低溫切削奧氏體304不銹鋼殘余應力研究
2019-08-06 01:50:30彭澤宇顏培
兵工學報 2019年6期
彭澤宇, 顏培
(北京理工大學 機械與車輛學院, 北京 100081)
0 引言
隨著科學技術的不斷進步,奧氏體304不銹鋼這一難加工材料使用量與日俱增,為了改善其難加工的特點,低溫切削作為一種先進手段提上日程。與傳統切削液手段相比,低溫切削是一種可持續型加工方法,對人體與環境的友好性較高[1]。
液態氮、液態二氧化碳、液態氧等使工件加工區域處于較低溫度范圍以降低切削溫度,改善工件質量、減小刀具磨損[2]。按照冷卻方法的不同低溫切削可分為:切削區域冷卻法、工件冷卻法和刀具冷卻法3類[3],本文采用的方法是工件冷卻法。
目前,國內外已有不少針對低溫切削對加工性能影響的研究。Dhananchezian等[4]采用帶傳輸孔的刀具加工鈦合金Ti-6Al-4V,通過對比傳輸孔輸入液氮冷卻和傳統切削液冷卻刀具與工件兩種冷卻方式,發現使用液氮作為傳輸介質比傳統切削液有以下優勢:切削溫度降低61%~66%、切削力降低35%~41%、表面粗糙度與刀具磨損降低35%~40%. Umbrello等[5]使用立方氮化硼(CBN)刀具正交切削鋁合金AlSI52100,研究低溫切削對表面形貌、殘余應力、相變等表面質量的影響,認為低溫切削后工件材料的表面質量整體提高,提高了工件的使用性能和使用壽命等。
對于殘余應力方面的研究,很多學者認為工件材料性質、切削參數、刀具參數等都是切削殘余應力的影響因素[6-7]。Jacobus等[8]對金屬切削過程中的殘余應力做了一個以增量塑性模型為基礎的解析模型,通過該模型分析了熱應力與機械效應對殘余應力分布的影響,并分析了通過不同的熱應力與機械應力產生條件確定最終殘余應力分布的3種情況。但該模型從定量觀點來說過為粗糙,無法解釋工件表層下殘余應力最大值的現象,也不能具體描述殘余應力最終分布圖像[9-11]。
本文在彈塑性理論基礎上分析車削過程殘余應力的產生機理。該機理解釋了機械效應與熱效應如何對殘余應力分布產生影響,分析了二者對殘余應力的最終影響。在此基礎上通過試驗測得試驗中的切削力(機械效應),利用金屬成形分析軟件DEFROM觀察切削過程中工件表面下的溫度分布(熱效應),研究低溫切削對工件最終殘余應力的影響。通過電解腐蝕法得到車削過程的殘余應力分布,驗證理論分析的準確性,以期為低溫切削更有效、精準地控制切削過程的殘余應力打下基礎。
1 液氮預冷工件試驗
為了使低溫切削過程中的工件降溫,需要將工件浸入液氮中預冷,本文的目的是對低溫溫度進行量化。使用有限元軟件ANSYS對液氮浸泡過程進行模擬,并通過后處理功能觀察工件溫度分布與時間的關系,根據溫度- 時間曲線選取目標溫度下的時間值并指導試驗,通過熱電偶測溫裝置對溫度進行測量并驗證有限元模擬有效性。
有限元模擬過程中,工件材料密度為7 930 kg/m3,初始溫度為20 ℃,液氮與工件之間的傳熱是沸騰傳熱(對流傳熱的一種)。為了優化模擬結果,工件熱傳導系數、比熱容和工件與液氮之間的對流傳導系數不采用固定數值,具體參數與溫度的關系如表1和表2所示。
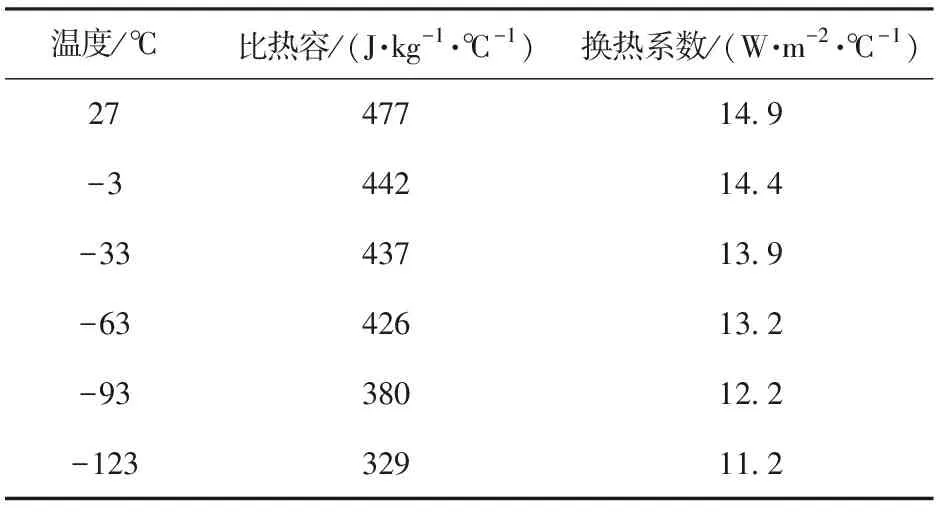
表1 不銹鋼低溫參數
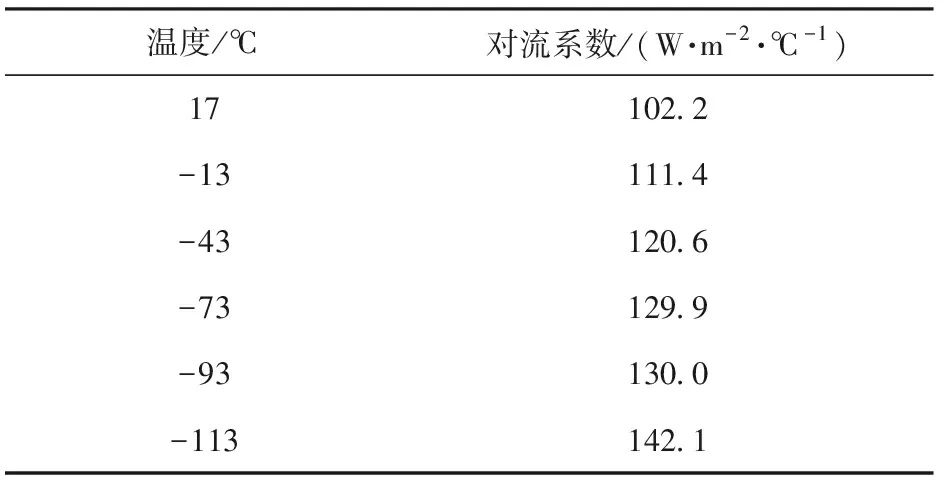
表2 液氮低溫對流系數
使工件溫度分別降為0 ℃、-20 ℃、-40 ℃、-60 ℃、-80 ℃、-100 ℃,尋找目標點在不同相應溫度下的時間,利用ANSYS軟件后處理功能得到目標點即工件圓柱側面距離底面5 cm處溫度- 時間曲線,如表3所示。

表3 有限元仿真結果
利用有限元模擬結果指導試驗,將工件浸泡入液氮中,到指定時間取出,并用熱電偶測量目標點的溫度,結果如表4所示。

表4 試驗結果
通過對比試驗與有限元模擬溫度差值,誤差較小,可以利用此模型指導液氮浸泡工件試驗。
2 低溫條件下金屬切削殘余應力形成過程分析
2.1 材料相變
由于車削奧氏體304不銹鋼過程中溫度很難達到材料相變溫度,且低溫誘發材料相變需要較長的時間,本文利用液氮預冷工件的時間在10 min以內,因此在分析殘余應力形成原因時忽略相變的影響。
2.2 切削殘余應力形成過程分析
1)機械效應。在金屬車削過程中,剪切區發生滑移變形,產生平行于滑移線的剪切屈服應力和垂直于滑移線的正應力,后刀面與工件之間產生摩擦力和與之垂直的正應力。根據力學原理,這兩部分力在工件表層以下產生應力場,距離工件表面越近、產生的應力就越大,當應力大于材料屈服極限時材料發生塑性變形,且隨著應力的減小、塑性變形程度減小,直到應力小于材料屈服強度時,發生塑性變形的區域就是硬化層。硬化層以下的材料則發生彈性變形。當刀具離開工件硬化層材料發生塑性拉伸、不能恢復到原來的長度,里層材料開始彈性恢復,外層材料受到里層材料的擠壓在工件表面產生殘余壓應力σa,硬化層處產生殘余壓應力σb. 由于力的平衡作用,里層材料產生殘余拉應力σc,如圖1所示。
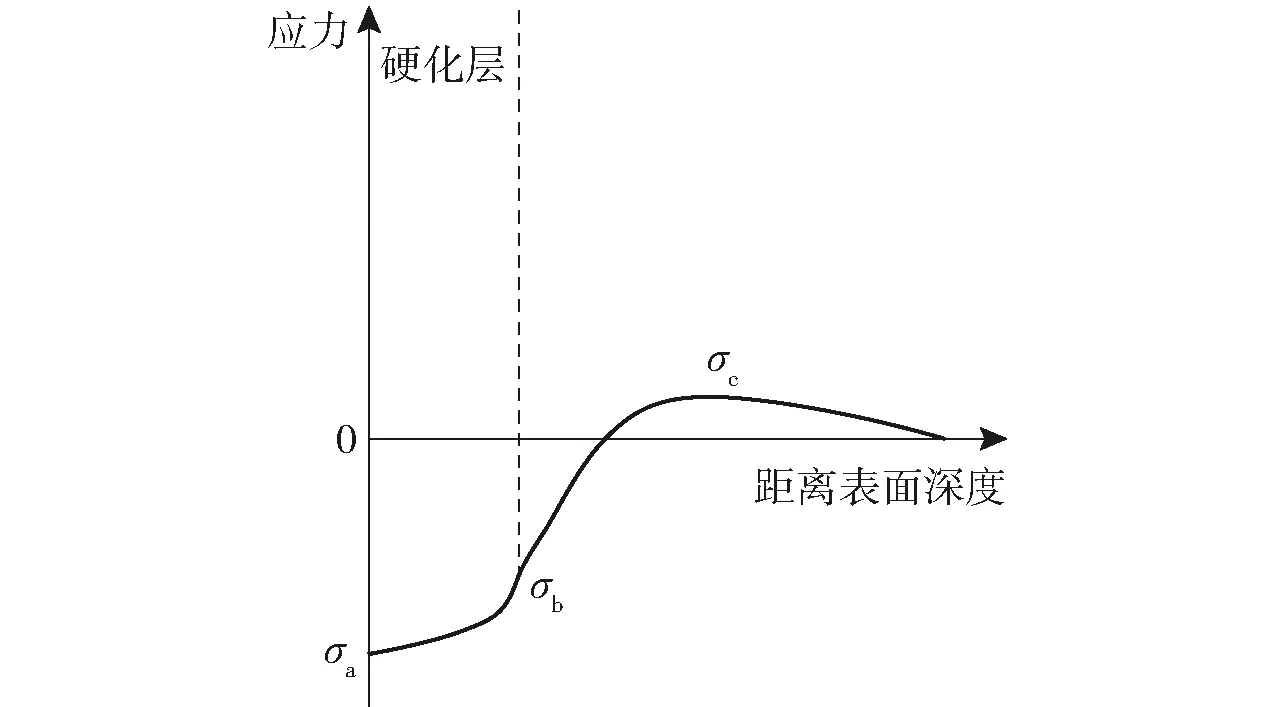
圖1 機械效應對殘余應力的影響Fig.1 Effect of mechanical effect on residual stress
2)熱效應。金屬成形過程中,剪切區材料發生塑性變形,產生能量、生成大量的熱,同時后刀面與工件表面摩擦生熱也有大量的熱產生,其中第1部分熱源一部分傳入切屑、另一部分傳入工件,第2部分熱源分別傳入刀具和工件。由于金屬切削過程速度很快,熱量產生又很大,大量的熱量在極短的時間傳入工件內部,在工件內部形成較大溫差。工件表面受熱膨脹而受到里層金屬的牽制,從而產生熱應力。當熱應力超過材料屈服極限時,將使表層金屬產生壓縮塑性變形,當溫度恢復后表層金屬不能彈性恢復受里層金屬拉伸的作用,在表層產生殘余拉應力σ′a,硬化層產生殘余拉應力σ′b,里層產生殘余壓應力σ′c.
需要說明的是,熱應力大小取決于表層和里層材料膨脹程度的差值,這個差值越大、產生的熱應力也越大,壓縮塑性變形也越大,最終工件表面形成更大的殘余拉應力。決定這個差值的因素是表層與里層溫度的差值,如圖2所示。
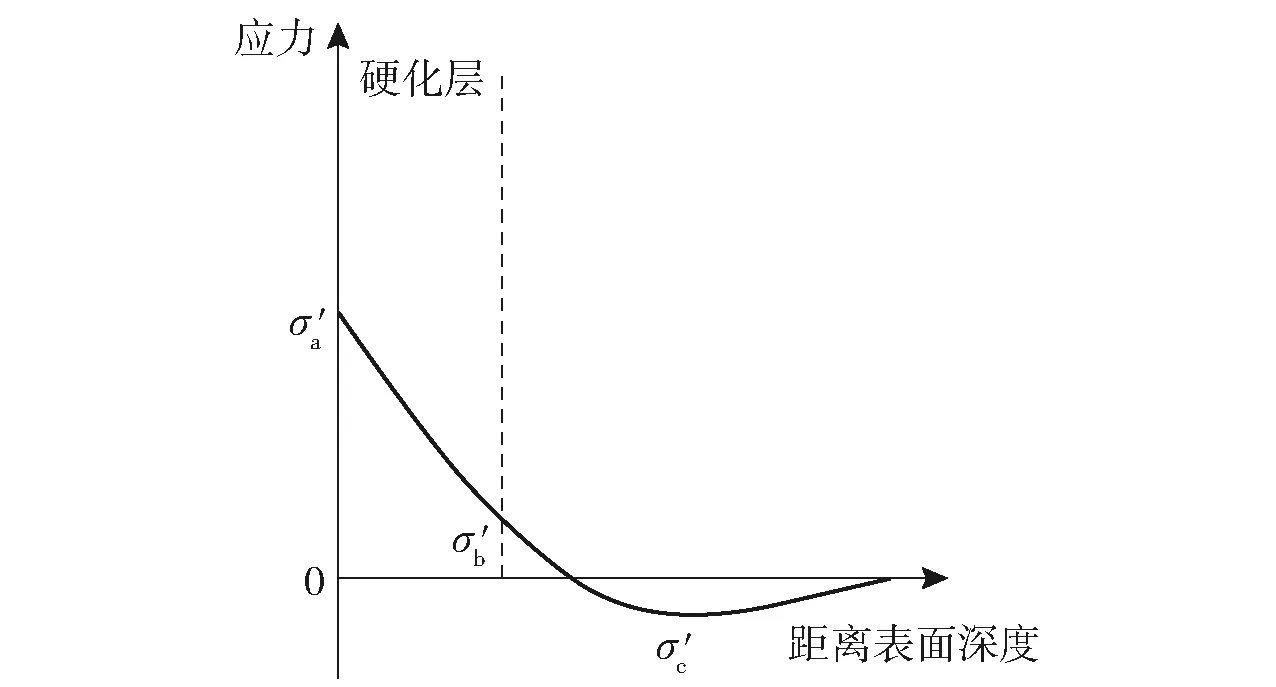
圖2 熱效應對殘余應力的影響Fig.2 Effect of thermal effect on residual stress
綜上所述,殘余應力是機械效應與熱應力疊加的結果,熱應力使工件表面產生殘余拉應力,機械效應使工件表面產生殘余壓應力。
2.3 低溫切削條件下殘余應力形成過程分析
下面通過分析低溫切削條件影響機械效應與熱效應,來分析低溫切削條件下的殘余應力形成過程。
1)低溫切削機械效應。機械效應在宏觀上表現為切削力對殘余應力的影響,切削力的主要形成原因是切削過程中金屬滑移剪切的屈服應力。而溫度是影響材料屈服強度的主要因素,低溫條件下材料屈服應力的增加導致切削力增大,切削力的增加又使加工后工件表面的殘余壓應力增大。
2)低溫切削熱效應。根據熱傳導原理,物體溫度差越大,相同時間內傳遞的熱量就越大,即熱傳導率增大。在低溫切削過程中熱源與工件的溫差較常溫切削情況下大,表現為低溫切削條件下熱量傳遞效率高,物體熱傳導率越大,其溫度場分布就越均勻。最終表現為低溫切削條件下工件表面與里層溫度差小、熱效應作用減少,工件表面形成更小的殘余拉應力。
低溫切削條件下機械效應使工件更易于產生殘余壓應力,而熱效應使工件更易于產生殘余拉應力。由此可以推斷,低溫切削條件下工件表面的殘余應力向殘余壓應力發展的趨勢。
3 低溫切削試驗
3.1 試驗方案

圖3 Hawk數控車床Fig.3 Hawk CNC lathe
切削試驗工件為奧氏體304不銹鋼圓柱,直徑10 cm、長20 cm. 切削參數為切削深度ap=0.4 mm,進給量f=0.1 mm/r,切削速度v=120 m/min. 切削車床采用德國DMG MORI公司生產的Hawk車床(見圖3)。利用電腐蝕法測得殘余應力影響層在300 ~350 μm,殘余應力影響層小于切削深度,因此試驗無需進行殘余應力消除。刀具幾何參數如表5所示。
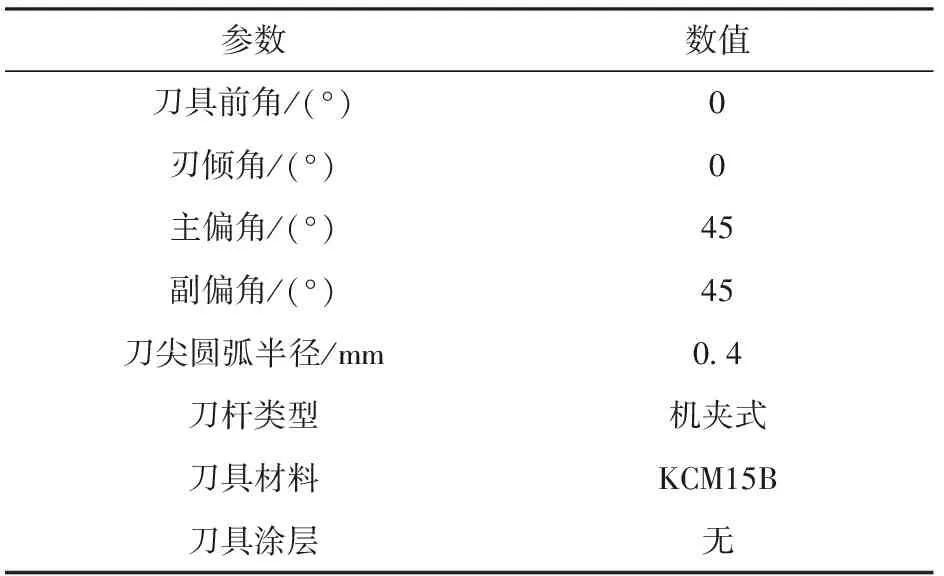
表5 刀具幾何參數
3.2 殘余應力測定
利用邯鄲市艾斯特應力技術有限公司研發的X-350A X射線殘余應力測量儀(見圖4)測量殘余應力,利用電解腐蝕裝置腐蝕表層材料,該腐蝕裝置利用NaCl溶液通過5 V電壓、20 mA電流腐蝕金屬表面。腐蝕完成后利用千分尺測量某點腐蝕深度,之后在測量點測得殘余應力,得到殘余應力分布曲線。本文測量殘余應力的方向為圓柱工件的軸向。

圖4 X-350A X射線殘余應力測量儀Fig.4 X-350A X-ray residual stress measuring instrument
3.2 試驗結果
試驗中各軸切削力的大小如表6所示。
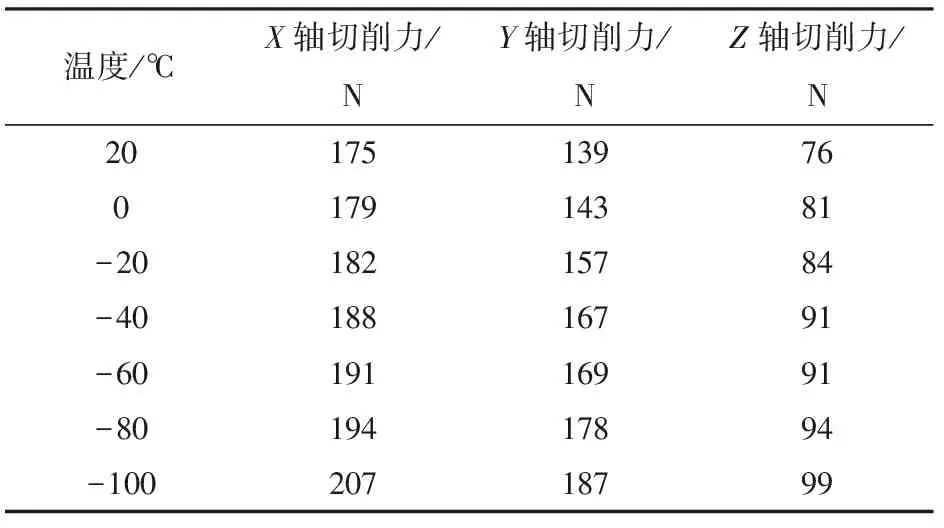
表6 各軸切削力
各低溫溫度下低溫切削產生的殘余應力分布如圖5所示。
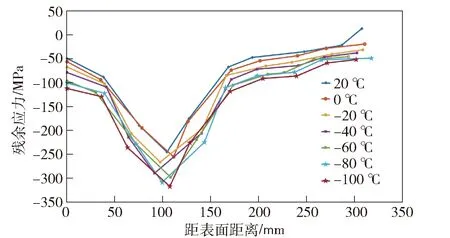
圖5 殘余應力分布曲線Fig.5 Residual stress distribution curves
4 試驗結果分析
4.1 機械效應
在試驗中各軸切削力隨低溫預冷溫度的變化趨勢如圖6所示。
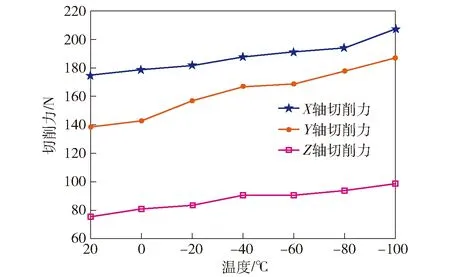
圖6 切削力與預冷溫度關系Fig.6 Relationship between cutting force and pre-cooling temperature
觀察溫度- 切削力曲線可以發現,在本文切削參數下各軸切削力隨溫度的降低逐漸增加。通過分析切削力可知,低溫切削使得機械效應增大,且溫度越低、機械效應的效果越明顯。這樣隨著溫度的降低,工件殘余應力向殘余壓應力發展的趨勢越大。
4.2 熱效應
熱效應使工件形成殘余拉應力,且表面與里層的溫度差影響殘余拉應力的大小。由于在切削過程中測量工件溫度分布極其困難,本文利用金屬成形分析軟件DEFORM對切削參數為ap=0.4 mm,f=0.1 mm/r,v=120 m/min的車削過程在不同低溫溫度下進行數值模擬,觀察切削過程中熱應力影響區域的溫度分布(見圖7)。
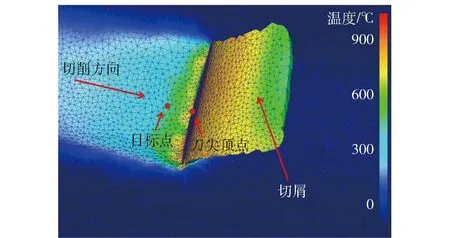
圖7 DEFORM車削仿真溫度分布Fig.7 DEFORM simulation temperature distribution of cutting
利用DEFORM有限元軟件后處理功能,得到同一切削參數下不同低溫溫度目標點即沿切削速度方向距離刀尖定點0.2 mm處表面溫度和距離表面0.3 mm處的溫度(殘余應力影響層深度),結果如表7所示。
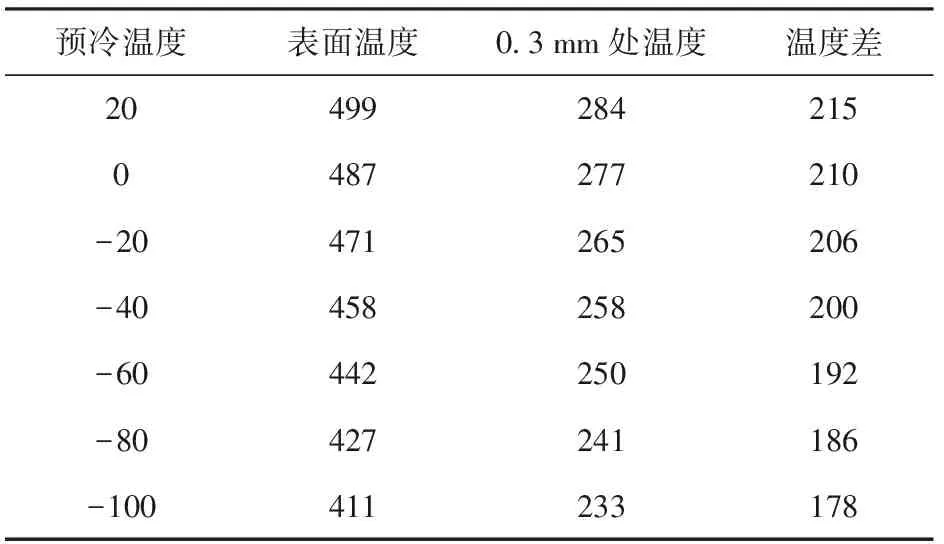
表7 溫度梯度與預冷溫度關系
通過表7可以看出,隨著低溫切削預冷溫度的降低,工件表面與里層的溫度差減少,使得熱應力減小,最終由熱應力形成的殘余拉應力減小。
5 結論
本文研究了低溫切削殘余應力形成過程,通過試驗與有限元技術分析了低溫對殘余應力影響過程。得到以下主要結論:
1)在不考慮相變情況下,殘余應力的形成主要是機械效應與熱效應。
2)低溫切削使機械效應增強,產生更大的切削力,增大工件表面的殘余應力,使工件殘余應力向著殘余壓應力的趨勢發展。
3)低溫切削使熱效應減弱,工件表面溫度差減小,從而減小工件表面的殘余應力。
4)低溫切削使得加工殘余應力向著殘余壓應力的趨勢發展,且溫度越低,這種趨勢越明顯。