一種垂直通體布料工藝的應(yīng)用
2019-06-30 01:45:19劉建新葉祥何國強陳鵬程余東海
佛山陶瓷 2019年4期
劉建新 葉祥 何國強 陳鵬程 余東海


摘 要:本文介紹了一種垂直通體布料工藝在制造通體瓷質(zhì)磚產(chǎn)品上的應(yīng)用,對該工藝實施的關(guān)鍵點和工藝控制細節(jié)進行了重點闡述;并利用該工藝和相關(guān)技術(shù)成功應(yīng)用于公司新產(chǎn)品“丹青御石”通體瓷質(zhì)磚的研制,產(chǎn)品取得了預(yù)期的通體裝飾效果。
關(guān)鍵詞:瓷質(zhì)磚;通體布料;對位
1 前言
改革開放以來,建筑陶瓷產(chǎn)業(yè)經(jīng)歷了40年的高速發(fā)展。在發(fā)展的過程中不僅僅是產(chǎn)量的急劇增加,產(chǎn)品的檔次也得到了迅速的提高。特別是隨著消費結(jié)構(gòu)的提升,建陶產(chǎn)品也向藝術(shù)化,精細化方向邁進。然而,每一次產(chǎn)品的進步都離不開關(guān)鍵設(shè)備的發(fā)展和制造工藝的創(chuàng)新。
近二十年以來,瓷磚逐漸成為建筑裝飾材料消費的主流,瓷磚產(chǎn)品先后經(jīng)歷了滲花磚、微粉磚、拋釉磚等系列產(chǎn)品的更新?lián)Q代,特別是近幾年流行的噴墨打印技術(shù),已使瓷磚的表面裝飾效果與天然石材的紋理非常接近。但從縱向上考察這些裝飾紋理(以常規(guī)800 mm × 800 mm規(guī)格瓷磚產(chǎn)品為例),其圖案有效裝飾深度約為0.5 ~ 4 mm,在坯體的底部(約6 ~ 10 mm)則無圖案裝飾,或是有一些與表面圖案不一致的裝飾圖案,而天然石材在產(chǎn)品坯體的整個垂直面中,圖案色彩是立體貫通的。在一些高檔裝飾場所,特別是需要倒角開槽等后期加工的場所,天然石材的裝飾效果就顯得非常有優(yōu)勢。針對某些特殊裝飾效果的需要,我們研發(fā)出了一種垂直布料工藝,使圖案在產(chǎn)品的厚度方向形成通體裝飾紋理,達到與天然石材近似的效果。
2 垂直布料工藝介紹
2.1 垂直布料生產(chǎn)工藝流程
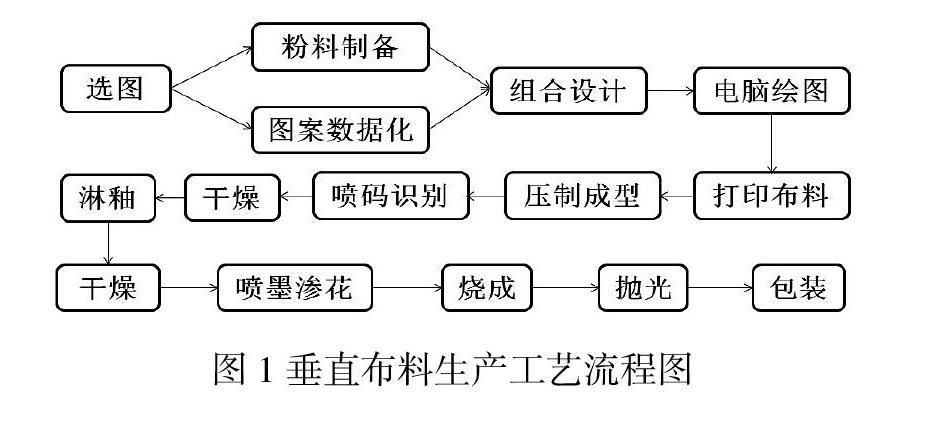
垂直布料生產(chǎn)工藝流程如圖1所示,從該圖可以看出,本產(chǎn)品工藝流程是在成型前對預(yù)制粉料塊進行了繪圖加工,使坯體具有了一定的紋理。
2.2 垂直布料的工作原理
在料車平臺上預(yù)先布置出一塊設(shè)定寬度和厚度的預(yù)制粉料塊,該粉料塊的厚度應(yīng)根據(jù)成型后半成品的厚度,結(jié)合粉料的壓縮比來確定。粉料塊的厚度和寬度,可通過基料斗的閘板調(diào)節(jié)。料車皮帶按一定速度向壓機方向運動,當皮帶上的預(yù)制料塊到達對應(yīng)的工位后,皮帶暫停,繪圖器開始工作,繪圖器完成第一工位的繪圖后,料車皮帶繼續(xù)帶動預(yù)制料塊向第二、三工位運動,各工位對應(yīng)的繪圖器依次繪圖布料,然后進行壓制成型。
2.3 繪圖器的結(jié)構(gòu)和工作原理
每個繪圖器的吸料管為1 ~ 5個,其對應(yīng)的補料管也為1 ~ 5個,一個吸料管和一個補料管構(gòu)成一組工作料管。繪圖器的吸料管為負壓吸氣裝置,可以通過一定的負壓吸走繪圖器運行路徑上對應(yīng)預(yù)制料塊的粉料。當吸料管吸走預(yù)制料塊的粉料時,瞬間形成一個粉料空隙,補料管的彩色粉料迅速對該空隙進行填充,產(chǎn)生新的色料帶,形成了通體布料層。可根據(jù)需繪制圖案的寬度來調(diào)整需使用的組數(shù),繪圖器的運行軌跡和速度是由電腦預(yù)先設(shè)置,根據(jù)料車設(shè)計的尺寸,每臺料車可配置1 ~ 6個繪圖器,每個繪圖器的運行軌跡和速度均獨立設(shè)計。吸料管和補料管均由電磁控制閥控制其開關(guān)動作,由電腦編程控制繪圖器的料管使用組數(shù)和開關(guān)的時間。
2.4 噴碼識別
當前拋釉磚的圖案普遍是“一石多面”的裝飾風格,本工藝設(shè)計的通體紋理繪制也是根據(jù)表面裝飾圖案進行分色繪圖。當所有工位按順序完成繪圖后,坯體紋理的布料結(jié)束,進入下一幅圖的繪制。為方便后工序的噴墨機對已成型的坯體進行分圖識別印花,需在坯體底部進行識別碼標示,根據(jù)“一石多面”圖案的的特點,識別碼按照圖案的不同設(shè)置對應(yīng)的標示,即:一圖一碼。
2.5 對位印花
為取得良好的圖案裝飾效果,本系列產(chǎn)品采取濕法噴墨滲花工藝。成型后的坯體經(jīng)干燥、淋釉、再干燥。在噴墨打印之前,根據(jù)成型后坯體標注的識別碼,對該件坯體進行圖案識別,打印出對應(yīng)圖案。因噴墨滲花的墨水具有一定的滲透性,墨水會滲透入釉層并和坯體布料的圖案進行連接,從而達到圖案、顏色在垂直方向上通體一致的效果。
3 圖案的數(shù)據(jù)化與設(shè)計
3.1 設(shè)計步驟
(1)根據(jù)預(yù)選的產(chǎn)品表面圖案效果,首先對圖案顏色進行分類(一般可以分出1 ~ 6種顏色),制備出與表面分類顏色近似的粉料。
(2)根據(jù)同類顏色的圖案路徑,設(shè)計出相應(yīng)繪圖器的運行路徑以及各段的布料寬度,再根據(jù)圖案寬度確定該繪圖器所需吸-補料管的組數(shù)。
(3)根據(jù)圖案長度確定出各繪圖器的運行速度。
(4)料車電腦可存圖6 ~ 10個,并根據(jù)圖案設(shè)置對應(yīng)的識別碼。
3.2 布料示例簡介
如圖4所示,(a)為某款產(chǎn)品的表面花色圖,(b)為數(shù)字化處理后的繪圖器運行路徑圖。圖4中路徑1的圖案為一些較寬的圖案,繪圖器的吸-補料管可考慮2 ~ 5組,選定一個繪圖器對路徑進行繪圖。當該繪圖器從右向左運行時,首先可考慮采用5組料管同時工作,形成約8 cm寬的繪圖區(qū)。當該繪圖器運行到圖中A點時,繪圖器吸-補料管可以關(guān)閉3組,保留2組工作,完成路徑1的后段繪圖,使圖案形成約3 cm寬的繪圖區(qū)。路徑2可以由另一個繪圖器在另一個工位同時完成,可以選擇使用繪圖器的1組料管形成約0.5 ~ 1 cm寬的圖案。路徑1和路徑2補料所用粉料顏色可以完全獨立。
4 技術(shù)難點與討論
(1)對所選圖案的顏色進行分類。顏色的分類是決定產(chǎn)品通體藝術(shù)性的基礎(chǔ),合理的顏色分類,既可以使產(chǎn)品的通體效果更逼真,也可以使繪圖器的運行更合理流暢。每個繪圖器補料管中粉料的顏色須與產(chǎn)品表面的圖案顏色對應(yīng)一致。
(2)圖案的數(shù)字化處理。對于分色的圖案,確定出對應(yīng)的繪圖器,并根據(jù)圖案的寬度和長度來調(diào)整繪圖器料管的工作組數(shù)和運行速度。當圖案寬度變化時,繪圖器的工作料管組數(shù)要適當增減,而圖案的寬度變化點,在圖案數(shù)字化設(shè)計處理時需重點考慮,需根據(jù)繪圖器的速度和圖案尺寸進行精確匹配。
(3)成型后的坯體圖案與噴墨打印圖案的精確對位重疊。圖案對位是否精確,是檢驗本產(chǎn)品在裝飾效果上是否達到預(yù)期通體效果的一項重要指標。繪圖器在預(yù)制坯料上所繪制的每一幅圖,都需在坯體表面進行4個點的坐標定位。在后工序進行噴墨印花前,需重新對這4個點的坐標再次定位,只有這4個坯體定位坐標點與噴墨機圖案上的定位坐標點重疊,噴墨機才會印花,以此來保證前后工序圖案的精確對位。
(4)補料與預(yù)制料的膨脹系數(shù)的匹配。當繪圖器在預(yù)制料塊上運行時,一部分粉料被吸走,同時又立即補充新的粉料,這種新補入的粉料可能與預(yù)制料塊上的基礎(chǔ)料在膨脹系數(shù)上出現(xiàn)差異。其主要的原因為:補料一般是經(jīng)過配色的粉料,因為色料的引入,會引起粉料膨脹系數(shù)的變動。因此需根據(jù)引入色料的種類和加入量,適當調(diào)整補料的膨脹系數(shù),使補料和預(yù)制料的膨脹系數(shù)接近。
5 結(jié)語
本項目在“垂直布料”、“坯體噴碼識別”和“圖案定位”三大創(chuàng)新點上取得了重大突破,順利通過省級科技成果鑒定,相關(guān)技術(shù)達到了“國際先進水平”。應(yīng)用該工藝設(shè)計和研制出了“丹青御石”瓷質(zhì)磚系列產(chǎn)品10多款,獲得了良好的經(jīng)濟效益。本項目的成功研發(fā),將通體瓷質(zhì)磚的制備工藝提升到一個新的高度。磚體紋理內(nèi)外一致,藝術(shù)感強,自然大氣,更近于天然原石,極大地提升了產(chǎn)品的裝飾效果,對推動通體瓷質(zhì)磚產(chǎn)品的技術(shù)進步具有重要意義。