夾持高速鋼刀條的新型刨床刀桿
2019-08-13 17:08:33魯磊李斌趙忠剛
錦繡·上旬刊 2019年4期
魯磊 李斌 趙忠剛
摘 要:本文重點講述了新式夾持高速鋼刀條的刨削刀桿的設制與應用及注意事項,該刀桿切實提高了高速鋼刀條的利用率,減少的重磨刀刃的時間,提高了刨床操作者的工作效率。
關鍵詞:刨床;刀桿;高速鋼刀條
0.引言
高速鋼刀條是刨削過程中比較常用的刀具,通過近期對公司刨削工序的觀察研究,發現許多高速鋼刀條重磨時修磨時間較長,隨著刀頭的不斷使用、修磨,刀頭的斷屑槽不斷加深,刀頭磨去量較多,導致修磨時間較長。最終導致刀頭的前刀面與后刀面基本貼合,達到無法使用狀態,這是許多刨床操作者特別頭痛的事項。此時則需將刀條倒過頭來重新修磨刀刃,最終還是會造成上述狀態,不得不對刀頭采取縱向“齊頭”措施,磨去已經無法重磨的部分,或者在線切割上割掉這段不能重磨使用的部分。這樣不但造成了對刀具的浪費,還延長了刨削操作者的輔助時間。為此,筆者經過長期推敲,發現了目前刨床操作者所使用的夾持高速鋼刀條的刀桿存在問題,并研制了新式夾持高速鋼刀條的刀桿,徹底杜絕了上述問題的出現。現簡要介紹如下。
1.新式夾持高速鋼刀條的刨削刀桿的設制與應用
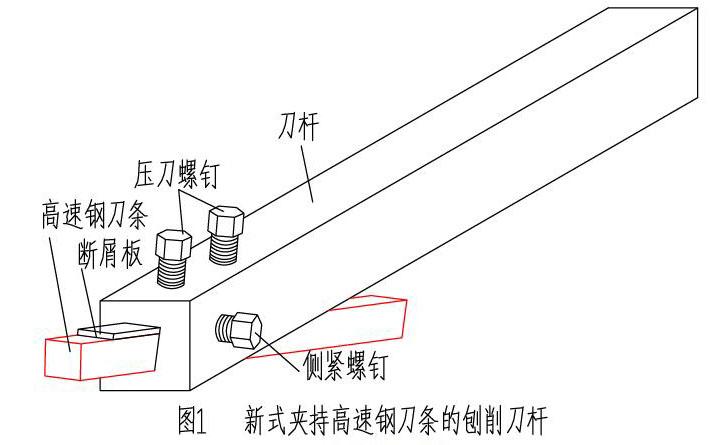
根據通常刨削刀具前角的要求,設制刀桿安裝高速鋼刀條的裝刀槽縱向軸心線與刀桿縱向軸心線成15度夾角,以使刀條安裝在刀桿上就具有了15度的前角,不用再人工修磨高速鋼刀條的前角。為使刨削輕快,須將刨刀安裝槽在刀桿橫截面上適當旋轉一定的角度,這樣可使刨削刀具水平方向進給時的刀具前角為正值,減小刨削工件的阻力。新式夾持高速鋼刀條的刨削刀桿整體結構如圖1所示。采用這種刀桿裝刀后,只修磨刀頭后角和刃傾角即可,大大減少了修磨刀頭的時間。為防止刨削長度較大的工件而出現不斷屑的現象,特意在高速鋼刀條的前刀面上壓上一塊淬火的鋼板,以起到刨削過程中出現斷屑的作用,俗稱該板為“斷屑板”。刀刃的主偏角可通過旋轉刀桿及裝夾刀桿的刀桿座實現。
該型刀桿的裝刀孔采取斜向鉆孔后在插床或線切割上再加工方形槽即可。壓刀螺釘必須緊靠刀頭處,防止刨削過程中刀條在刀桿槽中的發顫現象。同時,在垂直進給刨削時,必須在刀桿側安裝側緊螺釘,杜絕刨削過程中刀條在刀槽孔中的擺動現象。
注意:修磨刀頭時,盡量不要在修磨刀頭的前刀面。
2.結尾語
該型刀桿設制簡單,使用方便,切實提高了刀條的利用率,減少了修磨刀頭的時間,提高了刨削操作者的實際刨削功效,便于推廣應用。
參考文獻
[1]劉春利,杜秀菊,趙紅梅.改進高速鋼刀具結構 提高內孔表面車削質量[J].工具技術,2007(09):52-54.
[2]陳紹華.機夾高速鋼切刀[J].電力修造技術,1981(04):37.
[3]方逢華.節約高速鋼的一種方法——高速鋼刀頭銲接的經驗[J].機械工人,1955(08):11-12.
[4]王崇倫,王家樹.焊接高速鋼刀頭的經驗[J].金屬加工(冷加工),1965(04):39.
[5]謝溪凌,王然,汪俊亮,鄭衛剛.一種新型刨床刀具的設計和仿真[J].機床與液壓,2013,41(16):68-70.
[6]伍偉,覃恒劍.利用刨床加工ZGMn13的刀具選擇與探討[J].科技創新導報,2013(19):18.