基于濾棒成形工藝的膠施膠方式的改進技術探究
2019-08-06 09:30:18林燕中山市潔鼎過濾制品有限公司
新商務周刊 2019年9期
關鍵詞:質量
文/林燕,中山市潔鼎過濾制品有限公司
濾棒成型機組是十分重要的在生產的過程中,這一機組的性能對于產品的質量有很深刻的影響。為了能夠將產品的最為核心的競爭力進行有一個大幅度的提高,就需要將其中最為有優勢的環節進行一個確定,能夠將其中有害的成分進行減少,保證其質量的穩定程度。濾棒最終的質量和在加工時所需要的原材料、成型設備、工藝參數等等很多因素都有關系。當把成型機的設備和加工時所需要的原料全部進行確認之后,那么對高透濾棒質量有著很大影響的工藝條件是中膠的施膠方式,所以本文將針對濾棒成型機現在還擁有的針式涂膠模式和非接觸霧化噴膠者最為常見的兩種方式進行了分析。
1 材料與方法
1.1 儀器與材料
第一步首先將一臺運行十分穩定的濾棒成型機進行選擇,然后對此安排一組能夠在幾臺進行操作的工作人員;第二步選取一臺較為穩定的綜合測試臺;第三步確定濾棒成形機組中常見的兩種在中膠的噴膠時所用的方法——針式涂膠的裝置和非接觸式霧化的噴膠裝置;第四步,將高透成型紙進行確定,最好是同一個廠家的。
1.2 方法
針式裝膠裝置。現階段在我們國家最為常見的方式是針式涂膠裝置在濾棒成型設備的使用中,該裝置有很多特點,比如膠液的涂抹很均勻、結構相對來說也比較合理、維護起來也十分的方便等等,在進行濾棒的生產過程中也較為穩定。但是隨著人們對于健康的要求和國家的規定,每一個生產廠家在濾棒的結構和內在上做出了不同程度的技術性質的研究,從而研發出了很多新的產品。雖然有很多新的產品被研發出來,但是給中膠涂膠方式帶來了比較大的挑戰,甚至帶來了質量上的隱患。所以對此進行了統計,在很長的一段時間內由于中線膠施加會出現不停的反滲和涂抹不均勻的現象而導致設備的功能和效果受到影響,這樣會使原材料被浪費,不能夠達到原先設定的質量、設備的指標要求。所以,從結構上、涂膠所顯示的狀況和成形紙的對比圖例上面能夠看到在這種裝置下所在涂抹出來的膠液是只有一毫米的寬度,并且十分容易反滲,產生很多的問題從而對濾棒在進行搭扣膠涂抹時由很大的影響,使得濾條產生了爆口和紙斷了的狀況,導致設備故障,浪費材料的狀況出現。
非接觸式霧化噴膠裝置。(如圖)
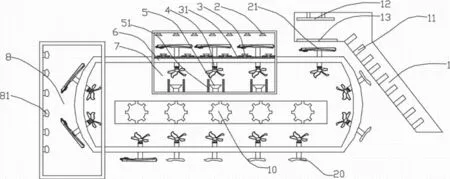
第一,面對膠線涂抹過窄和經常反滲這個問題,來進行了研究和試驗,將中線膠在進行施加的時候所使用的方式改變成非接觸式霧化噴膠,膠液是在進行霧化之后才被噴出來在紙上面,膠線所出現的寬度是大約在五毫米左右,膠液幾乎不會出現反滲。第二,通過對這個裝置進行實驗,再具體實施之后所出現的效果大概是這樣的:在使用這個裝置進行噴膠之后對高透濾棒的總的質量進行一個考核所得出的平均分是九十分以上;再將措施進行十分具體的實施之后在使用濾棒成形設備時有明顯效果的作業的效率的考試所得出的平均分是百分之九十左右;在將措施進行具體實施之后使用的成型機中起到最主要作用的材料的消耗量是大約一箱高透成型紙中有十一米左右,醋纖絲束單單一箱的節耗量為0.0669千克,乳白膠的一箱節耗為0.004千克。第三,在原來中線定位膠所使用的模式是針式涂膠,膠液在紙上涂抹出來過于狹窄,只有一毫米的寬度,乳白膠很容易反滲,并且因此還會出現很多的問題,甚至會造成濾棒直徑控制的系統出現問題,和另外的一些產品出現嚴重的質量問題,所以會給產品所應該有的質量上穩定性造成很大的影響。
2 結果與鞏固措施
2.1 結果
使用了非接觸式霧化噴膠裝置的成型機之后,使得系統在工作起來的時候效率更高,更加穩定,斷紙、跑條的問題不會再次發生,并且能夠保持成型機上面施膠部位的干凈,將原來不停的停機清潔的工作大大的減少,還將工作人員的工作量減輕,使得比之前工作起來更加有效率。而且使用這種施膠的模式不會出現膠水露出、溢出或者反滲的情況,促使濾棒的外觀看起來更好。進行霧化噴膠時會更加的均勻,膠面的增大使得紙張與絲束之間粘連的面積也擴大了,促使濾棒更加牢固,從而保證了濾棒的整體的質量。運用這個方式來進行施膠不僅是效率提高,還是得產品的質量更有保證。
2.2 鞏固措施
加強對成型機霧化噴膠器的保養、清潔,將這樣的要求納入所對應的管理標準之中,對管理的考核要提高,來保證設備的穩定。在進行檢修的時候,對工作人員進行培訓,使工作人員對設備的操作熟練度和保證產品的質量的意識提高,并且對這項技術的改造方案,和具體的數據等進行整理,并且保存起來,從而形成一個管理維修的長效機制。
總之,對于濾棒成形工藝施膠方式的改進能夠使原材料更大程度上被利用,不會被浪費,而且使得工作效率更高,設備更具有穩定性,并且使得產品的質量能夠得到保證,能夠符合要求。所以面對任何問題時要進行研究,兵器而根據問題來改進技術,使技術創新,從而達到成形機組在工作時更加穩定的目的,
猜你喜歡
中學生數理化·中考版(2022年10期)2022-11-10 09:37:42
中學生數理化·八年級物理人教版(2022年12期)2022-02-14 07:08:42
中學生數理化·八年級物理人教版(2021年12期)2021-12-31 03:23:08
中學生數理化·中考版(2020年10期)2020-11-27 01:59:48
中國生殖健康(2019年2期)2019-08-23 08:12:08
石油化工建設(2018年6期)2018-04-22 03:16:54
產品可靠性報告(2017年7期)2017-09-05 09:49:12
中學生數理化·八年級物理人教版(2017年12期)2017-04-18 12:59:38
汽車觀察(2016年3期)2016-02-28 13:16:26
民生周刊(2014年7期)2014-03-28 01:30:54
