合成增稠劑/瓜爾膠復配糊料在分散染料印花中的應用
2019-06-26 13:01:56張永高徐華君章金芳陳萬明
染整技術 2019年4期
張永高,徐華君,章金芳,陳萬明
(新天龍集團有限公司,浙江上虞 312369)
滌綸織物的分散染料印花一直以海藻酸鈉為主要糊料,近年來,由于海藻酸鈉價格上漲等原因,染廠一直在尋找海藻酸鈉的替代品。天然親水性高分子化合物——瓜爾膠(GG)具有很好的增稠性和流變性,且耐酸堿、電解質,與各類染料的相容性好,能與其他糊料混合使用,但單獨用于分散染料印花時,其黏度不易控制,生產穩定性差[1-2]。合成增稠劑黏度可控性高、成本低、操作方便,但耐電解質差,因此在染料印花中的應用受到一定限制[3-9]。基于GG 和合成增稠劑各自的性能特點和價格,本課題選用合成增稠劑FS與GG復配對滌綸進行印花,以期提供一種成本低、應用效果好的分散染料印花糊料。
1 實驗
1.1 材料和儀器
織物:白色純滌綸平紋布(新天龍集團有限公司,經緯密為94根/10 cm×60根/10 cm)。
藥品:合成增稠劑FS、瓜爾膠(工業純),保險粉、氫氧化鈉(天津市永大化學試劑有限公司,分析純),分散染料(浙江閏土染料股份有限公司,工業純)。
儀器:MCR52 型旋轉流變儀(奧地利Anton Paar公司),Mini MDF/767 型磁棒印花機(奧地利Zimmer公司),DHE65102 型萬能汽蒸焙烘機(瑞士Mathis 公司),SF600X 型測色配色儀(美國Datecolor 公司),三維視頻檢測顯微鏡KH-7700(浩視中國有限公司),SW-12D 耐洗色牢度試驗機、Y517B 摩擦色牢儀(寧波紡織儀器廠)。
1.2 印花工藝
1.2.1 色漿制備
準確稱取去離子水于燒杯中,依次加入糊料、分散染料,充分攪拌至分散均勻,色漿充分膨化后,靜置4 h待測。
1.2.2 工藝流程
色漿→磁棒印花→高溫焙烘(180 ℃,5 min)→冷水沖洗→溫水洗→還原清洗(保險粉2 g/L,氫氧化鈉1 g/L,95 ℃,20 min,浴比1∶20)→溫水洗→冷水洗→烘干→熨平待測。
1.3 測試
色漿黏度采用旋轉流變儀測定。
透網量:磁棒印花機在一定刮力和刮速下,對不同復配糊料進行刮印,印制大小為10 cm×10 cm的方形圖案,準確稱量刮印前后織物質量,計算差值得到透網量(g/m2)。
表觀得色量及滲透率:采用測色配色儀測定不同復配比印花織物正反兩面的K/S值,正反各取10個隨機點求平均值,按照下式計算:滲透率(%)=織物反面的K/S值/織物正面的K/S值×100%。
花型輪廓清晰度:將印制800 μm 的直線線條烘干,用三維顯微鏡隨機測定布樣線條上10 個點處尺寸,求平均值。
色牢度:按照GB/T 3921—2008《紡織品色牢度試驗耐皂洗色牢度》、GB/T 3920—2008《紡織品色牢度試驗耐摩擦色牢度》測定。
2 結果與討論
2.1 影響糊料黏度的因素
2.1.1 各組分質量分數
合成增稠劑FS 和GG 的質量分數不同,黏度變化也不同,具體如圖1所示。由圖1看出,隨著合成增稠劑FS 和GG 質量分數的增加,黏度均增加;但FS質量分數增加,黏度的增幅較平穩,而GG 質量分數增加,黏度的增幅波動大。分析認為,合成增稠劑FS 為丙烯酸類高聚物,在水中發生溶脹,其分子鏈上的陰離子產生靜電排斥作用,使分子鏈充分伸展,流體力學體積增大,發生溶脹作用使黏度升高,形成增稠體系[10-12],黏度隨著體系中分子數的增加而平穩增加;而GG 分子在水中溶解后,以勢能最低的伸展形式存在,其體積是以分子最遠端的距離為直徑的球體,且其中不帶支鏈的分子在水中伸展接近于直線,直徑增大形成增稠體系,體系中分子數增加,其分子直徑的增幅波動更大,因此,黏度隨著GG 質量分數的增加,增幅波動大。
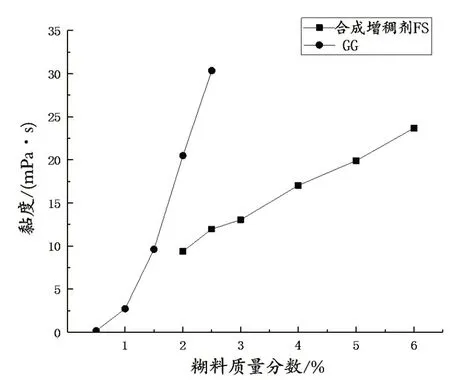
圖1 糊料的質量分數對黏度的影響
2.1.2 染料用量對黏度的影響
固定合成增稠劑FS 質量分數4%、GG 質量分數1.5%,分別加入不同用量的分散藍HGL,黏度變化如圖2所示。
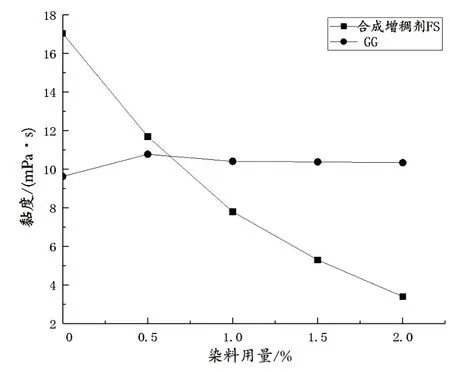
圖2 染料用量對黏度的影響
由圖2看出,隨著分散藍HGL 染料用量的增加,合成增稠劑FS 黏度下降很明顯,而GG 黏度略有提升。分析認為,分散染料在商品化的過程中加入了大量分散劑等電解質,這些電解質的存在會破壞增稠劑FS陰離子之間的斥力,使伸展的分子鏈卷縮起來,表觀上出現黏度明顯下降的現象。而GG中加入電解質后,水化作用增強,分子間發生交聯,從而黏度有所上升。
2.1.3 不同復配比對黏度的影響
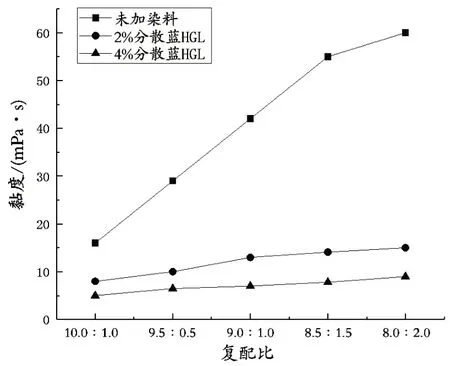
合成增稠劑FS 與GG 總的用量4%,研究了其在不同復配比[m(FS)∶m(GG),下文相同]下,加入不同用量分散藍HGL 攪拌,靜置4 h 測其黏度,結果如圖3。由圖3可知,復配后糊料的耐電解質性能得到改善,且隨著GG用量的增加,耐染料性能越好,說明FS和GG之間存在增效作用。分析認為,FS與GG存在協同增稠作用,當一種高分子溶解在另一種高分子所形成的溶液中,使其中一種高分子形成的連續相體積降低,濃度相應提高,因此黏度升高。
2.2 復配糊料的印制性能
2.2.1 透網量
印花糊料透網性能是影響印花織物表面得色深淺、輪廓清晰度的一項重要指標,隨著市場對印花精細度要求的不斷提高,高目數篩網的使用越來越頻繁,這對色漿順利通過高目數的篩網提出了更嚴格的要求。比較了不同復配比下色漿的透網性能,結果如圖4所示。

圖4 不同復配比下的透網量
由圖4可知,隨著GG比例的增加,印花漿料的透網率相差不大,總體呈下降趨勢。這可能是因為體系中GG比例增大,對電解質作用的穩定作用增強,體系結構黏度略有增加,使透過網孔到達織物表面的量相對減少,導致透網量下降。
2.2.2 表觀得色量與滲透率
印花織物表觀得色量是評估印制效果很重要的指標,主要與色漿的透網量、滲透性相關。不同復配比糊料印花織物的得色量與滲透率如表1所示。由表1可知,隨著GG比例的增大,印花色漿的表面得色量逐漸減小,滲透率逐漸增大;復配比在9.5∶0.5 和 9 .0∶1.0 時,織物表面表面得色量與單獨使用合成增稠劑時較為接近,說明其表面得色量能滿足基本印制要求。分析認為,復配體系中GG用量增加,印花色漿的透網量逐漸下降,透過網孔的色漿減少,進入印花織物表面中色漿的染料降低,顏色變淺,得色量下降。
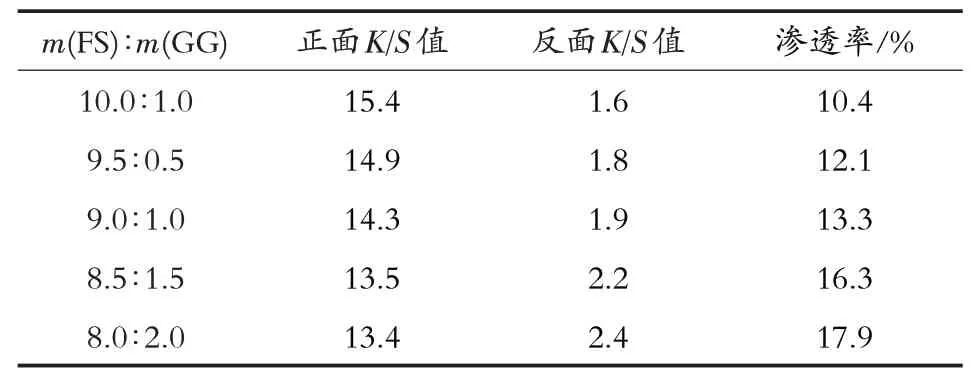
表1 不同復配比下糊料的表觀得色量、滲透率
2.2.3 花型輪廓清晰度
花型的清晰度和糊料的抱水性以及黏度有密切關系,不同復配比下印制花紋的輪廓清晰度如表2所示。由表2可知,隨著瓜爾膠比例的增大,織物的花紋輪廓清晰度逐漸變差;在達到 9 .0∶1.0 時,花紋圖案已出現明顯滲化;GG 用量繼續增加,線條不勻度更明顯。說明GG用量增加,糊料抗滲化能力變差,花紋邊緣清晰度易受影響。綜合考慮,選定m(FS)∶m(GG)=9.5∶0.5比較適宜。
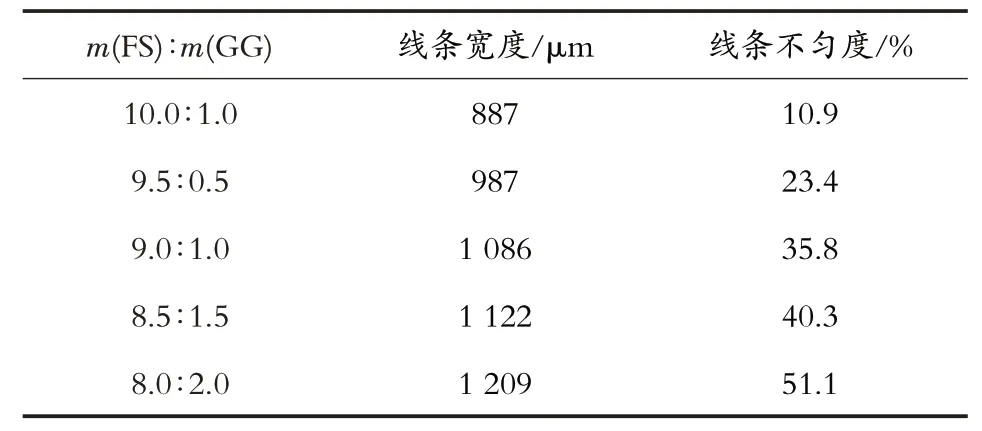
表2 不同復配比下花型輪廓清晰度
2.3 復配糊料的印制性能
按照m(FS)∶m(GG)=9.5∶0.5 進行了試生產,分別印制了中色、深色系面料,面料的基本性能指標如表3所示。由表3可看出,復配糊料采用9.5∶0.5比例下的印花產品手感柔軟,得色量高,印花清晰度好,產品色牢度符合GB 18401中B類紡織品標準,產品風格與采用海藻酸鈉糊料相差不大。經本廠連續半年的生產統計,采用復配糊料的綜合加工成本比采用海藻酸鈉低20%左右,經濟效益顯著。
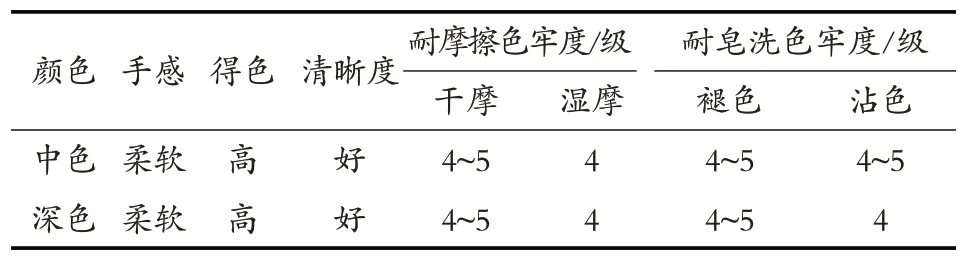
表3 試生產面料的產品性能
3 結論
(1)分散染料印花時,隨著分散染料質量分數的增加,采用合成增稠劑FS為印花糊料,其黏度下降明顯;采用GG 為印花糊料,其黏度變化不明顯,且略有上升。
(2)合成增稠劑FS和GG復配糊料印花,隨著GG用量的增加,糊料的耐鹽穩定性增加,但透網性、得色量、輪廓清晰度下降。復配糊料[m(FS)∶m(GG)=9.5∶0.5]分散染料印花產品的風格與海藻酸鈉相差不大,但綜合成本比海藻酸鈉低20%左右。
