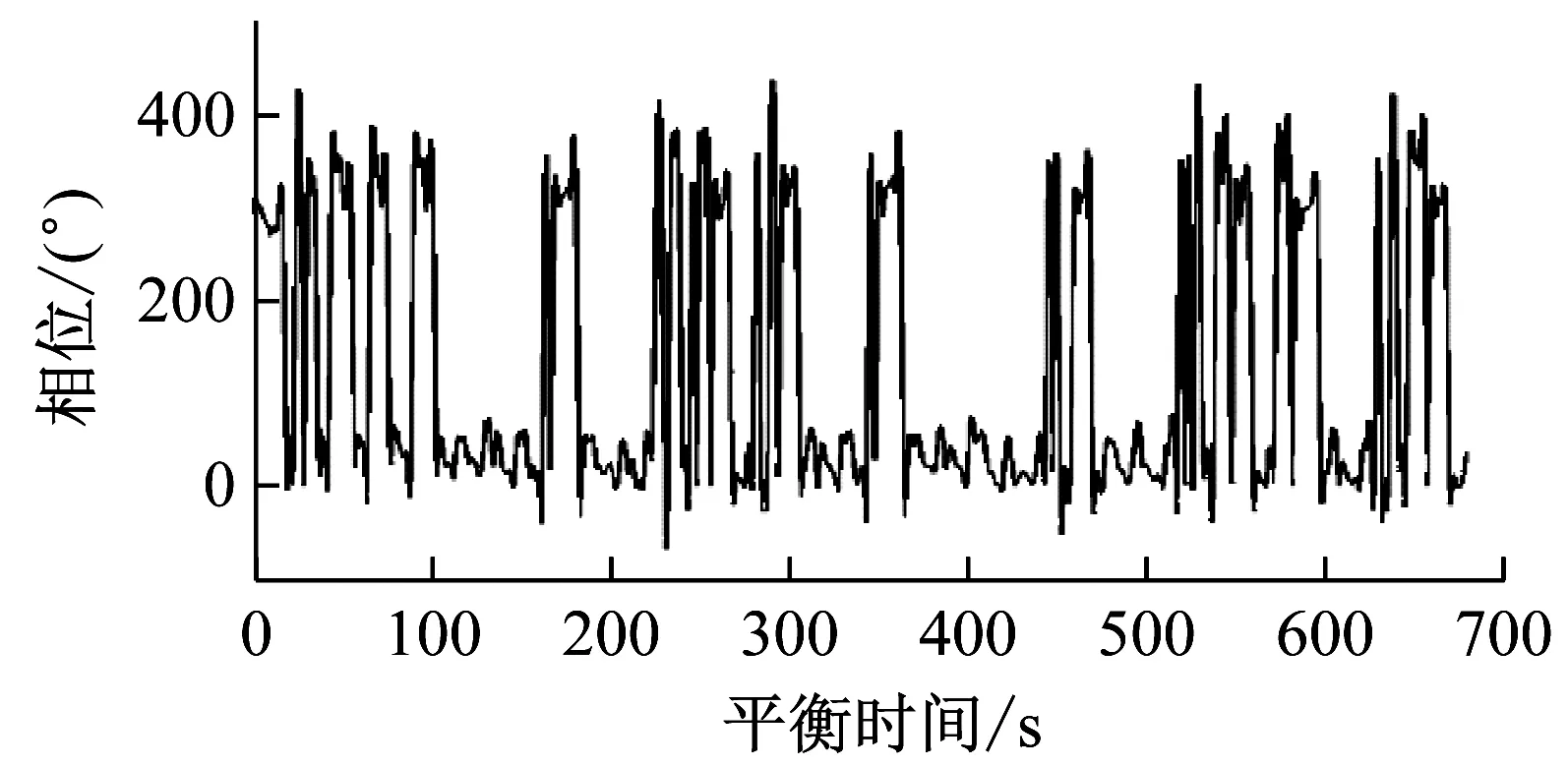
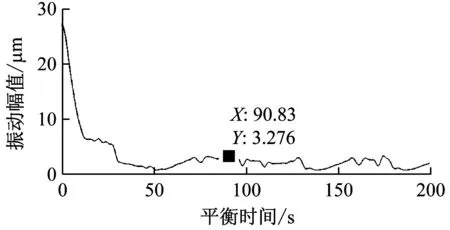
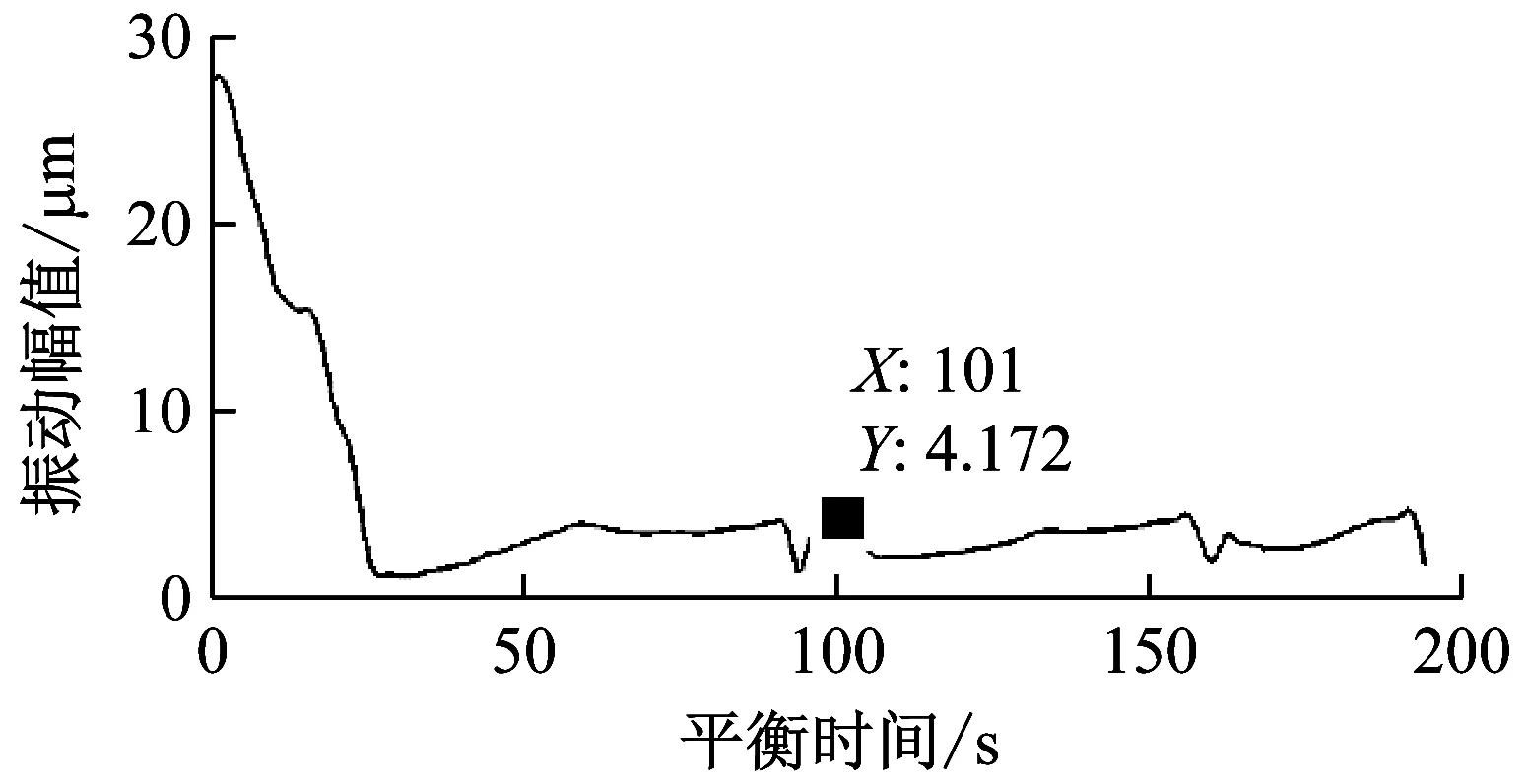
相位注液控制進程中,根據失衡的相位信息給各個儲液腔分配液體的詳細的解釋如圖4所示,主要分為分為四步。①如圖4(a)所示,假設轉子上失衡量為U1,由于已經執行過初次平衡進程,此時儲液腔A與儲液腔B均有一些液體。②這時需要向儲液腔A與儲液腔B注入相等質量的液體,記為m1。假設此時液體在儲液腔A與儲液腔B產生的離心力為C1A和C1B,且兩者相等,合力為C1,這時失衡量由U1變為U2,如圖4(b)所示。③對比U1和U2,發現失衡量有所減小,但失衡角度發生了偏移,所以下次向儲液腔注入液體時,需要向儲液腔B多注入些液體,記為m2;給儲液腔A少注入一些液體,記為m1,且m1 (a) 第一次注入液體前儲液腔內液體 (b) 第一次注入液體后儲液腔內液體 (c) 第二次注入液體后儲液腔內液體 (d) 兩次注液過程中失衡量的變化 Fig.4 Procedures of the liquid injection using angle information PID控制器是因其算法流程簡單、工程容易實現和可靠性高被廣泛應用于工業過程控制。然而,對于一些難以用數學模型描述的系統或者時變的系統,常規的PID控制無法取得滿意的控制效果,模糊控制是解決這一問題的有效方法。模糊控制系統非常適用于那些測量數據不準確、要處理的數據量過大、一些復雜可變的被控對象等場合。模糊PID控制是將模糊控制與PID控制結合,獲取兩種控制方法的優點,以取得更好的控制效果[13-14]。圖5為模糊PID控制原理圖,包括:模糊化、推理機制、精確化、數據庫、規則庫、PID控制等幾個模塊。 圖5 模糊PID控制原理圖 由于向儲液腔內注液到轉子的振動降低這一過程的數學模型不易確定,故采用Ziegler-Nichols法則調整PID控制器。受控對象的數學模型可采用一階慣性環節加純延遲環節來表示,通過實驗測量相關參數得到其傳遞函數為 (1) 根據式(1)表示的注液系統的傳遞函數,設計參數自調節模糊PID控制器。模糊控制器的結構為兩輸入三輸出,測量的轉軸振動幅值與目標振動幅值之差記為e,以誤差e和誤差變化率ec(de/dt)為輸入量,模糊論域均取[-6, 6];ΔKP、ΔKI、ΔKD為輸出變量,模糊論域均取[-10,10]。輸入變量e和ec的量化因子Ae=Aec=6,輸出變量ΔKP、ΔKI、ΔKD的量化因子AP=0.005、AI=0.002、AD=0.01,量化因子對控制性能有很大的影響,需要在實驗中進一步調整。 所有的輸入與輸出變量的語言值均設定為7個,即{負大(NB)、負中(NM)、負小(NS)、零(ZO)、正小(PS)、正中(PM)、正大(PB)},采用MATLAB的Simulink工具箱進行模糊控制器設計,隸屬度函數采用三角形隸屬度函數、Z形隸屬度函數、S形隸屬度函數,如圖6所示。 圖6 隸屬度函數設計 模糊自整定PID的主要思路是先建立PID的三個參數與誤差e和誤差變化率ec的模糊關系。在控制過程中,實時檢測e和ec的值,再根據模糊控制理論對PID控制器三個參數進行在線修改,進而控制被控對象。輸出變量KP、KI、KD的計算式如式(2)所示。 (2) 根據KP、KI、KD的調節規律,歸納相應的參數調節規則,在仿真和實驗過程中進行反復調試,最后得出ΔKP、ΔKI、ΔKD的模糊控制表如表1~3所示。 使用Simulink工具箱,結合PID控制器結構,建立注液過程的參數自整定模糊PID控制系統仿真型,如圖7所示。 設置仿真參數,通過用PID控制器、模糊PID控制器分別對系統進行控制,可以得到仿真響應曲線如下圖8所示。A曲線為模糊PID控制響應曲線,B曲線為PID控制響應曲線。圖中結果表示模糊PID控制的超調量更小,性能更為優越。 表1 輸出ΔKP的模糊規則表 表2 輸出ΔKI的模糊規則表 表3 輸出ΔKD的模糊規則表 圖7 注液過程模糊PID控制系統仿真模型 圖8 PID控制與模糊PID控制對比仿真圖 由于儲液腔內的液體是隨時間變化的,即注液過程的系統模型是個時變的模型。當模型參數改變時,再次分別采用兩種控制方式分別進行仿真。假設系統模型改變為式(3),A曲線為模糊PID控制響應曲線,B曲線為PID控制響應曲線。圖9中結果表明當系統模型改變時,模糊PID依然可以有較好的控制效果。 (3) 圖9 系統模型改變后兩種控制對比仿真圖 設計磨床實驗臺來模擬砂輪的實際工況,實驗臺如圖10所示,主要包括提供校正質量的平衡頭模塊,進行注液的注液模塊,對液體進行節流的排液模塊和進行數據采集的數據采集模塊。采用LabVIEW開發在線動平衡軟件系統,可以實現磨床砂輪運行狀態的監測、振動信息的處理和不平衡量的識別與補償,快速、高效地完成動平衡任務。采用ZA21系列電渦流傳感器,靈敏度為20.00 V/mm。數據采集器為CBook2000系列,采樣頻率最高為200 kHz。選用的微型電磁閥型號為ASCO8262G001,該閥具有流量小、開啟允許頻率高、線性度好和開關反應時間短的特點。電機選擇的是西瑪Z2-12直流電機,電機的額定功率為1.1 kW,最大轉速為3 000 r/min。電機調速器采用單相直流電機調速器,可以調節電機的轉速在0~3 000 r/min范圍之內。工控機采用研華工控機,具有多個ISA和PCI總線插槽,滿足實驗需求。 (a) 動平衡實驗臺 (b) 實驗臺結構簡圖 首先,進行相位注液控制流程實驗驗證,選取不同的微量注液質量開展動平衡實驗。實驗轉速為2 700 r/min,排液閥的孔徑為0.2 mm,每次微量注液質量m1=2 g和m2=4 g,在失衡模擬盤0°添加7.08 g試重模擬砂輪失衡,進行動平衡實驗。實驗中測得振動的轉頻幅值和相位的變化,如圖11所示。當檢測到有不平衡量時且振動幅值超過系統設定的閾值時,開始執行初次平衡進程,進行動平衡計算向儲液腔內注液,不平衡量被降低到一個很小的值。由于儲液腔里的液體可以通過排液閥不斷的排出,不平衡量和振動幅值開始逐漸增大;當振動幅值超過閾值時,開始執行相位注液進程,根據失衡量的相位信息,控制電磁閥多次向儲液腔內注入微量的液體。多次執行相位注液控制進程可以將不平衡量和振動幅值降低到一個很小的值,并且長期維持在較低的水平。轉頻振動幅值由27.6 μm下降到4.3 μm,振動幅值下降達84%,平衡效果顯著。失衡量相位的變化為注液提供了充足的信息,如圖11(b)所示。改變每次微量注液質量,其他參數不變,m1=0.5 g和m2=1.5 g,進行動平衡實驗。注排液動平衡實驗中測得軸振動的轉頻幅值變化如圖12所示。振動幅值由27.6 μm下降到3.5 μm,振動幅值下降達87%,平衡效果優于第一組。 (a) 轉頻振動幅值的變化 (b) 轉頻振動相位的變化 (a) 轉頻振動幅值的變化 (b) 轉頻振動相位的變化 通過以上兩組實驗驗證了相位注液控制策略的可行性與有效性,由失衡量產生的振動幅值可以很快的被降低到很小的水平,并且可以在較長時間將砂輪的振動幅值維持在一個較低的水平。并且,m1和m2取盡量小的值,可以取得更好的動平衡效果。 在相位注液控制策略的基礎上,采用模糊PID控制電磁閥進行微量注液,進行動平衡實驗驗證。在2 700 r/min進行動平衡對比實驗,結果如圖13所示。發現在初始不平衡量和振動幅值大致相同的情況下,采用模糊PID控制微量注液可以降低微量注液引起的超調量,系統的振動幅值可以降低到一個更低的值,降幅達89%,平衡效果更為顯著,驗證了模糊PID控制注液過程的有效性。 (a) 模糊PID控制注液實驗結果 (b) 未采用模糊PID控制注液實驗結果 針對現有的磨床在線動平衡方法存在的不足,本文介紹了一種新的注排液型在線動平衡方法,提出了一種適用此類型平衡裝置的控制策略,解決了注液型在線動平衡方法的儲液腔充滿液體喪失平衡能力的問題。通過在線動平衡實驗,驗證了本文提出的策略的可行性和有效性。本文的主要研究結論如下: (1) 介紹了通過控制向平衡頭的儲液腔內注入的液體質量和對排出儲液腔的液體不加控制僅采用小孔節流,進而控制儲液腔內殘余液體質量,提供所需的校正質量的注排液型動平衡原理。介紹的動平衡方法具有平衡能力大、附加質量小和適用轉速高的優點。 (2) 提出了一種適用于注排液型自動平衡裝置的液體控制策略,包括初次平衡進程和相位注液控制進程兩部分。初次平衡進程根據系統初始值進行動平衡計算向平衡裝置內注射液體,快速地將不平衡量降低到一個很小的值;相位注液控制進程通過設定目標振動值,根據砂輪失衡量的相位信息選擇相應的注射腔,采用模糊PID控制器控制電磁閥進行多次微量注液,將不平衡量維持在一個很低的水平。兩個進程協同工作,快速、高效地完成動平衡任務。 (3) 設計和搭建了模擬磨床砂輪失衡的動平衡實驗臺,開展在線動平衡實驗。針對提出的控制策略,開展在線動平衡實驗,動平衡實驗結果表明,提出的控制策略可以將不平衡振動降低達89%,驗證了本文提出的注排液型砂輪在線動平衡控制策略的可行性和有效性。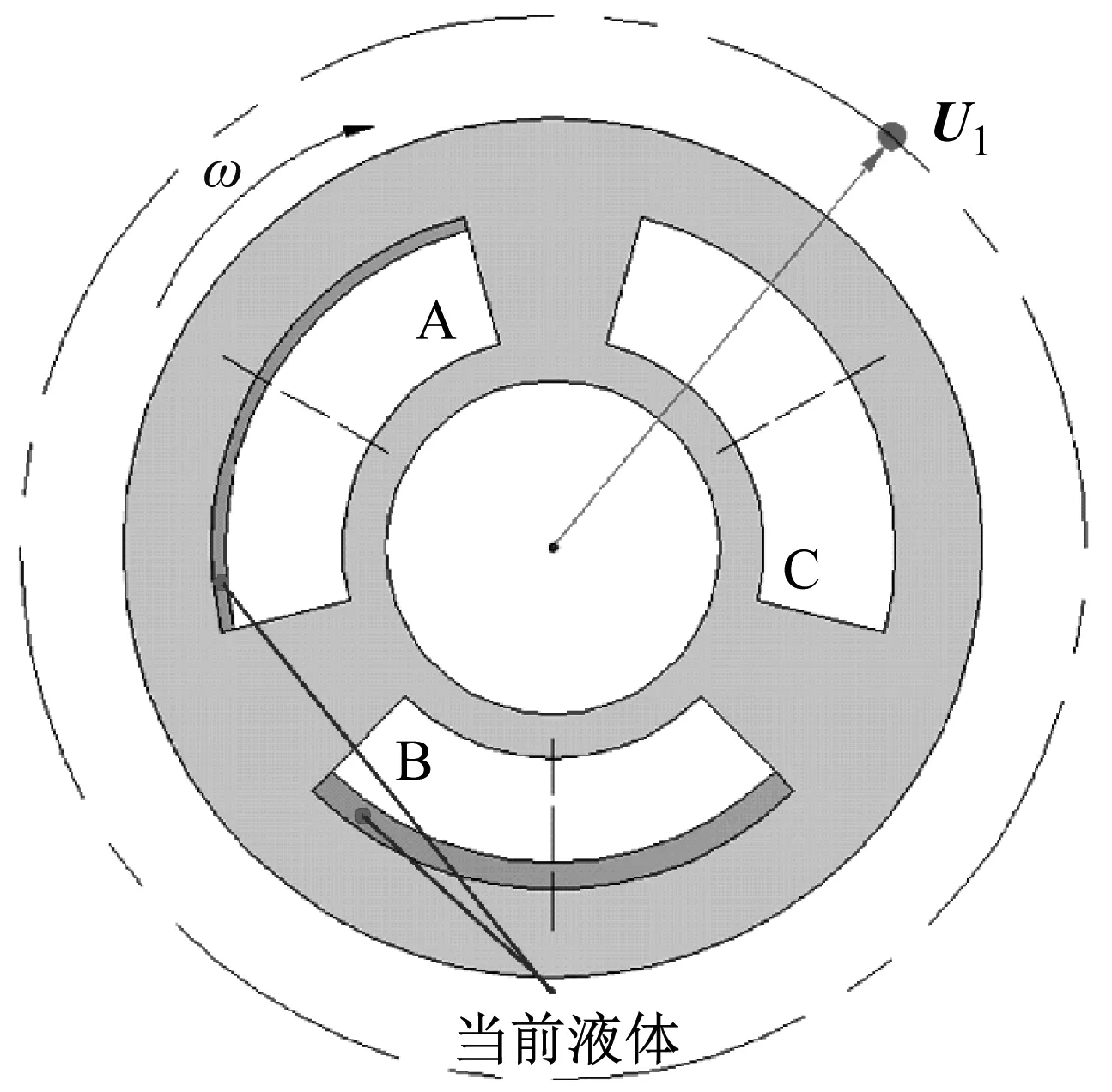

2.3 模糊PID控制微量注液

3 實驗研究
3.1 實驗裝置
3.2 實驗驗證

4 結 論
猜你喜歡
科學大眾(2023年17期)2023-10-26 07:39:14
小獼猴智力畫刊(2022年9期)2022-11-04 02:31:42
天天愛科學(2020年6期)2020-09-10 07:22:44
中國外匯(2019年20期)2019-11-25 09:54:58
小哥白尼(趣味科學)(2019年6期)2019-10-10 01:01:50
數學物理學報(2017年6期)2018-01-22 02:26:40
發明與創新(2016年38期)2016-08-22 03:02:52
太空探索(2016年5期)2016-07-12 15:17:55
計算物理(2014年2期)2014-03-11 17:01:44
民主與科學(2014年3期)2014-02-28 11:23:03