F DM型并聯機構式3D打印機的單擠出頭雙噴嘴的結構設計
2019-06-22 02:45:28孟鑫沛張俊平鄭銳濤
裝備制造技術 2019年3期
雷 芳,孟鑫沛,張俊平,鄭銳濤
(1.東莞職業技術學院,廣東 東莞 523808;2.東莞市彩越三維科技有限公司,廣東 東莞 523808)
0 引言
3D打印是增材制造技術的一種,它使產品的生產流程縮短,能成型形狀復雜的零件。已在各行各業逐漸擴大其影響力,改變著產業模式,作為當今世界最具發展潛力的生產技術之一,它逐漸進入公眾視野,未來數年內也將走進千家萬戶[1]。熔融沉積成型(簡稱FDM)是3D打印的一種,因為成型設備簡單和能成型結構復雜零件等特點,在行業市場份額達80%以上,并在未來數年類將長期保持這一占比。在成型懸臂零件時,懸臂部分由于沒有支撐零件易產生變形,因此為了避免懸臂部分發生變形,需要添加支撐,如果支撐為同一種材料,成型后去除容易留下痕跡表面較粗糙,如果支撐與模型材料為不同材料,由于兩種材料的特性不同,打印完成后可以用溶劑去除支撐零件表面光潔[2],這種情況需要用兩個噴嘴打印。另外隨著對產品美觀和多色材料的追求,單材質遠遠不能解決這些問題,可以用兩個噴嘴打印兩種顏色材料。本文主要研究FDM快速成型設備中單擠出雙噴嘴機構用來成型兩種材質或兩種顏色材料。
1 雙擠出頭雙噴嘴結構
FDM打印技術是根據材料熔融堆積成型的快速成型過程,先使用計算機完成產品的建模,再使用軟件將三維模型處理成逐層的截面,打印機根據每層截面逐層打印得到所需產品,成型原理如圖1所示。FDM成型設備的擠出頭是一個關鍵組件,主要作用是將線材加熱由固態轉化為熔融狀態,然后將熔融狀態的物料從噴嘴擠出,擠出的材料按層堆積,最終獲得實體[3]。噴頭送料的穩定性以及加熱效率往往直接影響設備的成型效果,關系到3D打印出的物件的質量好壞。
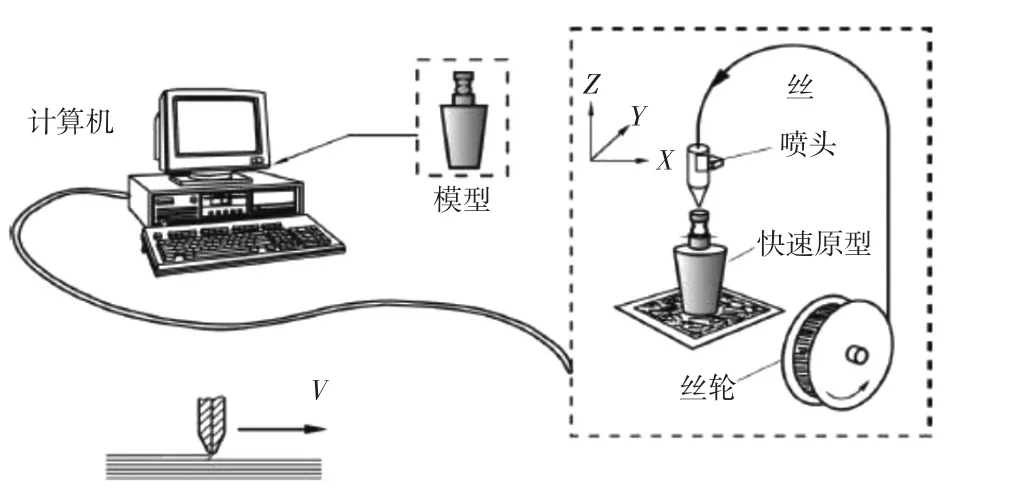
圖1 F DM成型原理
目前市場上很多FDM設備打印采用近程擠出,送絲裝置和步進電機一起安裝在噴頭上,近距離給噴頭送料。雖然有良好的擠絲性能,但是送絲裝置、步進電機和風扇等裝置增加了機構的負擔,運動過程中慣性大,加速減速有困難,運行不夠穩定;長時間會使機構變形,對平臺難以調平,造成打印出來的產品精度降低。尤其是并聯機構式3D打印機,由三組并聯壁協作帶動末端運動,對末端重量非常敏感,當采用雙擠出雙噴頭打印時,重量增加,加速減速相對困難,要用較低的打印速度以保證精度,隨著末端重量的增加會直接導致設備負荷加重,從而會大大降低其運行速度、精度以及壽命,因此噴頭減重成為首要任務。
另外采用雙擠出頭雙噴嘴時,如圖2所示,雙擠出頭雙噴嘴占用了打印機內空間,與單擠出頭單噴嘴比較,有效行程范圍大幅減小,打印工作區域減小。
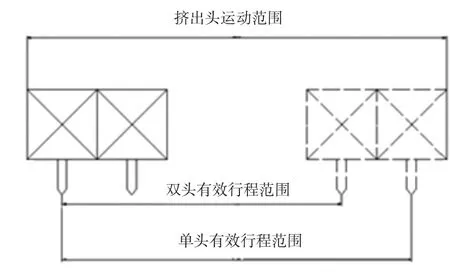
圖2 雙擠出頭雙噴嘴結構有效行程
2 單擠出頭雙噴嘴結構
為了減輕噴頭的重量,擴大雙噴頭的有效工作行程,本研究改變每個擠出頭一個噴嘴的設計,將雙噴嘴及其加熱擠出結構集成在同一個擠出頭上,如圖3所示,這種結構減輕了噴頭的重量,大幅縮減噴嘴之間的距離,最大限度利用設備空間,打印的有效行程增加,如圖4所示。
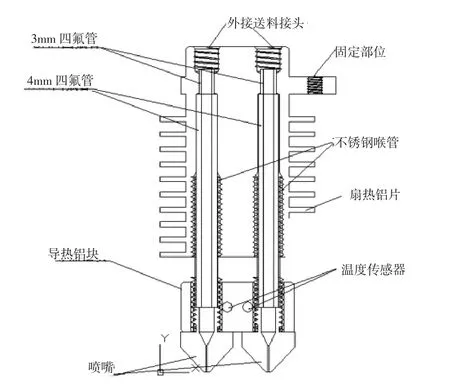
圖3 單擠出頭雙噴嘴結構
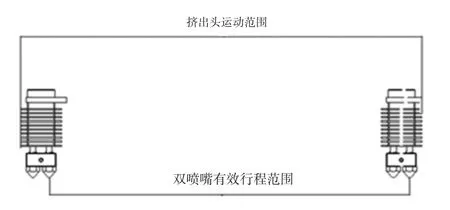
圖4 單擠出頭雙噴嘴有效行程
3 單擠出頭雙噴嘴結構各零件材料的選擇
擠出頭主要由散熱片、兩個不銹鋼喉管、兩個內置聚四氟乙烯管、兩個噴嘴、電熱器、溫度傳感器等十個零件組成,如圖5所示。散熱片要求材質具有良好導熱性和低密度特征,首選材質為鋁,它將電熱器所產生的熱量均勻傳導至噴嘴及溫度傳感器。
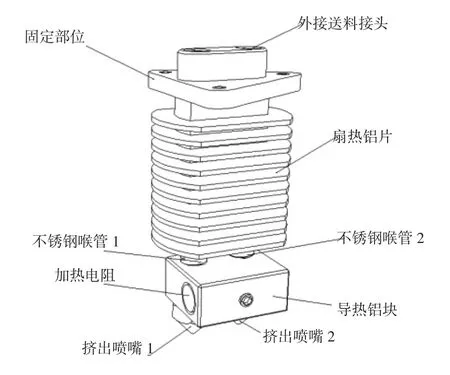
圖5 單擠出頭雙噴嘴
送料通道材料采用聚四氟乙烯管,可起到隔熱和對通道內材料潤滑的作用。通道內溫度范圍在0~130℃,而聚四氟乙烯耐熱溫度高達250℃,有突出的不粘性能,管內壁不易粘附膠體,能保證材料受熱融化后能不因阻力過大而在管道內堵塞[4],以保證送料過程的流暢性,使得擠出機構內材料的堆積、堵塞等問題得到有效解決,聚四氟乙烯管有優異的耐老化和抗輻射性能,使用壽命長,故滿足使用要求。
加熱采用熱電偶,溫度檢測采用100 K熱敏電阻,由于此處溫度控制允許5℃的誤差范圍,故溫度控制精準度能達到要求。
喉管連接鋁身與導熱鋁塊,同時盡量減少導熱鋁塊的熱量向鋁身傳遞,要求材料導熱率不能過高,不銹鋼的導熱系數遠低于其它金屬,且具有較高的強度,溫度達200℃時材料依然有化學穩定性和物理強度。經綜合考慮,喉管采用不銹鋼材質,能滿足使用要求。
噴嘴的最佳材質為銅,主要利用銅的優良導熱性能和耐磨性能。
4 單擠出頭雙噴嘴打印機有效行程范圍測試
常溫下分別對雙頭雙噴3D打印機(型號三角洲G2s)的擠出頭,如圖6a)所示,和單頭雙噴3D打印機(自制)的擠出頭,如圖6b)所示,進行稱重,重量如表1所示,單頭雙噴打印機的機頭重量要輕0.2 kg。打印如圖7所示雙色產品,雙頭雙噴打印機和單頭雙噴打印機最大運行范圍相同,分別對雙頭雙噴打印機和單頭雙噴打印機的有效行程范圍進行計算,得到如表1所示,可以看出單頭雙噴打印機噴嘴的有效行程范圍增加20mm。
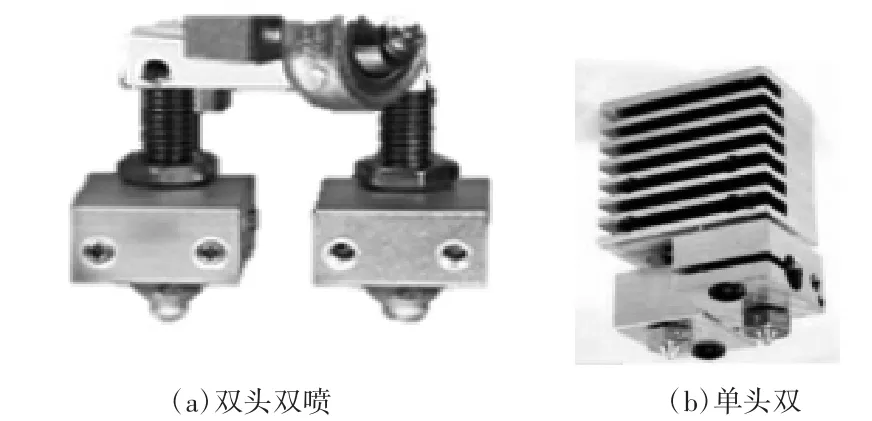
圖6 擠出頭

圖7 單頭雙噴打印機打印雙色產品
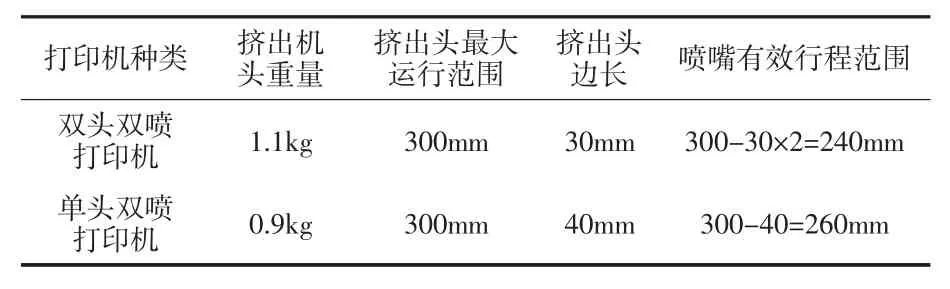
表1 噴嘴有效行程范圍
5 結語
為了實現兩種材質或兩種顏色材料打印,克服并聯機構式3D打印機雙擠出頭較重、有效行程減少的難題,研究了單個擠出頭雙噴嘴技術使擠出頭重量減輕,使有效行程增加,并對單擠出雙噴嘴機構各零件材料進行了選擇,可以在較高速度下打印雙材質或雙顏色材料,應用前景十分廣闊。
