熱處理對6101B鋁合金組織與性能的影響
2019-06-13 02:31:20劉旭東
有色金屬加工 2019年3期
關鍵詞:工藝
胡 皓, 趙 芳, 劉旭東, 張 巖, 劉 歡
(遼寧忠旺集團有限公司,遼寧 遼陽 111003)
隨著我國航天航空及軌道交通的快速發(fā)展,使用鋁材的企業(yè)對鋁材的綜合性能要求越來越高,力學性能和硬度指標常常用來衡量鋁合金熱處理質量,但已不能全面反應鋁材的綜合性能。電導率作為一種金屬導電能力的指標,已逐漸進入研究者的視野,越來越引起人們的重視,對鋁合金進行不同的淬火時效熱處理時,鋁合金內部組織也會隨之發(fā)生變化,這必將會引起電導率的變化[1]。而相比于常規(guī)實驗,正交試驗法可以通過盡可能少的數據來得到所需要的信息,大大減少了實際實驗的工作量,被廣泛應用于各個領域。
6101B鋁合金屬于6xxx系(Al-Mg-Si)可熱處理強化合金,是一種常見的導電材料,其主要用于軌道交通上傳輸動力電流,其制成的導電型材是城市軌道交通結構中的重要組成部分,因電流負荷大,單位面積內通過的電荷密度很大,因此要求該合金具有良好的導電性能,同時為保證該材料后續(xù)的加工和使用性能,該合金必須具備一定的中等強度和硬度[2]。影響6101B鋁合金電導率的因素主要包括:合金成分;熔煉、鋁液的凈化;鑄造;鑄錠均勻化;擠壓、固溶淬火;時效等[2]。試驗證明[3],降低Mn、Cr、V、Ti等雜質元素有利于提高6101B合金的電導率;選擇合適的熱處理制度同樣可以提高6101B鋁合金的電導率。6101同樣是一種熱處理可強化鋁合金,目前國內對6101鋁合金研究較多,試驗發(fā)現,為了保證6101合金材料經過熱處理能獲得最佳性能,應選擇接近540℃的溫度進行過飽和固溶體淬火,并采用200℃×4h的制度進行人工時效;而采用160℃×10h時效制度可以獲得穩(wěn)定并且較高的屈服強度,但淬火溫度還應提高至560℃左右[4]。若采用雙極時效175℃×8h+192℃×2h同樣可以獲得較好的綜合性能[5]。而對于大壁厚6106管材而言,191℃×5h則是最佳的人工時效制度[6]。然而6101B電導率的研究相對較少,本文選取一種6101B鋁合金擠壓型材,從淬火時效熱處理工藝方面探究其對擠壓型材力學性能和電導率的影響規(guī)律,以其從根本上優(yōu)化擠壓生產及熱處理工藝,提高實際成品率。
1 試驗材料與方法
1.1 試驗材料
本試驗選取材料為6101B鋁合金擠壓型材,其直徑為260mm,壁厚為14mm;其實測合金成分如表1所列,該合金實測成分在國標范圍內,符合6101B鋁合金國標化學成分要求。

表1 6101B鋁合金化學成分(wt.%)
1.2 試驗過程及方法
該型號屬于一種常見導電材料,因此對于該型號擠壓型材要求具有較高的電導率,EN755-2∶2008標準中詳細記錄了6101B鋁合金T6/T7狀態(tài)性能標準(表2)。通過以往的實際生產可知,滿足EN755-2∶2008標準的同時,自然時效或峰值時效滿足高標準電導率要求較為困難,因此電導率可作為本次正交試驗的指標衡量。
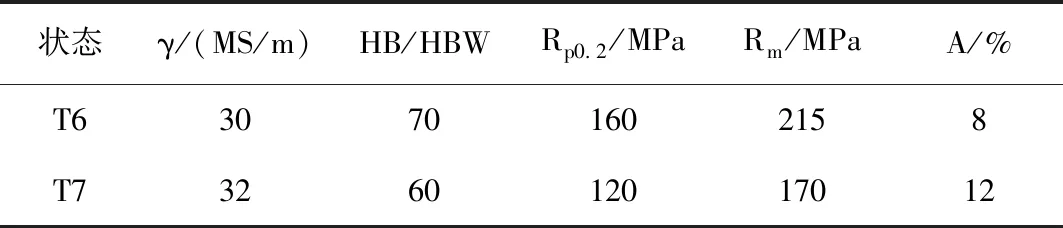
表2 6101B鋁合金標準(EN755-2∶2008)
根據以往經驗及實際擠壓生產情況可知,淬火及時效制度對6101B鋁合金電導率和力學性能均有所影響,因此本實驗針對熱處理工藝的4個主要參數(淬火溫度A、淬火時間B、時效溫度C及時效時間D)設計了L16(44)的正交試驗方案(表3),然后對結果進行分析,在保證一定強度和硬度的同時,獲得最大電導率的淬火時效工藝。在正交試驗的基礎上,對工藝優(yōu)化,與峰值時效對比,總結歸納最佳的淬火及單級時效工藝以及影響該合金性能與電導率的主次因素,為后續(xù)實際生產提供一定的理論幫助。常溫力學性能在AG-X 100KN電子萬能試驗機,并按相關標準進行室溫拉伸試驗試,所有拉伸試樣均平行于擠壓方向截取;電導率測試在SMP-10渦流電導儀;布氏硬度采用HBS-62.5型數顯小負荷布氏硬度計。
2 試驗結果及分析
2.1 自然時效及峰值時效對該型材組織及力學性能的影響
該型號經擠壓機擠壓后取樣分別進行自然時效(T4)及人工峰值時效(T6),其性能結果見表4,從表中對比發(fā)現,自然時效與人工時效對比,人工時效后其屈服強度、抗拉強度、硬度及電導率均有所提高,延伸率卻降低,但峰值時效滿足表2標準的前提下,電導率的提高幅度依舊有限,T6狀態(tài)下電導率不滿足標準規(guī)定。因此,通過正交試驗探究淬火溫度、淬火時間、時效溫度及時效時間對該型材力學性能、硬度及電導率的影響。
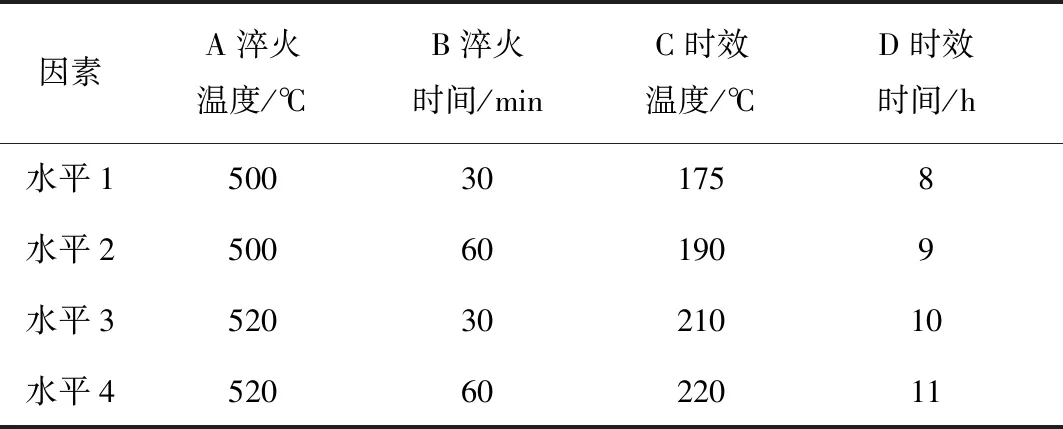
表3 正交試驗表
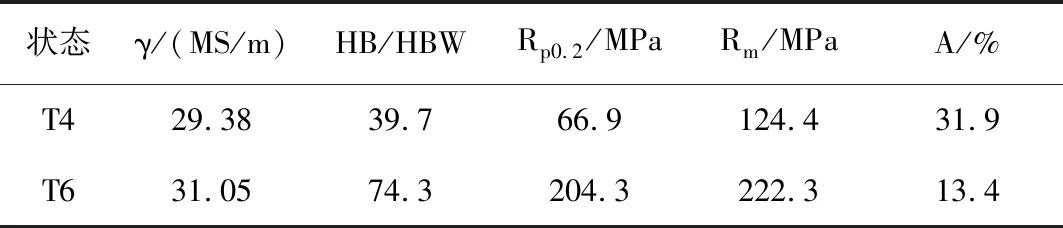
表4 T4/T6狀態(tài)下性能
2.2 淬火時效對6101B鋁合金性能的影響
表5所列為正交試驗方案及結果。重新淬火(500℃×30min)后峰值時效(175℃×8h),6101B鋁合金的抗拉強度(Rp0.2)、屈服強度(Rm)、伸長率(A)、硬度(HB)和電導率(γ)分別是190.2MPa、209.4MPa、16.9%、73.7HB和30.99 MS/m。與直接自然時效相比,硬度、電導率、抗拉強度和屈服強度均有所提高,而伸長率則下降明顯;而與峰值時效相比,電導率、硬度、抗拉強度和屈服強度略有降低,而伸長率則略有提高。
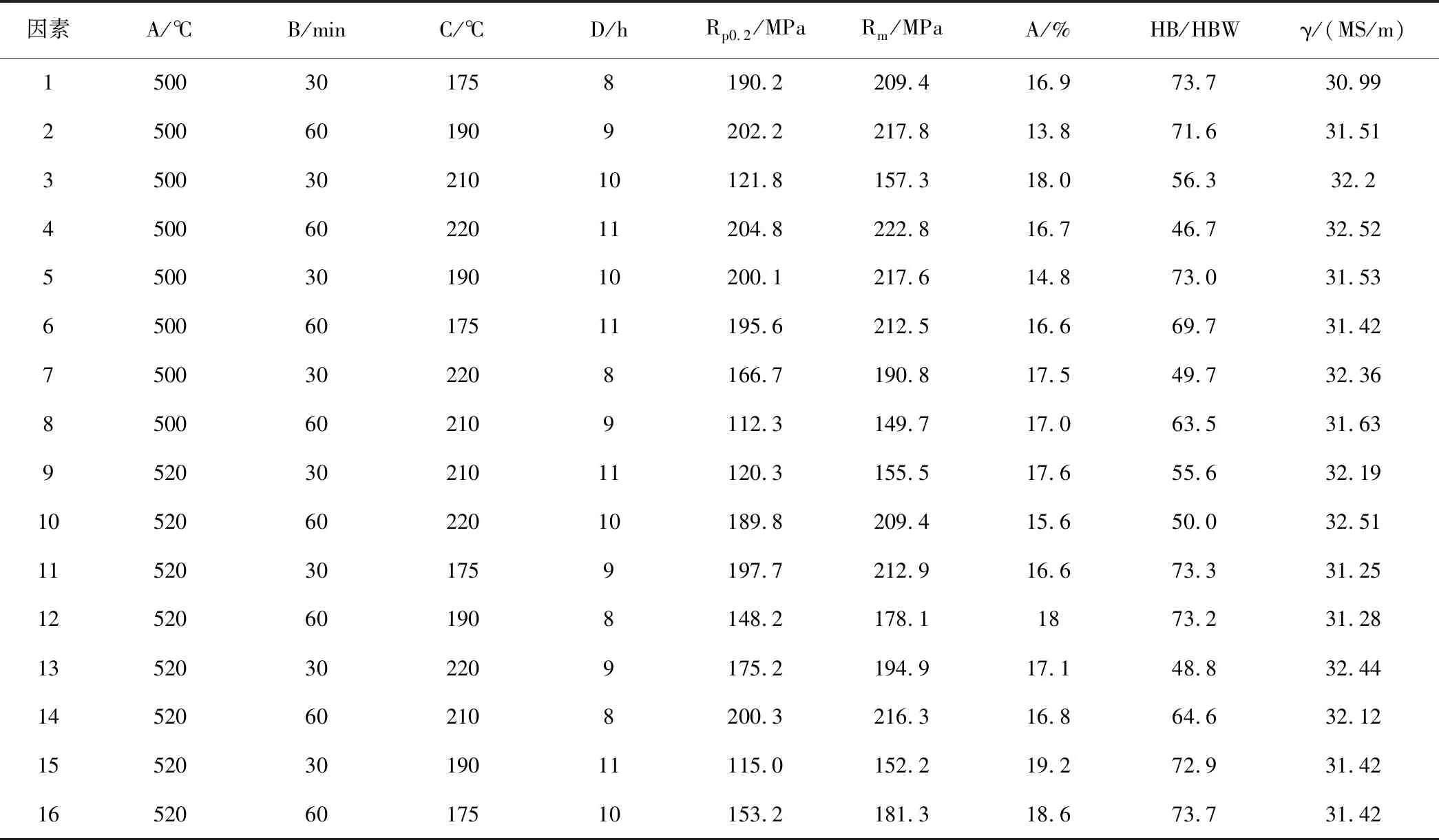
表5 正交實驗方案與結果
由表5可知,獲得最大電導率對應的最佳淬火時效工藝為A1B4C4D4(即500℃×60min+220℃×11h),此時獲得性能為Rp0.2=204.8MPa、Rm=222.8MPa、A=16.7%、HB=46.7HB及γ=32.52MS/m。
為了對正交實驗結果分析更加準確,采用極差分析,計算出每一因素和水平下相應力學性能、硬度及電導率的平均值及極差,進而確定目標工藝對性能的影響程度主次,具體的極差分析結果見表6。從表6中可以看出,影響6101B合金屈服強度的因素主次依次為淬火時間、時效溫度、淬火溫度、時效時間,淬火時間從30min延長到60min,6101B合金的屈服強度最大降低了46.675MPa;影響6101B合金抗拉強度的因素主次依次為淬火時間、時效溫度、淬火溫度、時效時間,淬火時間從30min延長到60min,6101B合金的屈服強度最大降低了35.7MPa;影響6101B合金伸長率的因素主次依次為淬火時間、淬火溫度、時效時間、時效溫度,淬火時間從30min延長到60min,6101B合金的伸長率最大提高了2.125%;影響6101B合金硬度的因素主次依次為時效溫度、時效時間、淬火溫度、淬火時間,時效溫度從175℃提高到220℃,6101B合金的硬度最大降低了23.875HBW;影響6101B合金電導率的因素主次依次為時效溫度、時效時間、淬火時間、淬火溫度,時效溫度從175℃提高到220℃,6101B合金的電導率最大提高了1.1875 MS/m。總體來看,對于導電材料6101B鋁合金而言,保證一定力學性能和硬度的前提下,時效溫度對合金電導率的影響最大。
為了直觀起見,用因素的水平變化為橫坐標,指標的平均值為縱坐標,畫出水平與指標的關系圖,如圖1所示。從圖1中可以看出保證不同最佳性能的淬火時效工藝,獲得最佳屈服強度性能的淬火時效工藝為A1B2C1D1,即500℃×60min+175℃×8h;獲得最佳抗拉強度性能的淬火時效工藝為A1B2C4D1,即520℃×30min+210℃×11h;獲得最佳伸長率性能的淬火時效工藝為A4B3C3D4,即520℃×30min+210℃×11h;獲得最佳硬度性能的淬火時效工藝為A4B4C2D1,即520℃×60min+190℃×8h;獲得最佳電導率性能的淬火時效工藝為A4B2C4D3,即520℃×60min+220℃×10h。
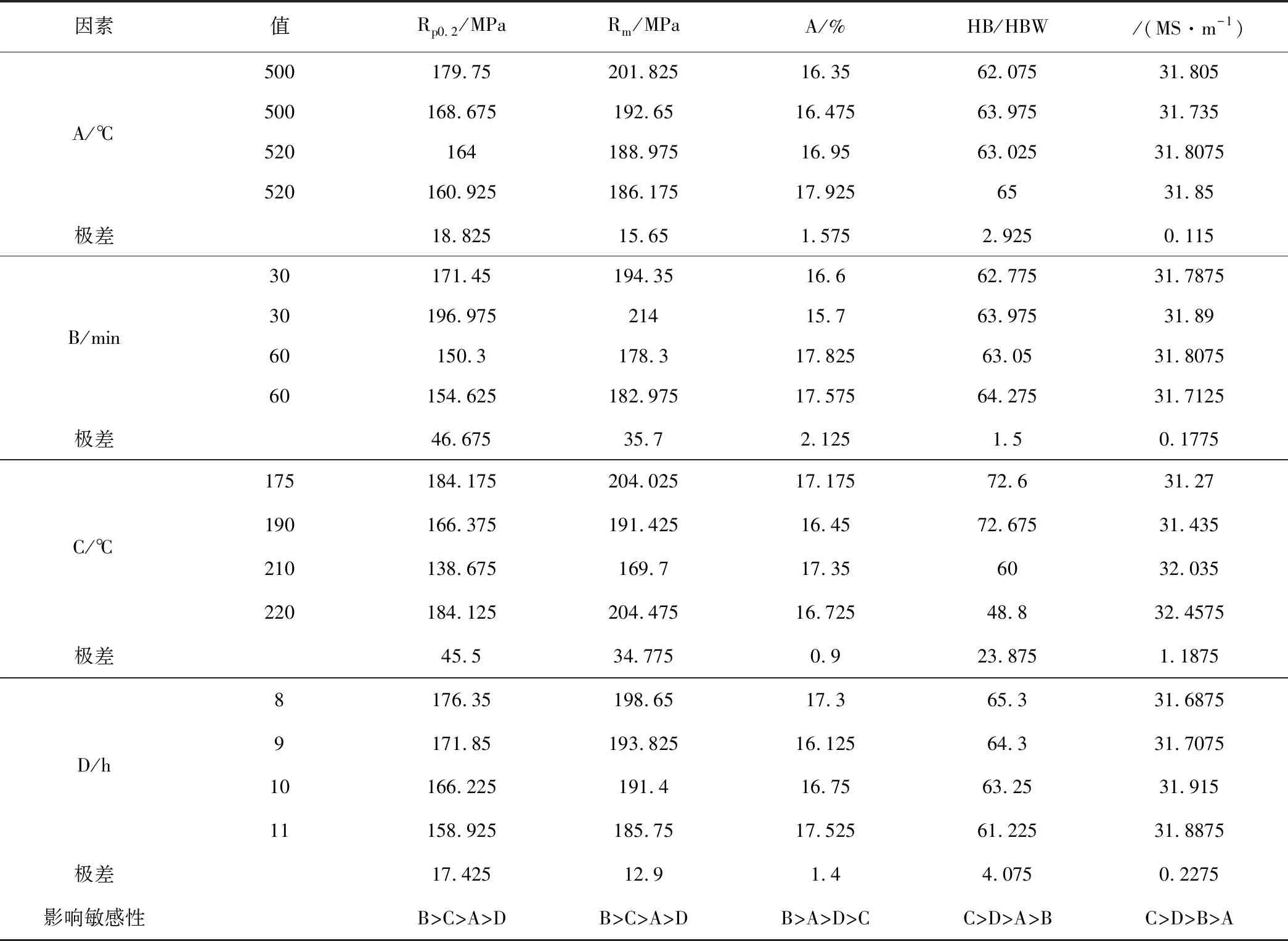
表6 正交實驗極差分析結果
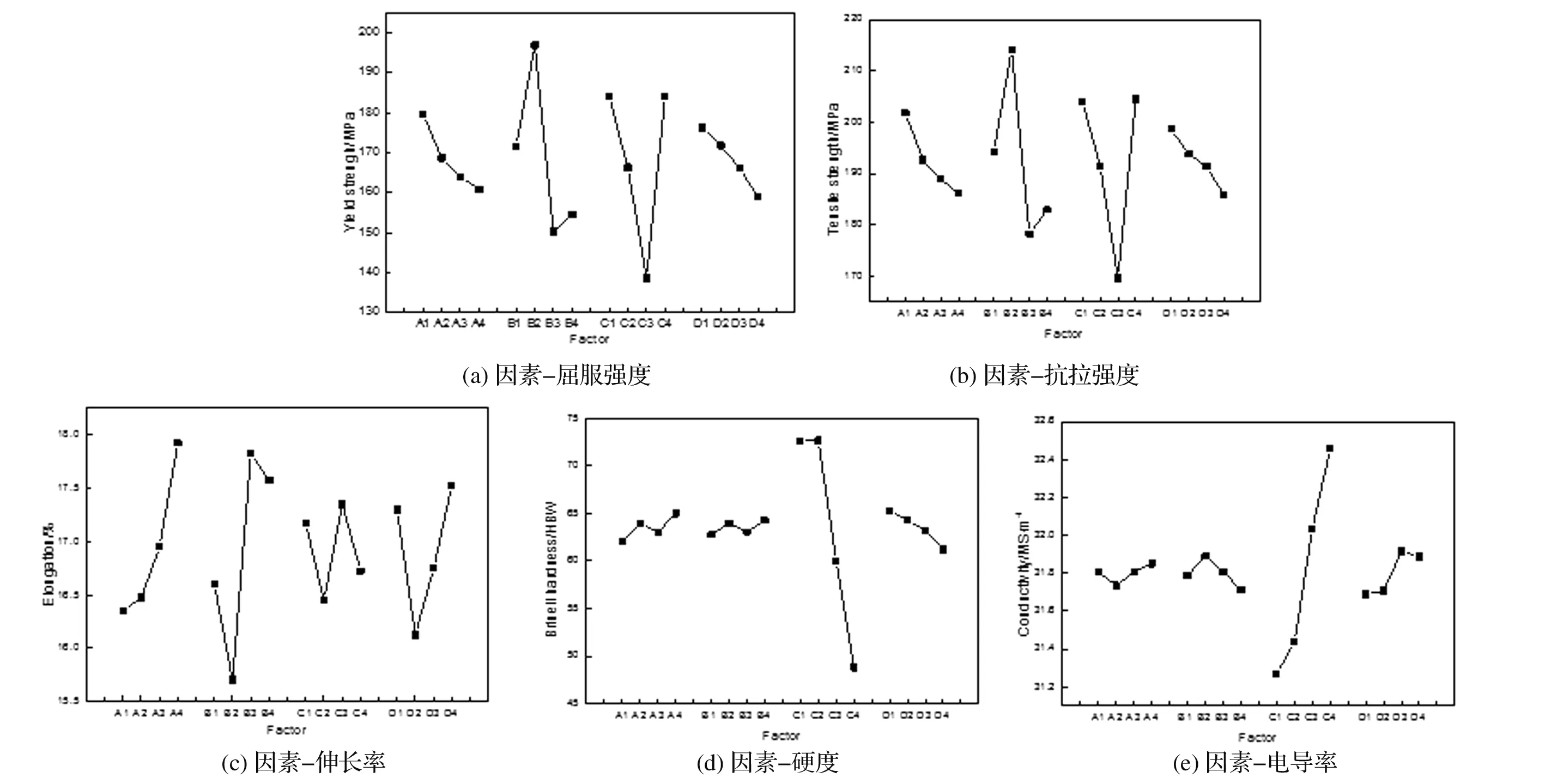
圖1 水平與指標關系圖Fig.1 Relationship between level and index
2.3 淬火時效熱處理工藝優(yōu)化
由于本文主要研究6101B鋁合金在保證一定強度和硬度的前提下,通過淬火時效熱處理,以獲得最大電導率為目標。由表5正交試驗結果可以看出,在滿足表2性能標準的前提下,獲得最大電導率的淬火時效工藝為A1B4C4D4(即500℃×60min+220℃×11h),此時獲得性能為Rp0.2=204.8MPa、Rm=222.8MPa、A=16.7%、HB=46.7HB及=32.52MS/m。而由圖2可以看出,最佳淬火時效工藝為A4B2C4D3(即520℃×60min+220℃×10h),此時獲得性能為Rp0.2=189.8MPa、Rm=209.8MPa、A=15.6%、HB=50HB及=32.51MS/m,此時的性能均低于A1B4C4D4所對應的性能,無論電導率、抗拉強度、屈服強度及伸長率均有所降低。因此,最佳的淬火時效工藝為A1B4C4D4,即500℃×60min+220℃×11h。
2.4 淬火時效對6101B鋁合金顯微組織的影響
圖2為兩種淬火時效工藝的微觀組織圖。由圖2(a)和圖2(b)微觀組織發(fā)現,兩種淬火時效工藝組織中均未發(fā)生過燒,(b)圖淬火時效后基體上相的數量比(a)圖多,且(b)圖中存在略長的相,而(a)圖中為粒狀顆粒相。
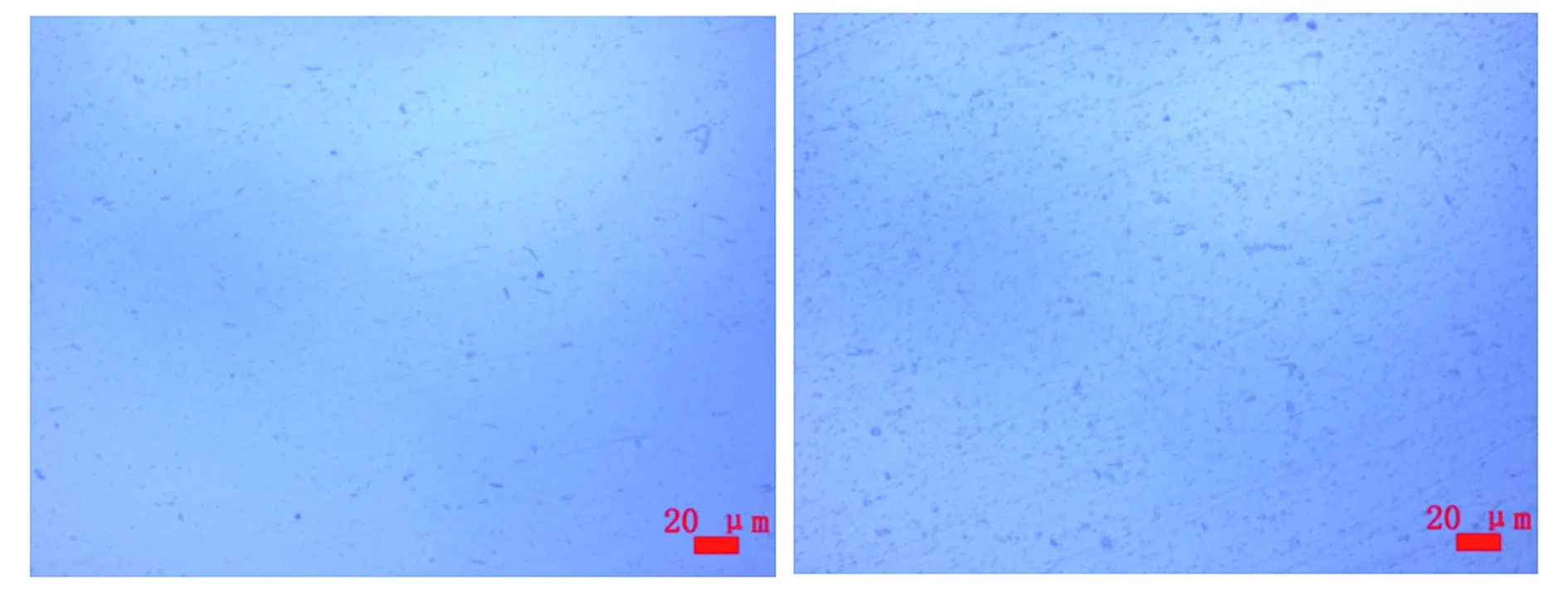
(a) 500℃×60min+220℃×11h (b) 520℃×60min+220℃×10h圖2 不同淬火時效狀態(tài)微觀組織Fig.2 Microstructure of different quenching and aging process states
6101B鋁合金中主要強化相為Mg2Si相,Si和Mg元素的存在均能影響6101B合金的電導率,Mg與Si形成強化相Mg2Si后,充分沉淀,合金的電導率會隨之提高。實際生產中,Mg和Si往往無法完全發(fā)生反應形成Mg2Si相,Si作為一種半導體材料,游離Si數量的增加相當于減少了合金的有效導電面積,從而使合金電導率降低。而當Mg含量較低時,合金的電導率也會降低,若與Si形成Mg2Si粒子充分沉淀后,合金電導率會提高[8]。
一般而言,由于晶體晶格點陣的畸變或歪扭,影響金屬中原有的周期性電場分布,增加或減少了電子的散射度,導致鋁合金電阻發(fā)生變化[8-11]。鋁合金固溶處理后,合金中的第二相溶解,過飽和固溶體的程度增加,使得基體產生嚴重的晶格畸變、歪扭,點陣散射源的數量和密度隨之增加,導致導電電子的平均自由程度變小致使電導率下降[8-10]。
時效過程同樣會影響晶格畸變,6101B合金時效的析出序列為GP區(qū)→β″→β′→β。時效開始時,過飽和固溶體中的強化相均勻析出,且尺寸細小,對位錯運動的阻力加強,因而硬度較未時效而言提高; GP區(qū)相的析出,減弱了基體的晶格畸變程度,電子的背散射作用逐漸減弱,電導率逐漸上升;而隨著時效溫度的升高和時效時間的延長,β″和β′為繼GP區(qū)后逐漸析出的過渡相,與基體成半共格關系,過渡相密度的增加使基體晶格畸變進一步下降,導電率上升,對位錯運動的阻力不斷增加,強度逐漸提高直至峰值時效。隨后隨著時效溫度和時效時間的繼續(xù)延長,由于過渡相濃度升高,過渡相與基體局部失去共熔,使基體晶格歪扭區(qū)域減少,合金的強度逐漸下降,但過渡相逐漸轉變?yōu)棣?Mg2Si相,其不斷長大,從基體中析出,彌散相不斷減小,沉淀相與基體的共格關系逐漸減弱,使基體晶格歪扭程度減弱,基體點陣中的背散射源的數量和密度不斷減弱,從而使電導率繼續(xù)增加[7.8.10.11]。
4 結論
(1) 通過正交試驗極差分析,對于導電材料6101B鋁合金而言,導電率為主要衡量指標,在保證一定力學性能和硬度的前提下,時效溫度對合金的影響最大;
(2) 通過正交試驗結果及驗證試驗得出,500℃×60min+220℃×11h時獲得最佳性能,Rp0.2=204.8MPa、Rm=222.8MPa、A=16.7%、HB=46.7HB及=32.52MS/m;
(3) 通過對比兩種淬火時效工藝(500℃×60min+220℃×11h和520℃×60min+220℃×10h)的微觀組織,結果發(fā)現前者組織中含有細小顆粒狀相,后者組織中含有條狀相。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業(yè)技術(2016年15期)2016-12-01 05:30:59
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
