刀具磨損對TC11銑削表面粗糙度與殘余應力的影響
2019-07-23 09:32:46李旭東劉維偉杜崇輝
宇航材料工藝 2019年3期
李 鋒 李旭東 劉維偉 杜崇輝
(1 西安航空學院,西安 710089)
(2 西北工業大學現代設計與集成制造技術教育部重點實驗室,西安 710072)
(3 西安航空發動機(集團)有限公司,西安 710021)
文 摘 為了研究TC11 鈦合金銑削加工過程中刀具磨損對加工表面質量的影響規律,設計了刀具磨損與銑削表面粗糙度、表面殘余應力的試驗。結果表明:TC11 鈦合金銑削加工過程中的刀具磨損可以分為:初期磨損、正常磨損、劇烈磨損三個階段。當刀具處于“初期磨損”時,TC11 銑削表面粗糙度隨切削時間逐漸減小,銑削表面殘余應力也呈減小趨勢;當刀具處于“正常磨損”階段時,銑削表面粗糙度和銑削表面殘余應力都呈增加趨勢,但增加的速度平穩;當刀具進入“劇烈磨損”階段時,銑削表面粗糙度迅速增大,表面殘余應力也較前兩個階段顯著增加。另外,試驗過程中的TC11銑削表面殘余應力均表現為壓應力。
0 引言
鈦合金具有高比強度、耐高溫、耐腐蝕等優點,被廣泛應用于航空、航天制造領域。但由于鈦合金自身的物理、化學特性,使得鈦合金在切削加工中存在諸多問題,比如:切削溫度高、切削力大、冷硬現象嚴重、刀具易磨損等,這些切削過程中的內部因素對工件的加工表面質量都會造成不利影響[1]。鈦合金一般應用在航空器、航天器的高溫部位,這些部位應力集中、工況惡劣,對于零件的可靠性要求較高,而工件的加工表面質量對于自身的可靠性有很大影響。據統計,在航空零件的失效中疲勞失效占80%以上,而在疲勞失效中,80%以上的疲勞裂紋一般起始于切削刀痕、表層組織燒傷、表層拉應力造成的加工表面缺陷處[1-3]。因此,研究鈦合金切削過程中的表面質量問題具有重要的實用價值。
國內外學者對鈦合金切削加工中的表面質量問題進行了大量的研究。DAYMIN 等[4]采用涂層刀具對Ti6Al4V進行了銑削試驗,分析了刀具加工傾角和切削速度對加工表面質量的影響。SHARMAN 等[5]對TiAl 合金進行了車削試驗,分析了不同切削速度對加工表面質量的影響。MANTLE 和ASPINWALL[6]進行了TiAl 合金的高速銑削試驗,研究了刀具磨損、冷卻條件、銑削用量等對加工表面質量的影響。國內馮浩等[7]研究了Ti6Al4V 高速銑削時,切削參數對加工表面粗糙度、銑削力、表面殘余應力、表面硬化等的影響。倪君輝等[8]研究了TC4 鈦合金高速銑削過程中刀具后刀面磨損對加工表面粗糙度的影響。姚倡鋒等[9]研究了TC11高速銑削時,冷卻工藝、刀具前角和切削參數對加工表面粗糙度和表面形貌的影響規律。上述的研究中,針對鈦合金TC4、Ti6Al4V的加工表面質量問題研究較多,而TC11 加工表面質量的研究較少。TC11 和TC4、Ti6Al4V 等鈦合金相比,化學組成不同,性能也有區別,TC11 比TC4 具有更好的抗氧化性,拉伸強度、屈服強度也更大,阻燃性更好。本文主要針對鈦合金TC11,重點分析刀具磨損對TC11 加工表面粗糙度與表面殘余應力的影響規律,擬為改善TC11 鈦合金銑削加工表面質量、提高刀具壽命提供依據和數據支持。
1 試驗
1.1 試驗條件
采用2 個TC11 的梯形塊,幾何尺寸為:30 mm×40 mm×45 mm,TC11 是一種α-β 型鈦合金材料[9],其化學成分如表1所示。選用喬福機械VMC850 三坐標立式數控銑床,最大轉速8 000 r/min,功率22 kW;刀具選用整體硬質合金球頭銑刀,牌號K44,直徑12 mm,4 刃;采用Mahr XCR20 型粗糙度輪廓儀測量表面粗糙度;采用ALICONA 公司的非接觸式三維表面形貌儀測量刀具磨損量;采用加拿大PROTO LXRD殘余應力測試分析系統測試殘余應力。

表1 TC11化學成分Tab.1 Chemical constitution of TC11 %(質量分數)
1.2 試驗方案
試驗分兩步進行:第一步進行刀具磨損試驗,采用其中一個試件,在每切削1 m 后拆下銑刀,做好標記,然后對刀具后刀面磨損量進行測量,再將銑刀裝回工作臺,繼續用相同部位進行切削,直至刀具達到磨鈍標準即停止試驗;第二步進行刀具磨損與加工表面質量的試驗,采用隔離槽將另一試件的斜面劃分為5個區域,再結合試驗1中的結果,將5把相同的刀具磨損到具有代表性的5個不同階段,然后在試件上的5 個區域進行切削試驗。試驗結束后,在5 個區域內測定加工表面粗糙度和表面殘余應力。
表面粗糙度的測量是在每組試驗區域的表面取平行于刀具進給方向進行測量,每一組試驗測5 次,求平均值作為最終測量值;殘余應力的測試是在每組試驗區域沿進給方向選取3個點進行測量,求平均值作為最終測量值;刀具的磨損標準按照IOS國際標準規定:以1/2 背吃刀量處的后刀面上的磨損帶寬度VB,作為刀具的磨損標準;試驗采用HU(水平向上)走刀方式;刀軸傾角采用40°;采用Blasor 切削液冷卻;切削參數根據實際加工經驗統一選取,切深ap=0.2 mm,切寬ae=0.5 mm,主軸轉速n=1 000 r/min,每齒進給量fz=0.1 mm/z。
2 結果分析
2.1 刀具磨損分析
根據試驗數據,可以將刀具整個磨損階段的后刀面磨損量VB與磨損時間t繪制成刀具的磨損曲線,如圖1所示。
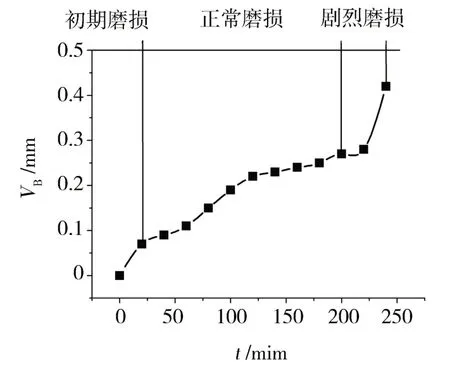
圖1 刀具磨損曲線Fig.1 Tool wear curve
根據磨鈍標準,參考其他材料銑削過程中的刀具磨損過程,大致可以將TC11 銑削過程中的刀具磨損也劃分為三個階段,即:初期磨損、正常磨損、劇烈磨損。從圖1可以看出,對于試驗所選刀具,初期磨損的時間大約為:0~40 min,該階段的后刀面磨損較小,后刀面磨損量小于0.1 mm;正常磨損階段的時間大致為40~220 min,該階段刀具后刀面的磨損量小于0.3 mm;劇烈磨損階段大致在220~240 min 的時間,該階段的刀具磨損加快,經過測試,240 min 時的刀具后刀面磨損量已經達到了0.42 mm。
一般情況下,刀具在磨損的初期和正常磨損期,刃口承受的壓強大小對刀具的磨損至關重要。在刀具磨損初期,由于新刀具的刃口鋒利,刃口切削時承受的壓強較大,致使刃口磨損較快;進入正常磨損階段后,刀具后刀面的磨損量緩慢增加,這是由于刀具刃口在經過初期磨損之后,刃口壓強也逐漸趨于穩定,因此刃口的磨損量也會緩慢的增加;當進入劇烈磨損階段時,刀具的磨損開始明顯加快,此時決定刀具磨損的因素已經發生了變化。切削過程中,刀具后刀面和工件之間的摩擦力、切削溫度起主要作用,由于磨損加劇的情況下,這兩者增加較快,促使刀具的磨損也更加劇烈。
2.2 刀具磨損對TC11表面質量的影響
2.2.1 對表面粗糙度的影響
刀具的磨損處在不同階段,對工件加工表面質量的影響不一樣。一般刀具后刀面的磨損會導致已加工表面粗糙度的惡化和尺寸精度的降低[10]。將刀具整個磨損階段的后刀面磨損量VB與工件加工表面粗糙度Ra繪制成曲線,如圖2所示。總體上看,隨著硬質合金球頭銑刀的后刀面磨損,鈦合金TC11 的加工表面粗糙度先減小后增大。

圖2 后刀面磨損量與加工表面粗糙度關系曲線Fig.2 Curve of machined surface roughness and the flank wear
從圖2看出,當刀具處于“初期磨損”(VB<0.1 mm)時,工件的加工表面Ra呈減小趨勢,這是因為刀具的切削刃由鋒利狀態快速磨損,而刀尖的部分磨損起到了修光刃的作用,使加工更為平穩,表面質量有所提高;在此后一段較長時間中(40~220min),刀具處于“正常磨損”階段,后刀面的磨損量VB保持在0.1~0.3 mm,工 件的表面Ra保 持在0.38~0.55μm,整個切削過程相對穩定,加工表面質量較好;當刀具進入“快速磨損”階段(約220 min 以后),此時刀具后刀面的磨損超過了0.3VB,工件表面Ra繼續呈增加趨勢,此時刀具后刀面的磨損情況如圖3所示,發現刀具后刀面出現凹凸相間的鋸齒狀磨損。

圖3 振動時的后刀面磨損Fig.3 The flank wear during vibration
2.2.2 對表面殘余應力的影響
將刀具整個磨損階段的后刀面磨損量VB與工件表面殘余應力繪制成曲線,如圖4所示。總體上看,隨著硬質合金球頭銑刀的后刀面磨損,鈦合金TC11的表面殘余應力呈增大趨勢,而且所有測量值均為殘余壓應力,y方向的殘余壓應力還顯著大于x方向。這是由于在精加工環境下主要以刀具后刀面對已加工表面的“擠壓”作用為主,所以刀具后刀面的磨損越大,對已加工表面的擠壓作用也越強烈,繼而所產生的殘余應力影響層越深,相對殘余壓應力也越大。

圖4 后刀面磨損量與表面殘余應力變化曲線Fig.4 Curves of surface residual stress and the flank wear
從圖4可以看出,當刀具處于“初期磨損”時,工件表面殘余應力呈減小趨勢,這是因為刀具在鋒利狀態下(VB=0),刀刃所受壓強較大,因此刀具的磨損一開始比較劇烈,對于工件的已加工面的摩擦也較大;隨著切削的進行,刀具刃口的磨損均勻,對于后刀面的磨損較前一階段減小,故殘余應力主要由切削力引起的冷塑性變形所致[11],刀具的磨損進入了“正常磨損”階段。隨著切削的進行,切削力與刀具磨損均開始逐漸增大,刀具磨損對工件已加工面的摩擦也開始進一步增大,基于以上兩種原因,表面的殘余壓應力開始呈上升趨勢。同理,“劇烈磨損”階段的殘余壓應力較前兩階段的增加更為迅速,表面的殘余壓應力與粗糙度都有快速的增加。
3 結論
(1)采用整體硬質合金球頭銑刀銑削TC11 時,當刀具處于“初期磨損”時,TC11 銑削表面粗糙度隨切削時間逐漸減小,當刀具處于“正常磨損”階段時,銑削表面粗糙度逐漸增加,增加的速度較平緩,當刀具進入“劇烈磨損”時,銑削表面粗糙度迅速增大。
(2)當刀具處于“初期磨損”時,TC11銑削表面殘余應力呈減小趨勢,當刀具處于“正常磨損”階段時,銑削表面殘余應力呈緩慢增加趨勢,當刀具進入“劇烈磨損”階段時,銑削表面殘余應力較前兩個階段顯著增加。
(3)TC11 銑削表面殘余應力均表現為壓應力,y方向的殘余壓應力顯著大于x方向。
