立式銑床與測力儀連接法蘭研究與設計
2019-07-12 07:37:56王進峰范孝良權凱軍
實驗技術與管理 2019年6期
王進峰, 范孝良, 商 正, 權凱軍
(華北電力大學 機械工程系, 河北 保定 071003)
切削力不僅是研究切削規律的重要指標,而且是探究新型材料切削加工性的重要方式之一。朱堅民等[1]針對銑削加工中動態銑削力難于測量的問題,提出了一種通過測量銑刀振動位移來確定動態銑削力的方法。Park等[2]設計了環形壓電晶體式力傳感器, 并將其集成在主軸上以測量銑削力。周曉輝等[3]利用模糊理論通過電機的驅動電流提取切削力。劉曉龍等[4]利用一種分頻映射的非線性映射方法由驅動電流間接測量動態銑削力。為了保證切削力數據的準確性,王素娟等[5]利用功率譜密度分析切削力實驗數據。隨著材料科學不斷發展,新型材料不斷涌現,切削力是研究新型材料的切削加工性的重要指標[6]。劉剛等[7]研究了碳纖維增強復合材料的螺旋銑孔切削力的變化規律。王進峰等[8]研究了SiCp/Al復合材料車削時切削力與切削用量的關系。任鳳章等[9]研究了利用切削力評價材料切削加工性應注意的問題。由于切削工況不同,切削力測量的方式略有區別,王進峰等[10]為了在高速車床使用Kistler9272測量切削力,設計了用于連接刀塔和測力儀的實驗裝置。徐旭松等[11]針對深孔鉆削切削力測量困難的問題,設計了一種基于電阻應變片的切削力測量裝置。趙玉龍等[12]為降低銑削位置變化對傳感器輸出的影響,研制了一種四豎直敏感梁結構的應變型固定式三維銑削測力儀。為了研究新型材料高速銑削時銑削力與切削用量的變化規律,本文設計了一種切削力測力儀連接法蘭,用于高速銑削時銑削力的測量。
1 結構設計
在實驗中使用的壓電晶體測力儀為Kistler9272,實驗銑床為寶雞機床廠生產的VMC650銑床(圖1)。
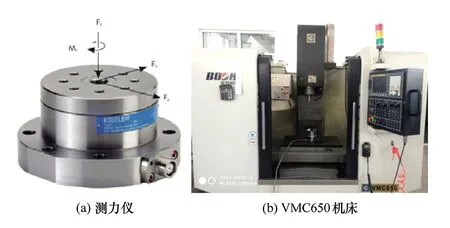
圖1 Kistler9272測力儀和VMC650機床
由于棒料加工時一般是用卡盤進行定位和夾緊,根據Kistler9272測力儀的特點,選用了K11-130三爪卡盤。在VMC650機床上使用Kislter9272測力儀進行棒料銑削力測量存在一定的困難,因此需要設計連接法蘭。為了設計用于連接 K11-130三爪卡盤和Kislter9272測力儀的連接法蘭,對三爪卡盤和測力儀進行了測量,并利用 SolidWorks進行了三維建模。其中K11-130三爪卡盤和Kislter9272測力儀的三維模型如圖2所示。
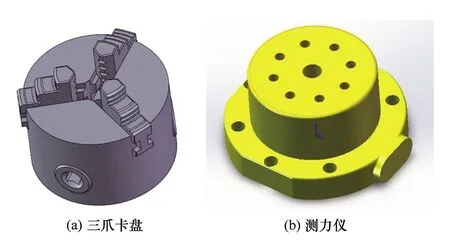
圖2 K11-130三爪卡盤和測力儀三維模型
連接法蘭三維模型如圖3所示。
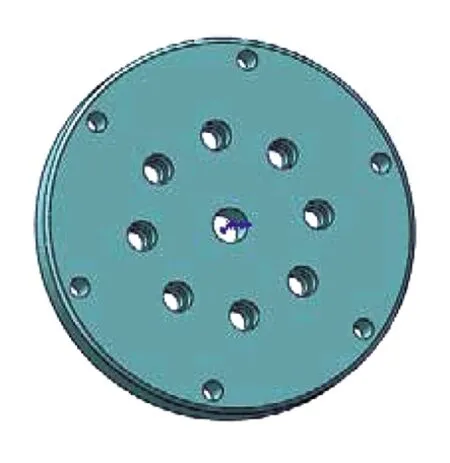
圖3 連接法蘭模型
通過螺釘將K11-130三爪卡盤、連接法蘭、Kistler9272測力儀進行裝配,其虛擬裝配體圖如圖4所示。
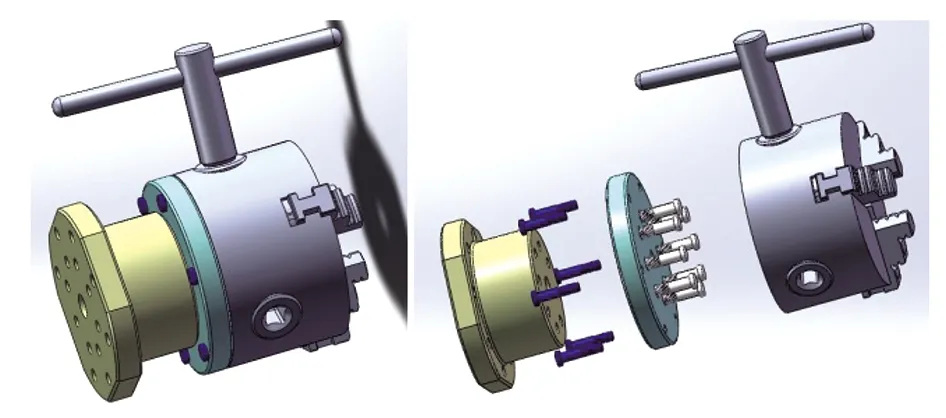
圖4 裝配體
2 驗證性實驗
連接法蘭使用45鋼經加工完畢后,與三爪卡盤和測力儀連接并裝配。該套裝置安裝到銑床工作臺時,通過螺栓連接將測力儀的凸緣與工作臺的滑槽連接,再通過本項目所設計制造的連接法蘭將Kislter9272測力與三爪卡盤連接在一起。在進行銑削力測量時,將工件夾持在三爪卡盤上進行固定,實現銑床切削力的測量,見圖5。
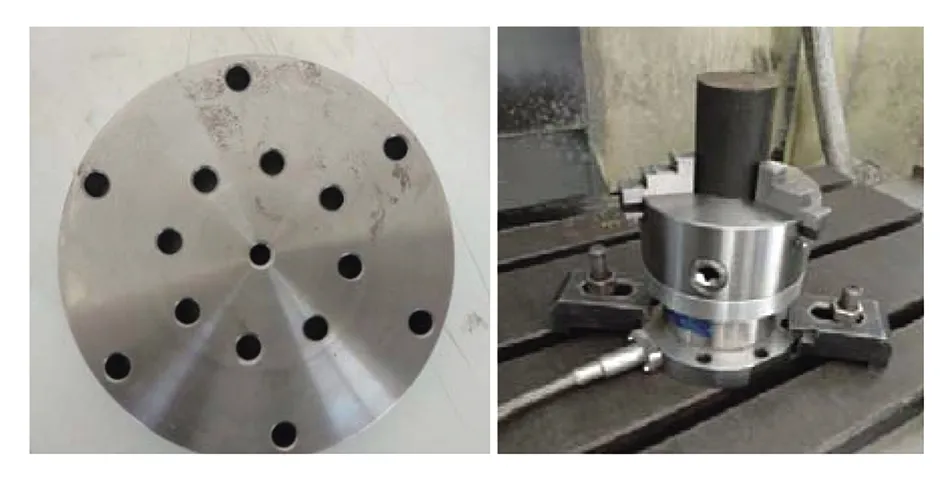
圖5 連接法蘭及安裝
進行了驗證性銑削實驗,銑削對象為45鋼。采用兩種工況的切削實驗條件,見表1。

表1 切削實驗1的兩種切削條件
兩種工況下輸出的切削力曲線分別見圖6和圖7。從圖6和圖7可看出,上述兩種銑削切削工況下,切削力輸出曲線無較大波動,不存在振動等問題,初步證明該實驗裝置的有效性。
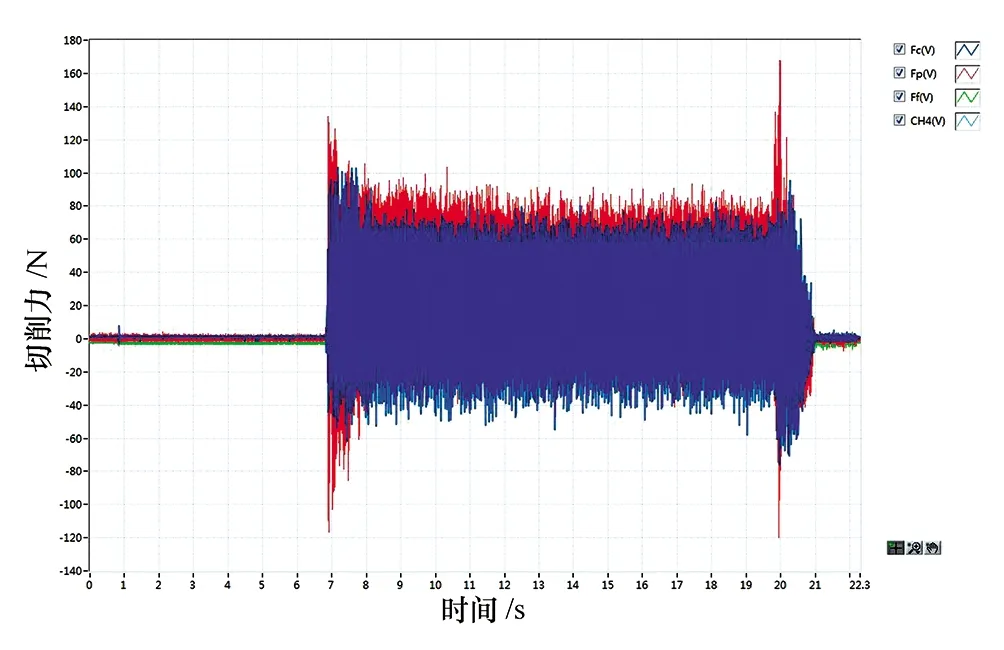
圖6 工況1下切削力
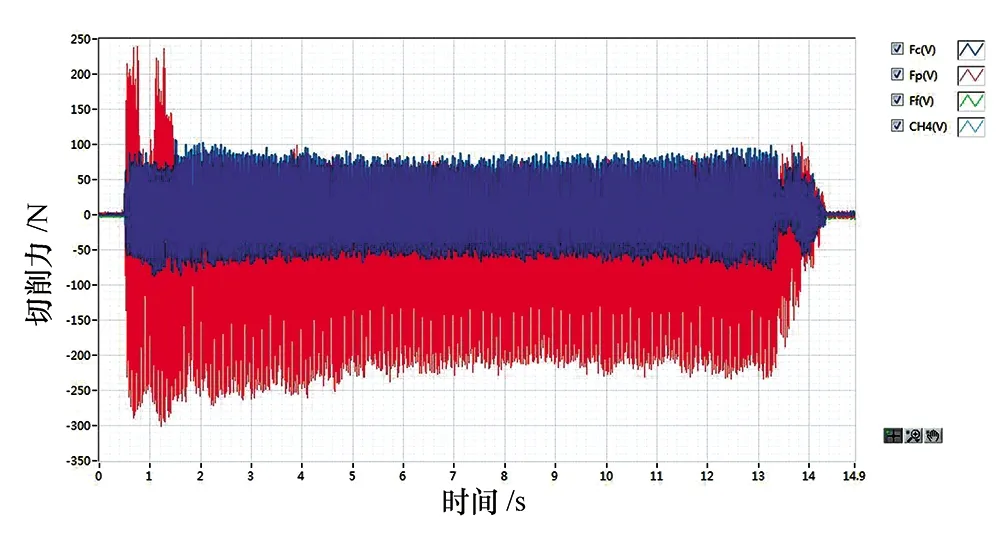
圖7 工況2下切削力
為了進一步驗證該連接法蘭在進行銑削力測量的準確性,進行了不使用連接法蘭時銑削力測量實驗,零件直接通過螺栓擰緊在測力儀的螺紋孔上。使用連接法蘭和不使用連接法蘭的對比性驗證實驗各進行了4組,實驗參數見表2。
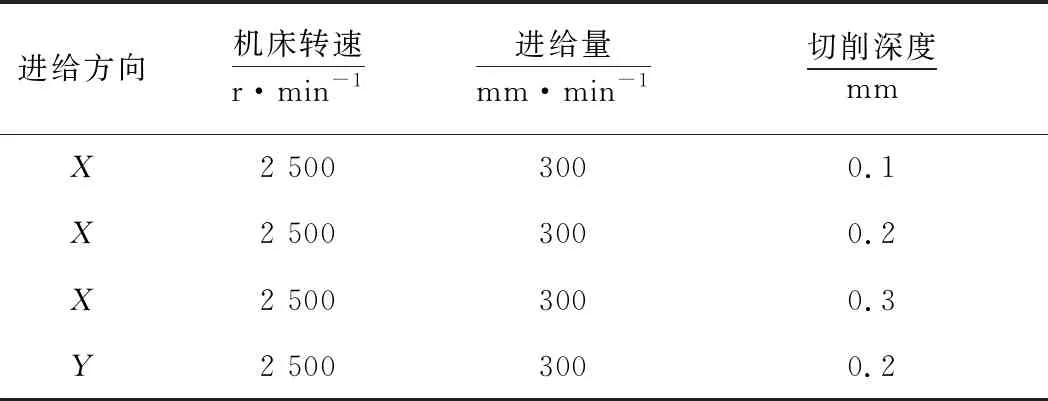
表2 法蘭驗證實驗參數
不使用連接法蘭的銑削力測量結果記為F(Ff為進給力,Fp為背向力,Fc為主切削力),使用連接法蘭的銑削力測量結果記為F′,二者對比結果見表3。

表3 使用連接法蘭與否的切削力對比
從上表的切削力對比數據可以看出,使用了連接法蘭的銑削力與不使用連接法蘭的銑削力基本相同,偏差基本不超過5%,進一步驗證了該裝置進行銑削力測量的有效性和準確性。
3 結語
為了在數控銑床進行切削實驗,并測量切削力,設計了一種用于連接k11-130三爪卡盤和Kislter9272測力儀的法蘭。利用SolidWorks建模和虛擬裝配后,獲得了該連接法蘭的正確結構和尺寸,該連接法蘭經切削加工后,用于連接測力儀和卡盤,并正確安裝于立式銑床工作臺。實驗結果表明該連接法蘭能夠用于數控銑床VMC650的銑削力測量實驗。
猜你喜歡
小獼猴智力畫刊(2022年9期)2022-11-04 02:31:42
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
小哥白尼(趣味科學)(2019年6期)2019-10-10 01:01:50
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
藝術啟蒙(2018年7期)2018-08-23 09:14:18
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
發明與創新(2016年38期)2016-08-22 03:02:52
太空探索(2016年5期)2016-07-12 15:17:55
