大型飛行器表面燒蝕防熱涂層低溫快速補(bǔ)涂工藝
2019-07-23 09:32:44肖世明楊立樂鄭玉杰李慶賀
宇航材料工藝 2019年3期
關(guān)鍵詞:工藝
張 晶 肖世明 楊立樂 鄭玉杰 李慶賀
(首都航天機(jī)械有限公司,北京 100076)
文 摘 采用補(bǔ)涂工藝對燒蝕防熱涂層進(jìn)行低溫快速補(bǔ)涂,并針對飛行器臨飛行前狀態(tài),制定了涂層結(jié)合力提升、快速固化、多余物控制等的方案。電弧風(fēng)洞試驗表明:補(bǔ)涂涂層燒蝕量小,最高表面溫度580 ℃,最高背面溫度64 ℃,具有良好的防熱性能。采用本工藝補(bǔ)涂涂層進(jìn)行了多次飛行試驗并取得了成功,表明本補(bǔ)涂工藝具有良好的工藝穩(wěn)定性。
0 引言
為解決大型飛行器在飛行中面臨的氣動生熱問題,外表面一般采用燒蝕防熱涂層改變其表面熱物理特性[1-2]。其中飛行器主體部分可以在殼段狀態(tài)下完成防熱涂層噴涂工作,但是部分位置,如口蓋與口框的接縫處、殼段間對接接縫、鎖孔等總裝預(yù)留區(qū)域,需要在臨近飛行前各操作口蓋封閉后進(jìn)行快速補(bǔ)涂。
與常規(guī)燒蝕防熱涂層的噴涂任務(wù)相比,臨飛行前補(bǔ)涂該涂層具有作業(yè)環(huán)境溫度低、操作時間短、易產(chǎn)生多余物、要求涂層快速固化等技術(shù)難點[3-4]。
本文通過工藝試驗摸索,研究涂層固化時間等關(guān)鍵工藝因素對涂層性能的影響。
1 實驗方法
1.1 環(huán)境要求
試驗環(huán)境模擬大型飛行器臨飛行前靶場最嚴(yán)酷狀態(tài):最低溫度為-20 ℃;最長固化時間為2 h;補(bǔ)涂厚度為4~5 mm;補(bǔ)涂區(qū)域為模擬實際工況的窄縫或鎖孔,縫隙寬度、大小與實際工況一致;基材選取2A12板材;待補(bǔ)涂區(qū)域垂直于地面補(bǔ)涂;多余物控制為零。
1.2 試片制備
采用100 mm×100 mm×1 mm的2A12鋁合金板材做噴涂試片,前期先進(jìn)行主體部位燒蝕防熱涂層噴涂,待補(bǔ)涂試片示意圖見圖1。
圖1 待補(bǔ)涂試片示意圖Fig.1 Schematic diagram of the test specimen for recoating
1.3 性能測試
燒蝕率測試,按GJB323A—1996 燒蝕材料燒蝕試驗方法執(zhí)行;電弧風(fēng)洞流場品質(zhì)指標(biāo)按Q/AkZY021-03-2014 中國航天科技集團(tuán)公司第十一研究院質(zhì)量管理體系作業(yè)文件執(zhí)行。
2 試驗過程及結(jié)果分析
2.1 補(bǔ)涂方案選擇
分別采用不同補(bǔ)涂方案進(jìn)行待補(bǔ)涂試片的補(bǔ)涂,見表1。對比可見,刮刀刮涂方案更適用于靶場環(huán)境的快速補(bǔ)涂。
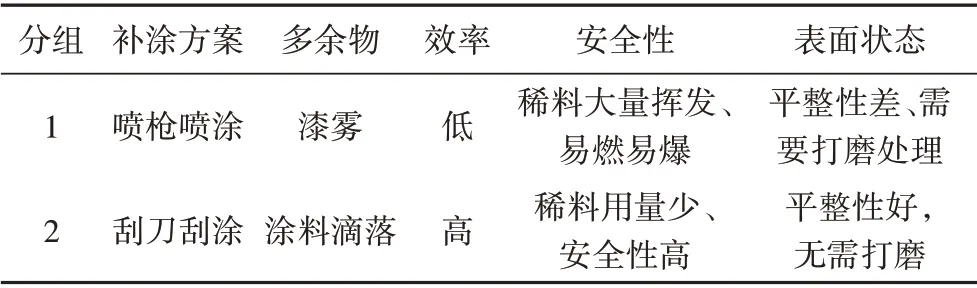
表1 補(bǔ)涂方案列表Tab.1 List of recoating methods
常規(guī)涂覆燒蝕防熱涂層的涂覆方式見圖2,此種方法不適合臨飛行前小面積補(bǔ)涂工藝。首先噴涂方式會產(chǎn)生大量漆霧,引進(jìn)多余物,對其他儀器產(chǎn)生影響;其次,補(bǔ)涂區(qū)域為小面積窄縫,使用該噴涂方式不利于控制噴涂區(qū)域并且效率太低;再次燒蝕涂層所用的稀釋劑為汽油,噴涂過程中會大量揮發(fā),存在易燃易爆的危險。
為解決此類多區(qū)域、小面積涂層的補(bǔ)涂問題,采用刮刀刮涂燒蝕防熱涂料的方法進(jìn)行涂覆,示意圖見圖3。這種方法避免了過程中引入漆霧等多余物,且操作靈活,適用于燒蝕防熱涂層的修補(bǔ)。
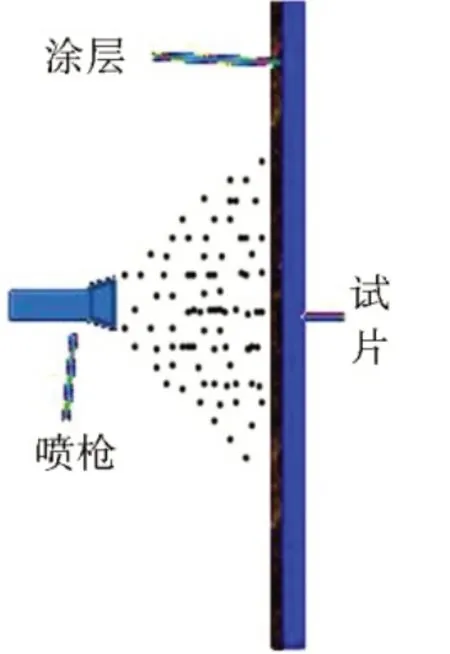
圖2 燒蝕防熱涂層常規(guī)噴涂方法Fig.2 Conventional spraying technique of anti-ablative coating.
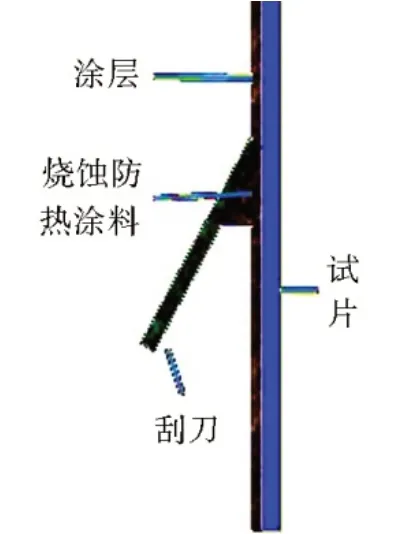
圖3 刮涂工藝補(bǔ)涂示意圖Fig.3 Schematic diagram of the recoating with a scrape process
2.2 涂層結(jié)合力快速提升方案
采用不同的配比配制燒蝕防熱涂料,使用涂-4杯進(jìn)行黏度測試,然后進(jìn)行待補(bǔ)涂試片補(bǔ)涂,觀察涂層固化后效果,具體情況見表2。可以看出刮涂涂料配制時不添加稀釋劑,補(bǔ)涂效果較好。這是因為對于對接縫等需補(bǔ)涂位置來說,若涂料黏度太小,很容易因為重力作用而沒有固化在正確位置上,出現(xiàn)流掛現(xiàn)象。
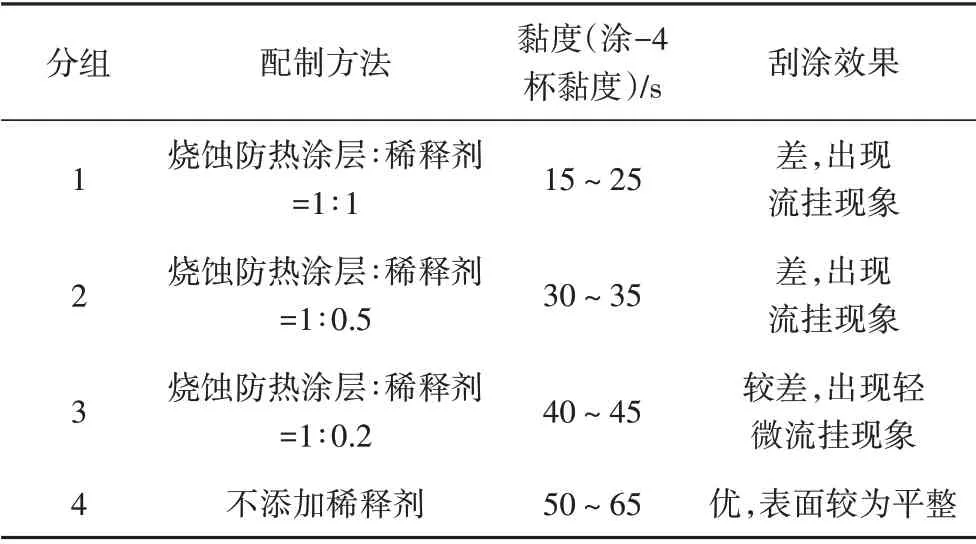
表2 不同涂料配制方法對比Tab.2 Comparison of different coating preparation methods
采用刮涂的方式直接在A 組試片表面刮涂燒蝕防熱涂層,達(dá)到預(yù)定厚度后放置固化干燥,同時設(shè)計對比樣B~E 組為先薄薄刮一層打底層,固化一定時間后再進(jìn)行刮涂后續(xù)涂層至預(yù)定厚度,具體操作方法及涂層固化后狀態(tài)見表3。由表3可以看出,先薄薄刮一層打底層、固化8~12 min,然后再刮涂至預(yù)定厚度為最高效優(yōu)質(zhì)的補(bǔ)涂方案。補(bǔ)涂涂層形貌衍變示意圖見圖4,若直接刮涂至4~5 mm 厚度,補(bǔ)涂涂層自成一個彈性整體,底層涂層與試片及主體涂層結(jié)合力較差,并且涂層密度較大,收縮率較高,在重力的作用下,底層涂層與試片結(jié)合力不足以支撐整個彈性體的質(zhì)量,補(bǔ)涂涂層出現(xiàn)下墜現(xiàn)象,最終導(dǎo)致與試片脫落;根據(jù)圖5,如果在試片表面先薄薄刮一層打底層,固化8~12 min 后打底層涂層與試片快速產(chǎn)生一定結(jié)合力,此時再進(jìn)行后續(xù)涂層的刮涂時,涂層與試片之間的結(jié)合力足以支撐涂層本身的質(zhì)量,此時再進(jìn)行固化放置不會出現(xiàn)明顯剝離現(xiàn)象,涂層結(jié)合力較好。
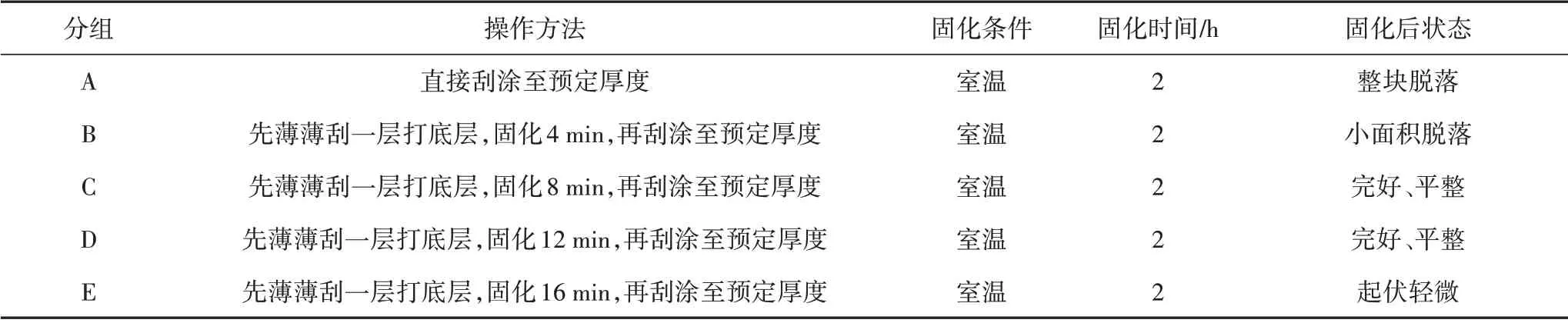
表3 試驗分組及操作方法Tab.3 Test grouping and operation method
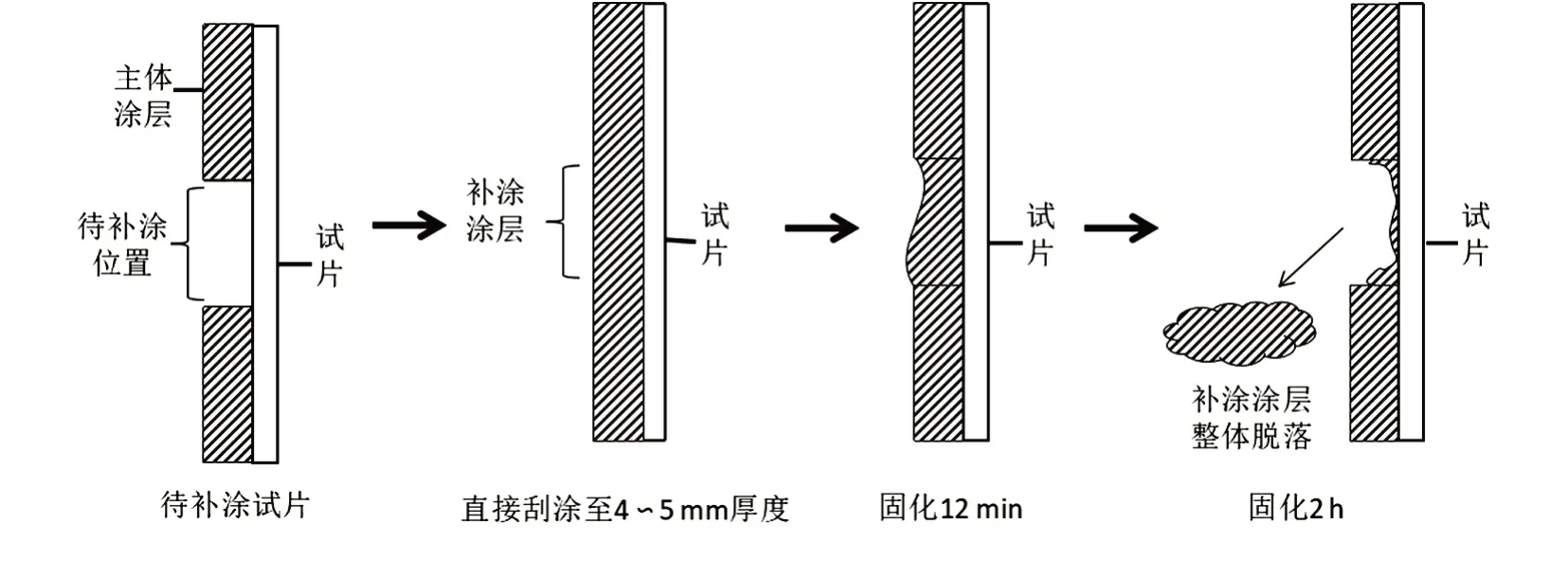
圖4 普通補(bǔ)涂方法補(bǔ)涂后固化2 h形貌演變示意圖Fig.4 Schematic diagram of the 2 h curing after the conventional recoating method
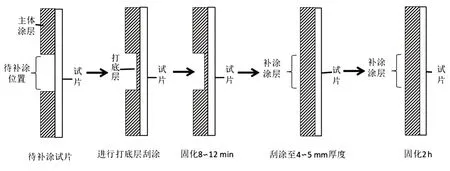
圖5 制作打底層補(bǔ)涂方式形貌演變示意圖Fig.5 Schematic diagram of the shape of the bottom layer recoating method
2.3 涂層固化方案
2.3.1 溫度對涂層能否固化的影響
臨飛行前靶場環(huán)境溫度最低在-20 ℃左右,超出了該涂層固化的適宜溫度范圍。因此需要研究-20~0 ℃條件下,涂層能否正常固化。首先,模擬靶場施工環(huán)境,將該涂料在0 ℃(冰點)左右進(jìn)行配制,然后按照“先打底后刮涂”的方式補(bǔ)涂在試片表面,再將試片放置于低溫環(huán)境2 h,觀察涂層能否在此溫度下固化,見表4。可以看出,低溫環(huán)境不影響補(bǔ)涂涂層的固化。
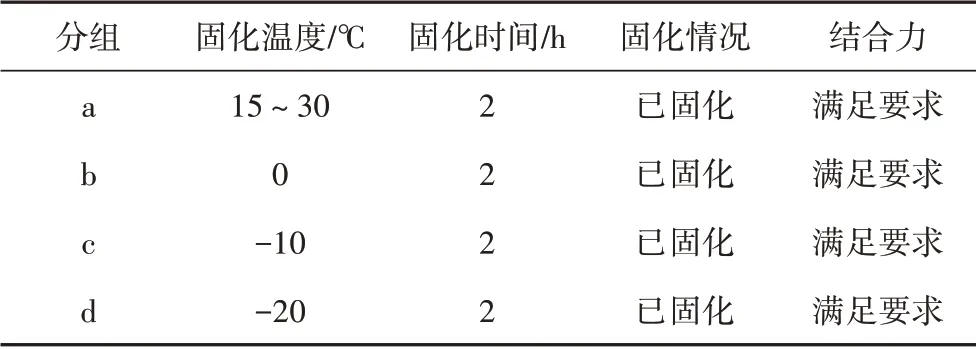
表4 不同溫度下涂層固化情況Tab.4 Cure results of the coating at different temperatures
2.3.2 添加劑對涂層固化速率的影響
燒蝕防熱涂料配制時加入其中的物質(zhì)有兩種:KH550 與二月桂酸二丁基錫。為了更好的確定哪一種成分對涂層的固化影響更加顯著,開展了不同比例的涂料凝固時間試驗,如表5、表6所示。可以看出,KH550 的比例對涂料凝固時間影響不大;二月桂酸二丁基錫對涂料凝固時間影響較大,隨著二月桂酸二丁基錫比例的增大,涂層凝固時間顯著減少。
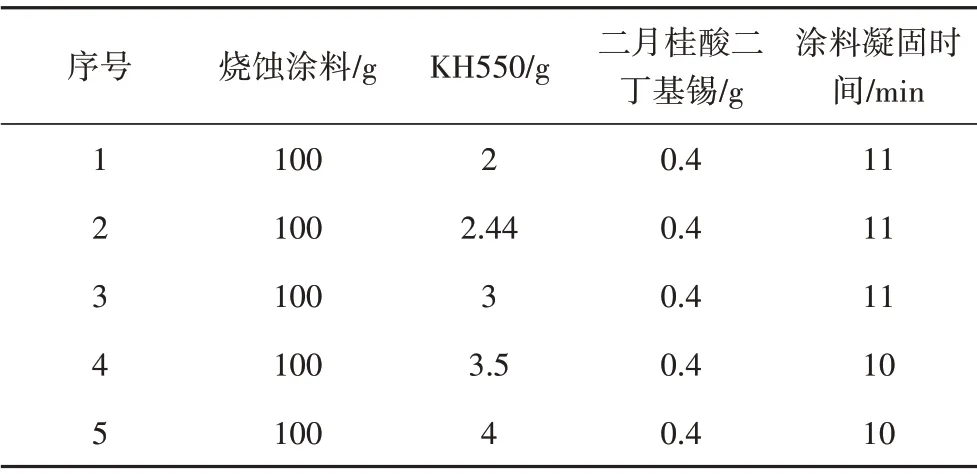
表5 不同比例KH550對涂料凝固時間的影響Tab.5 Cure times of the coating with different KH550 content
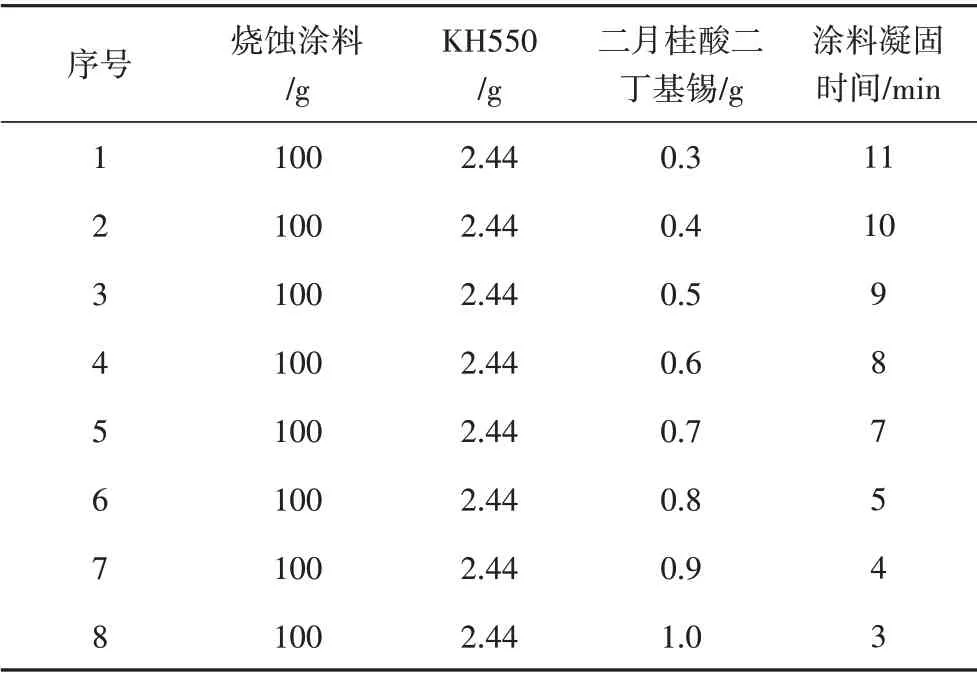
表6 不同比例二月桂酸二丁基錫對涂料凝固時間的影響Tab.6 Cure times of the coating with different dibutyltin-dilaurate content
2.3.3 涂料配比對涂層結(jié)合力的影響
按燒蝕涂料:KH550∶二月桂酸二丁基錫=100∶2.44∶(0.3~1.0)配制涂料,并進(jìn)行試片噴涂。表7為二月桂酸二丁基錫添加量對涂層結(jié)合力的影響,可見二月桂酸二丁基錫的比例過高,會在一定程度上減小涂層與試片的結(jié)合力。因此,選擇涂料配比為燒蝕涂料:KH550∶二月桂酸二丁基錫=100∶2.44∶0.8時,涂層性能最好,適用于低溫快速補(bǔ)涂。
KH550 是一種促進(jìn)劑,主要作用是改善涂料各組分的潤濕性能,使各組分能夠更好的混合在一起。二月桂酸二丁基錫是一種交聯(lián)劑,可以活化較小硅橡膠分子之間的化學(xué)鍵,促進(jìn)其交聯(lián)形成大分子。所以增加二月桂酸二丁基錫的比例,可以使硅橡膠交聯(lián)作用加快,從而加速涂料的固化,但是當(dāng)其比例過高時,較小的硅橡膠分子充分活化、高度交聯(lián),自成一個整體,反而在一定程度上會減小涂層與試片的結(jié)合力。

表7 不同比例二月桂酸二丁基錫對涂料結(jié)合力的影響Tab.7 Adhesion strength of the coating with different dibutyltin-dilaurate content
2.4 多余物控制方案
臨飛行前操作環(huán)境對多余物控制嚴(yán)格,但是在直立狀態(tài)進(jìn)行手工補(bǔ)涂時,極易出現(xiàn)涂料滴落到飛行器表面,而產(chǎn)生多余物的現(xiàn)象。采取有效措施進(jìn)行多余物控制和阻斷意義重大。
根據(jù)飛行器形狀特點,并結(jié)合現(xiàn)場環(huán)境,使用白色棉布制作專用“圍裙”防止涂料滴落到飛行器表面。首先將繩子穿入“圍裙”上端的“腰帶”孔內(nèi),然后將繩子系在飛行器上防止棉布向下滑動,再將“圍裙”的下端掛在塔架的金屬掛鉤上。如此,棉布的一端固定在飛行器上,另一端固定在塔架上。通過這種方式,可以有效避免涂料滴落到飛行器與塔架之間的間隙中而導(dǎo)致多余物產(chǎn)生,如圖6所示。
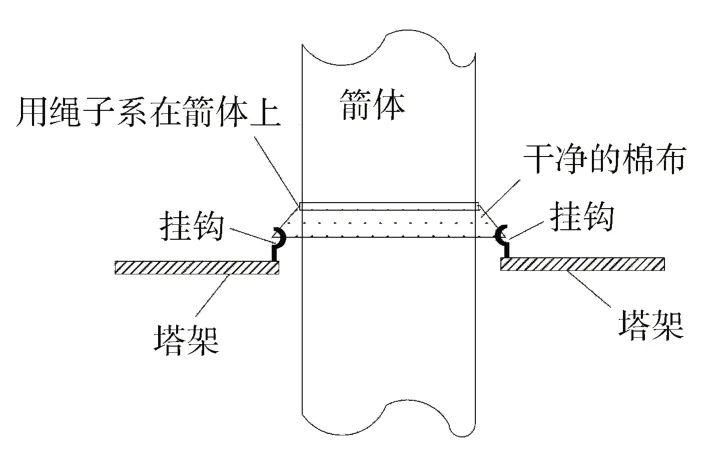
圖6 多余物控制示意圖Fig.6 Schematic diagram of remain contents control
2.5 補(bǔ)涂工藝流程確定
根據(jù)以上研究,確定補(bǔ)涂工藝流程為:待補(bǔ)涂試片表面清理→干燥→刷涂表面處理劑→配制燒蝕防熱涂層(燒蝕涂料:KH550∶二月桂酸二丁基錫=100∶2.44∶0.8)→刮涂燒蝕防熱涂層(打底)→固化8~12 min→刮涂燒蝕防熱涂層至厚度和主體區(qū)域齊平→涂層固化干燥2 h。
3 涂層性能檢測
按確定的工藝流程進(jìn)行試片補(bǔ)涂制備,然后采用電弧風(fēng)洞設(shè)備進(jìn)行防熱性能試驗,試驗前后試片表面形貌見圖7,試驗結(jié)果見表8。可以看出,試片的線燒蝕率和質(zhì)量燒蝕率都很低,其中線燒蝕率為負(fù)值,說明涂層有輕微膨脹;質(zhì)量燒蝕率低,說明涂層沒有嚴(yán)重?zé)g,耐燒蝕效果良好。
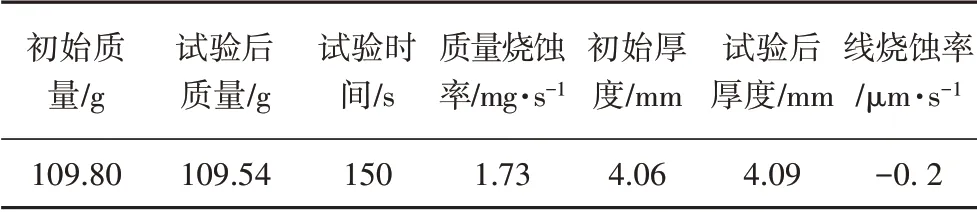
表8 電弧風(fēng)洞試驗結(jié)果Tab.8 Results of the arc wind tunnel experiments

圖7 電弧風(fēng)洞試片F(xiàn)ig.7 The specimen of the wind tunnel experiments
溫度曲線見圖8,可見燒蝕試片最高表面溫度為580 ℃,最高背面溫度為64 ℃,說明通過該工藝補(bǔ)涂的燒蝕防熱涂層具有良好的防熱性能。
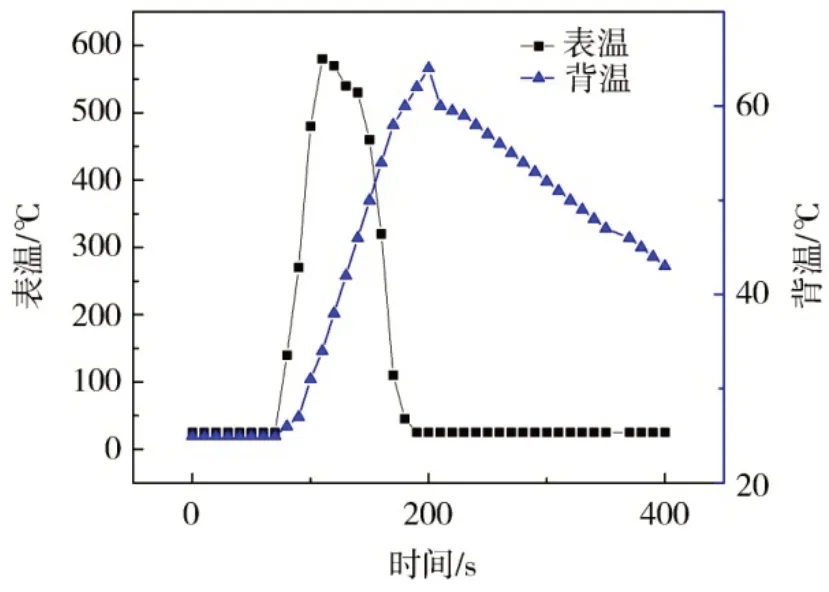
圖8 試片電弧風(fēng)洞試驗溫度曲線Fig.8 Temperature curves of the wind tunnel experiments
4 工程應(yīng)用
采用確定的工藝流程進(jìn)行實際工況飛行器產(chǎn)品的靶場補(bǔ)涂。圖9為操作窗口周邊及鎖孔處需要補(bǔ)涂位置圖片,圖10為補(bǔ)涂后局部區(qū)域圖片(補(bǔ)涂的燒蝕防熱涂層表面已刷涂面漆涂料)。由圖可見,補(bǔ)涂后工件表面較為平整,不影響整體美觀性。

圖9 產(chǎn)品表面補(bǔ)涂位置圖片F(xiàn)ig.9 The recoating position on the surface of the parts.
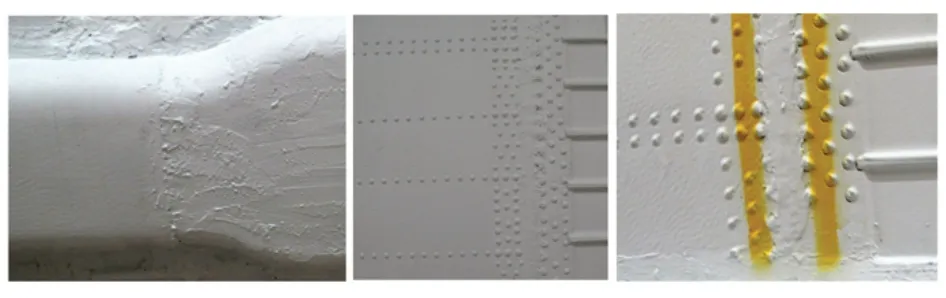
圖10 補(bǔ)涂后局部區(qū)域圖片F(xiàn)ig.10 Local image of the recoated specimen
目前,該補(bǔ)涂工藝已經(jīng)經(jīng)過多發(fā)飛行試驗驗證,均取得成功,事實證明該工藝穩(wěn)定可靠。
5 結(jié)論
采用補(bǔ)涂工藝制備的涂層具有較好的結(jié)合力,并且固化快,能夠滿足飛行器臨飛行前2 h 快速固化需求。性能檢測結(jié)果顯示該工藝制備的燒蝕試片最高表面溫度為580 ℃,最高背面溫度為64 ℃,涂層具有良好的防熱性能。該工藝解決了飛行器臨飛行前低溫補(bǔ)涂、快速固化、零多余物的難題,為解決飛行器穿越大氣層遇到的氣動生熱問題提供了有力保障。
猜你喜歡
中國特種設(shè)備安全(2022年5期)2022-08-26 09:19:32
礦產(chǎn)綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
世界農(nóng)藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業(yè)技術(shù)(2016年15期)2016-12-01 05:30:59
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
