西門子S7-1500 PLC在冷軋機AGC系統上的應用
2019-06-13 02:09:46孫紅剛
有色金屬加工 2019年3期
關鍵詞:信號
孫紅剛
(安徽楚江科技新材料股份有限公司,安徽 蕪湖 241000)
西門子S7-300、S7-400系列PLC在國內各行各業的工業生產線上被廣泛使用,其良好的性能和可靠的穩定性受到了電氣自動化行業工程人員的一致好評。西門子S7-1500系列PLC與S7-300系列PLC相比具有兩大優點,一是CPU上配置有LED顯示屏,可配置基本參數,并且可以方便顯示CPU狀態和故障信息;二是S7-1500 PLC的處理速度更快,聯網能力更強,其CPU上集成1~3個PROFINET接口,可實現低成本快速組態現場級通信網絡。
1 冷軋機組液壓AGC系統的基本工作原理
銅帶冷軋機的電氣系統包含傳動和AGC兩大部分。傳動部分主要包括主機、左卷取機、右卷取機、開卷機等調速裝置的控制;AGC系統主要是利用采集的主油缸位移傳感器數據和測厚儀測量的厚差信號(或軋制時的軋制力)對主油缸的伺服閥進行調節,進而控制軋輥的位置對來料帶材進行加工。本文僅對S7-1500在AGC系統中的應用進行介紹。
厚度控制精度是銅帶產品最主要的質量指標之一。在軋制的前幾道次,因帶材厚度較大,使用恒輥縫軋制來消除帶材的縱向厚差,此時以MTS絕對值位移傳感器的輸出信號為反饋信號進行閉環調節。根據軋制理論,實際軋出的帶材厚度h與預先設定的輥縫S0和軋機彈跳值△S之間的關系可以使用彈跳方程描述,h=S0+ △S=S0+P/Km;式中,P為軋制壓力,Km為軋機的剛性系數。
從以上分析可知,軋制時工藝設定的參數對軋制具有很大影響。為了減少誤操作,可以將常用的軋制工藝預先設定在工藝表中,軋制時只需要根據來料情況選擇相應的工藝號和道次號即可,避免了在閉輥縫狀態下連續軋制時修改設定輥縫或設定出口厚度輸入錯誤引起的帶材成品率下降等現象。 因帶材來料有一定的橫向厚差,軋機操作側和傳動側剛性不完全一致,軋輥冷卻效果不完全一致等原因,軋制過程中還需要根據出口板型進行糾偏調整和彎輥力調整。
在帶材厚度小于一定值后,需要將測厚儀投入進行監控式厚度自動控制。根據軋制彈跳方程進行軋制使用的是油缸的位移傳感器信號,有效避免因軋輥熱膨脹、軸承間隙變化等因素對厚度控制的影響。厚度監控的原理是,根據出口測厚儀檢測的厚度變化趨勢,自動調整輥縫值,使出口厚度儀檢測值和設定厚度趨于一致。由于出口測厚儀安裝位置和軋制位置有一定距離,所以當前檢測的厚度值并不是當前軋制的實際厚度值,而是經過一段距離的延時。所以,厚度監控具有滯后。使用監控軋制無法避免控制和調節上的滯后,為了避免此缺點,可以在入口側檢測來料帶材的厚度變化△H,然后在預定時間內提前調整傳動側和操作側伺服閥以達到期望的厚度h。
本冷軋機下支承輥的位置由斜鍥調整后固定不動,工作時主要通過調整上輥的位置來達到目標厚度,通過調整彎輥力的大小和輥縫糾偏來調節帶材板型。在每次換輥后,需要在觸摸屏先輸入新的工作輥直徑和支承輥直徑,然后通過手動調整或自動調整斜鍥的位置來調整軋制線。軋制線調整完畢后進行軋機壓靠,壓靠主要是標定換輥后軋機新輥系的輥縫零點,并消除新輥系傳動側和操作側的輥縫差。
2 AGC系統的硬件配置說明
1)CPU采用S7-1511-1PN,位運算處理時間0.06us,帶網絡接口,運行速度快,與外圍設備通訊方便;
2)主油缸壓力和彎輥缸彎輥力使用西門子SM531模擬量輸入模塊采集壓力傳感器的4mA~20mA模擬量信號;
3)主油缸位移使用西門子SM551工藝模塊采集MTS公司的直接SSI數字輸出的絕對值位移信號;
4)左右測速輥速度和左右帶材長度使用西門子SM550工藝模塊采集P+F公司的RVI58系列增量編碼器信號;
5)主油缸伺服閥的調節使用西門子SM532模擬量輸出模塊經過信號放大板控制航空工業南京伺服控制系統有限公司的FF106系列產品;
6)左右側帶材的厚差信號使用西門子SM531模擬量輸入模塊采集測厚儀輸出的的±10V模擬量信號;
7)上位機和PLC使用UDP通信進行數據交換;
8)PLC和測厚儀使用TCP/IP協議通信。當切換軋制方向或修改兩側目標厚度后,PLC可以通過TCP/IP協議將設定的機前、機后目標厚度發送至測厚儀。硬件配置如圖1所示。
3 AGC系統軟件結構
(1)采用西門子博途軟件進行程序編寫,具有組態簡單,程序結構清晰,查找方便等特點(圖2)。(2)采用常規的LAD、STL等編程語言,程序通俗易懂(圖3)。
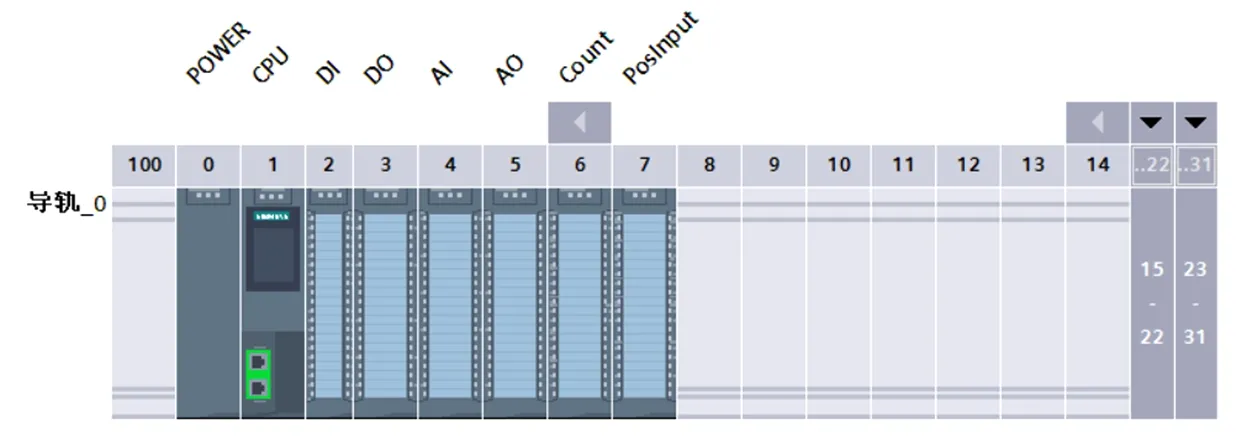
圖1 硬件配置Fig.1 Hardware configuration

圖2 程序結構Fig.2 Routine structure
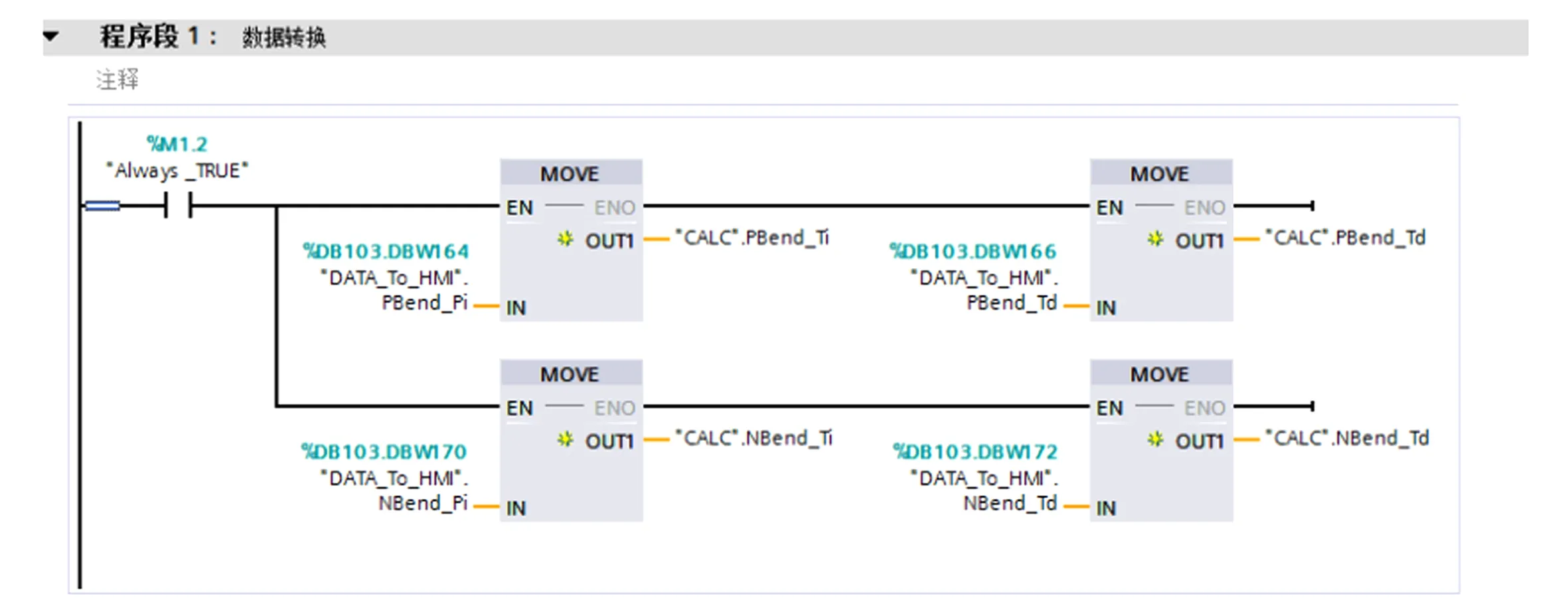
圖3 編程語言Fig.3 Programming language
4 結束語
該軋機的控制系統采用了性能穩定、抗干擾強的西門子S7-1500系列 PLC,使整個設備運行安全可靠,達到了設計要求。CPU上配置有LED顯示屏,可方便地配置基本參數、顯示CPU狀態和故障信息;CPU集成了2個PROFINET接口,可實現低成本快速組態現場級通信網絡。西門子S7-1500系列PLC作為銅板帶軋機AGC系統的首選配置應用會越來越廣泛。
猜你喜歡
鴨綠江(2021年35期)2021-04-19 12:24:18
考試與評價·高一版(2020年6期)2020-11-02 02:45:24
媽媽寶寶(2019年10期)2019-10-26 02:45:34
中國生殖健康(2019年3期)2019-02-01 06:12:26
鐵道通信信號(2018年11期)2019-01-19 01:15:08
電子制作(2018年11期)2018-08-04 03:25:42
鐵道通信信號(2018年2期)2018-04-18 12:18:10
鐵道通信信號(2016年11期)2016-06-01 12:11:32
鑿巖機械氣動工具(2016年3期)2016-03-01 04:00:25
中國病理生理雜志(2015年8期)2015-12-21 12:38:06
