相同熱輸入條件下參數匹配對SUH409L焊縫組織的影響研究
2019-05-30 05:46:46徐書峰徐芳泓梁敏諍
太原理工大學學報 2019年3期
徐書峰,徐芳泓,柳 陽,梁敏諍
(1.太鋼先進不銹鋼材料國家重點實驗室,太原 030003;2.太原鋼鐵(集團)有限公司,太原 030003)
鐵素體不銹鋼是指在高溫和室溫下顯微組織均為完全鐵素體或以鐵素體為主體的不銹鋼。為了增強鐵素體不銹鋼一些特殊性能,還常常加入適量的Mo,Ni,Nb,Ti等元素。SUH409L屬于Cr13型鐵素體不銹鋼,其含鉻量剛剛超過不銹鋼具有耐蝕性所需鉻量的門檻值,是最廉價的一類不銹鋼,主要應用于汽車排氣凈化系統中[1]。隨著近年來汽車產業的繁榮發展,作為汽車排氣系統冷端材料的SUH409L鐵素體不銹鋼年使用量超過50萬t,厚度規格常見于1.0~1.5 mm,其中絕大部分是通過TIG自熔焊接成焊管,然后進行彎管、擴口、定徑等成型工序制成汽車排氣管冷端成品。
由于SUH409L鐵素體不銹鋼在焊接過程中的顯微組織始終為鐵素體,因此其不填絲的自熔焊縫和熱影響區晶粒會嚴重長大,從而降低焊接接頭的韌性以及延伸率[2]。對于熱影響區(HAZ)來講,避免性能惡化的措施只有盡量降低熱輸入,從而延緩晶粒長大。對于不填絲的自熔焊縫區域來講,焊縫由中心形核的等軸晶和熔合線向中心生長的柱狀晶組成,二者在焊縫凝固時呈互相競爭生長的關系。柱狀晶的定向生長會將熔池中的雜質成分推向凝固終點,即焊縫中央,并形成性能薄弱區。各向異性的柱狀晶在受載時的變形能力不足,很容易發生開裂[3]。而焊縫中心的等軸晶,既可以將凝固終點的雜質成分沿等軸晶晶界分布而分散在多個平面,又在受載時可以旋轉而具有很大的變形能力。所以,實踐中希望得到等軸晶比例更高的焊縫,以應對焊管焊后復雜的成型工序[4-5]。
AMUDA et al[6]較為全面地介紹了鐵素體不銹鋼焊縫細化晶粒的各種方法,包括熔池攪拌、控制焊縫凝固、添加合金元素和強制冷卻。電磁攪拌是鑄造中常用的一種細化晶粒方法,它同樣適用于焊接過程以抑制焊縫中柱狀晶的生長。利用電池攪拌、脈沖電弧、外加調制電弧、以及超聲攪拌已成為當前研究的一個重要領域。關于添加合金元素,有很多學者研究了Ti和Al的添加量對鐵素體不銹鋼TIG焊縫晶粒細化的影響,利用Ti的碳氮化物作為等軸晶不均勻形核的質點,而Al的氧化物則作為質點形成的孕育劑[7-9]。對于焊縫的凝固,很多學者通過計算焊縫凝固線前方的溫度梯度G和焊接速度v的比值來研究焊縫中柱狀晶和等軸晶的比例,如圖1所示[10]。而對于鐵素體不銹鋼的生產企業來講,很難準確地理解和應用G/v對于等軸晶比例的作用。本文通過研究在相同的焊接熱輸入下,不同焊接電流和焊接速度的匹配對熔池形狀的影響,及其與焊縫中等軸晶比例的關系,直觀地給出熔池長寬比與對焊縫等軸晶比例的關系,指導鐵素體不銹鋼生產企業的應用。
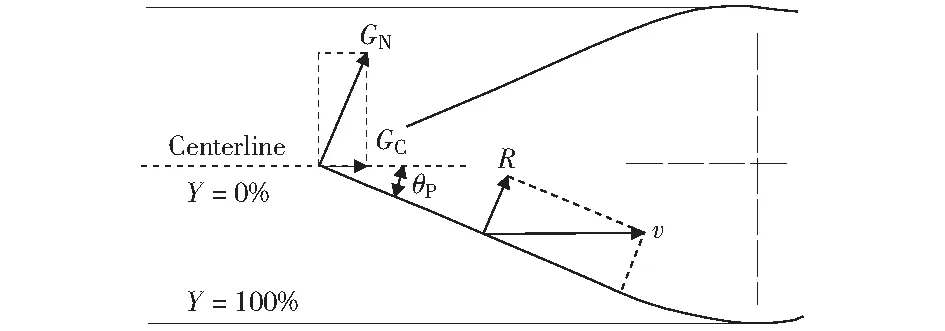
圖1 溫度梯度與焊接速度的示意圖[10] Fig.1 Schematic diagram of the thermal gradient G and the welding velocity v[10]
1 實驗材料與方法
實驗材料為太原鋼鐵有限公司生產的SUH409L板材,化學成分見表1.試板尺寸為350 mm×250 mm×1.5 mm,不開坡口。焊接方法為不填絲TIG,以焊接電流120 A、焊接速度405 mm/min為基準,在相同熱輸入的前提下等比例增大或減小焊接電流和焊接速度,作為實驗參數,如表2所示。焊接接頭截面金相組織和弧坑尺寸由OLYMPUS OLS4100共聚焦顯微鏡觀測得到。采用MHV-2000硬度儀測量焊縫各區域硬度。使用Photoshop軟件,根據焊縫各區域的像素數量來計算等軸晶區域占焊縫的比例。

表1 SUH409L化學成分Table 1 Chemical compositions of SUH409L
2 實驗結果
2.1 焊接接頭金相組織
圖2為不同焊接電流、焊接速度下焊接接頭截面金相照片。表3為焊縫中等軸晶所占比例。由二者可見,在同一熱輸入下,當焊接電流為48 A、焊接速度為162 mm/min時,1.5 mm的焊件未熔透。當焊接速度增大至238 mm/min,焊接電流相應增大至71 A時,1.5 mm的焊件恰好被熔透,此時焊縫中心的等軸晶區域僅為焊縫的13.8%,兩側為柱狀晶,而柱狀晶幾乎為一個晶粒直接從熔合線生長至等軸晶。當焊接速度增大至324 mm/min,焊接電流相應增大至96 A時,焊縫中心等軸晶區域略微
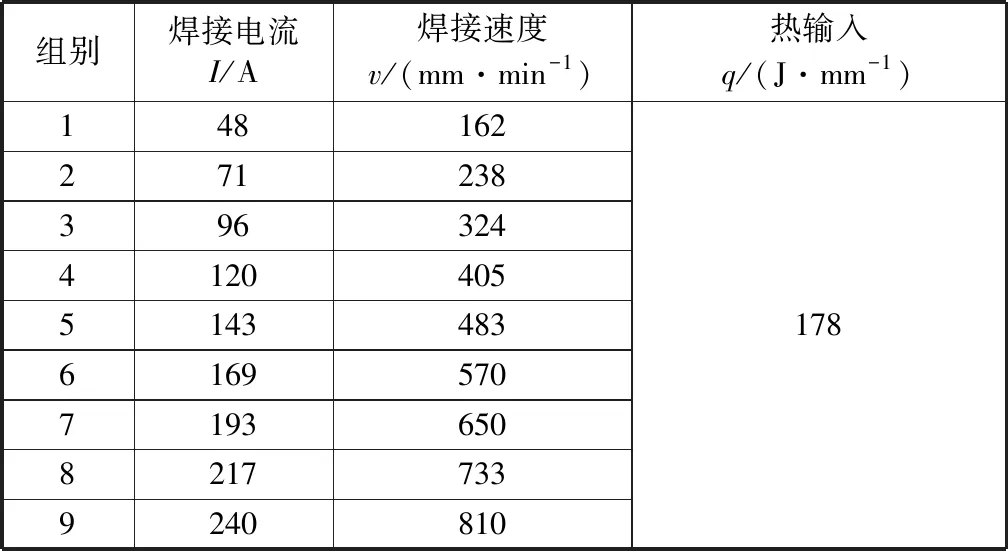
表2 焊接工藝參數Table 2 Welding parameters
圖2 焊接接頭金相組織形貌 Fig.2 Cross-section of welds
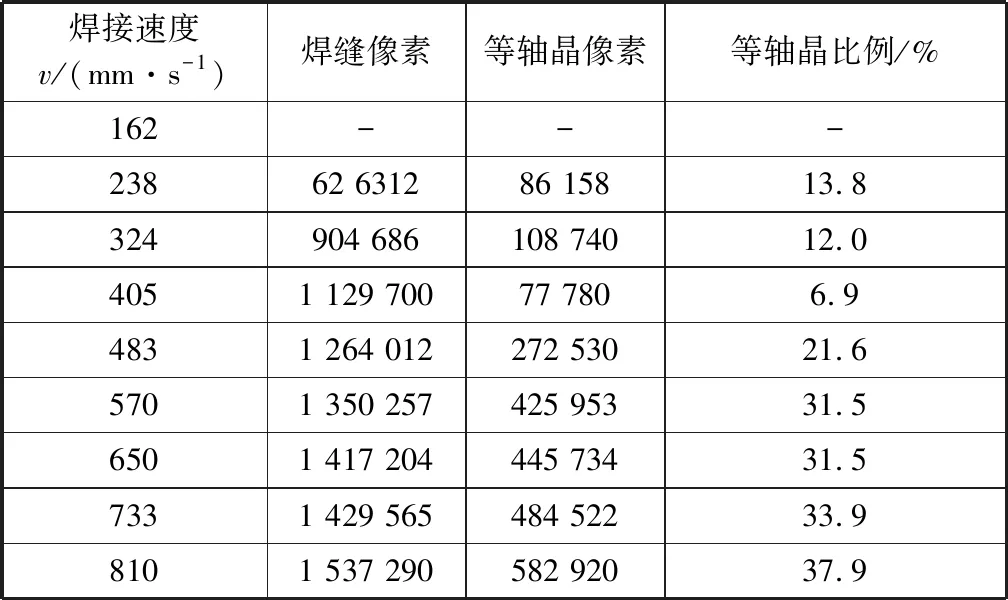
焊接速度v/(mm·s-1)焊縫像素等軸晶像素等軸晶比例/%162---23862 631286 15813.8324904 686108 74012.04051 129 70077 7806.94831 264 012272 53021.65701 350 257425 95331.56501 417 204445 73431.57331 429 565484 52233.98101 537 290582 92037.9
變寬,柱狀晶區域也不是一個晶粒貫穿于熔合線和等軸晶區之間;由于等軸晶和焊縫同步增大,等軸晶所占焊縫的比例為12.0%,與上一組參數的焊縫沒有太大變化。當焊接速度增大至405 mm/min,焊接電流相應增大至120 A時,等軸晶區域的寬度較上一組參數的焊縫無明顯變化,但柱狀晶則長得更為粗大,焊縫也繼續變寬,等軸晶所占比例下降至6.9%。當焊接速度繼續增大至483 mm/min時,等軸晶明顯增多,柱狀晶也更為粗大,等軸晶所占比例達到了21.6%.當焊接速度繼續增大至570 mm/min時,等軸晶區域和焊縫也繼續增加,等軸晶所占焊縫的比例達到31.5%.當焊接速度增加至650 mm/min時,等軸晶和焊縫的寬度與之前差別不大,但焊縫柱狀晶區域開始出現下塌的情況,這將影響焊接接頭在承載方向的截面積,使柱狀晶區域在受載時易產生應力應變集中,先于其他區域發生失效。當焊接速度達到733 mm/min和810 mm/min時,雖然等軸晶占比分別增加至33.9%和37.9%,但焊縫柱狀晶區域的下塌已越來越明顯,將嚴重影響焊接接頭的承載面積,等軸晶的有利作用已不復存在。
2.2 熔池尺寸
鑒于本文實驗使用的自熔TIG焊接,熄弧后熔池自然凝固,故弧坑最外側的凝固線可認為是焊接時的熔池形狀,見圖3.表4為相同焊接熱輸入、不同焊接速度下焊接熔池尺寸。可見熔池長度和寬度均隨著焊接速度的增加而增加,且熔池長度增加的幅度較大,長寬比由1.07增加至2.76.結合上一節焊縫中等軸晶比例的結果,可粗略得到熔池長寬比與焊縫中等軸晶比例的對應關系,即熔池長寬比小于1.8的試樣焊縫中等軸晶比例小于15%,而熔池長寬比大于2的試樣焊縫中等軸晶比例均大于20%.
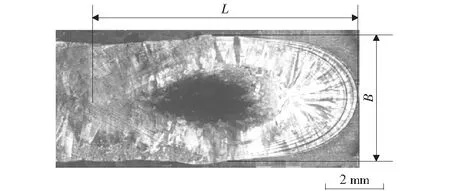
圖3 熔池形狀測量示意圖 Fig.3 Schematic diagram of measuring molten pool
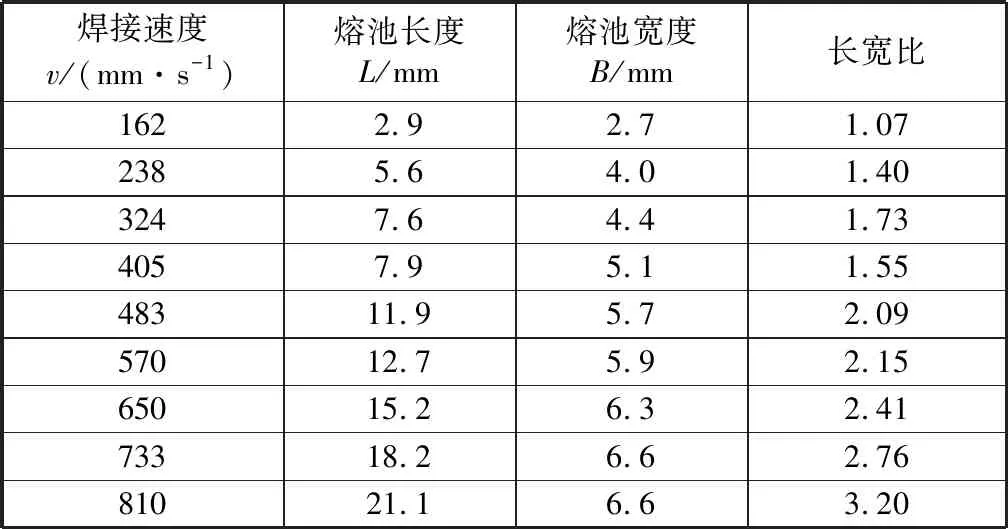
焊接速度v/(mm·s-1)熔池長度L/mm熔池寬度B/mm長寬比1622.92.71.072385.64.01.403247.64.41.734057.95.11.5548311.95.72.0957012.75.92.1565015.26.32.4173318.26.62.7681021.16.63.20
2.3 硬度
硬度通常與強度呈正相關,與韌性呈負相關。在考察區域較小而無法做力學性能檢測時,硬度可作為間接表征手段。圖4為相同焊接熱輸入下,不同焊接速度的焊接接頭硬度分布曲線。硬度沿試件厚度中心線測量,從焊縫中心開始向右側每隔0.7 mm打一個點。由圖4可以看出,2#和3#試件的硬度分布曲線相似,特征為焊縫中心等軸晶區域硬度最高,達到160HV5以上,柱狀晶區域的硬度則下降至150~160HV5,HAZ的硬度下降至140HV5以下。4#試件的硬度分布與前者相似,焊縫中心等軸晶的硬度也達到160HV5以上,只是在緊靠等軸晶的柱狀晶區域硬度較高,達到160HV5以上。5#,6#,7#,8#和9#試件的硬度分布相似,特征為焊縫中心等軸晶的硬度已有所下降,低于柱狀晶的硬度,這與等軸晶數量增加、區域變大有關,因為等軸晶具有比柱狀晶更強的變形能力。由于5#,6#,7#,8#和9#試件等軸晶區域的硬度低于柱狀晶的硬度,使得焊接接頭整體的硬度分布較為平緩,這對焊接接頭在受載時的應力應變分布十分有利,避免了由于應力應變集中導致局部過早失效。
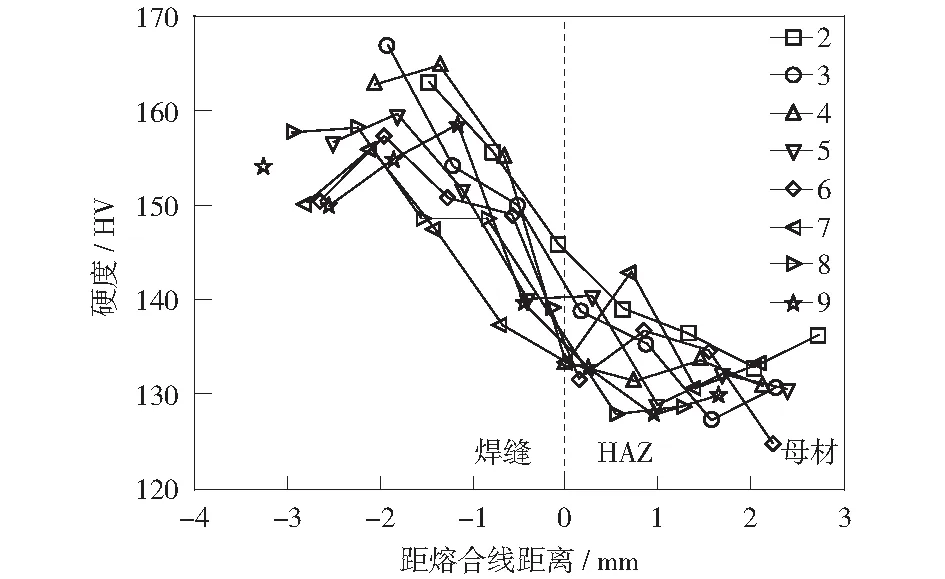
圖4 焊接接頭截面硬度分布 Fig.4 Microhardness profiles of welds
3 討論
3.1 焊接速度對熔池尺寸的影響
對于焊接熔池的特征參數,王宗杰[11]給出了如下公式:
(1)
(2)
式中:l1為熔池前部長度,l2為熔池尾部長度,a為熱擴散率,v為焊接速度,P為熱輸入功率,λ為熱導率,Tm為被焊材料的熔化溫度。


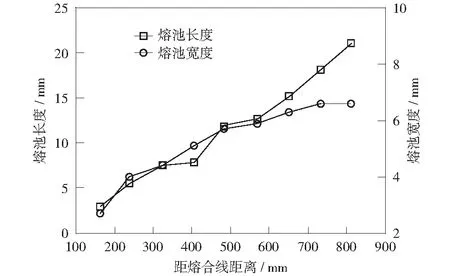
圖5 不同焊接速度下熔池的尺寸 Fig.5 Size of molten pools in different welding speed
3.2 熔池尺寸對焊縫組織的影響
焊接熔池的凝固結晶過程實質上晶粒的形核和長大。由于焊接熔池液態金屬處于過熱狀態,均勻形核的可能性極小,特別是在過熱度最大的熔池中心區域附近尤其困難。臨近熔池底部的區域雖然過熱度低,但均勻形核的可能性也不大[12]。非均勻形核包括兩種形式:1) 熔池底部未熔化的被焊母材金屬的晶粒表面,使熔池液態金屬以柱狀晶向焊縫中心生長,即形成聯生生長;2) 熔池液態金屬中未熔化懸浮質點,如本文實驗材料中的TiN顆粒[13],促使焊縫形成等軸晶。所以,從本質上講,焊縫組織是聯生生長(柱狀晶)和懸浮質點形核(等軸晶)二者競爭所得到的。圖6展示了焊縫中等軸晶比例與熔池長寬比的關系。由圖6可知,焊縫中等軸晶比例隨
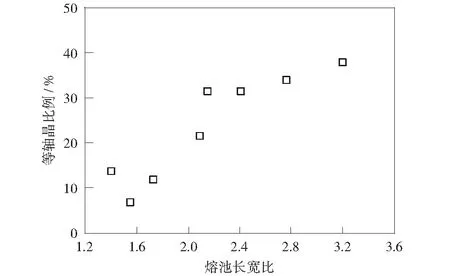
圖6 焊縫等軸晶比例與熔池長寬比的關系 Fig.6 Comparison of the proportion of equiaxed grain and length-width ratio of molten pool
著熔池長寬比的增加而增加。這是由于對于熔池尾部的凝固區,當熔池長寬比小時,熔池邊緣區溫度梯度大,導致該區域焊縫金屬多數按柱狀晶長大;當熔池長寬比大時,熔池邊緣區溫度梯度小,但結晶速度大,熔池中的質點更易形核,形成等軸晶[14]。從熱分析的角度來講[7],焊接條件影響了熔池內的凝固參數,即凝固界面的溫度梯度和焊接速度v。對于大焊接速度來講,熱力學條件處于低G-高v值的情況,低G會導致熔池中心有足夠的時間形核,而形成等軸晶,而高v以及相應較長的高溫停留時間會使柱狀晶的生長速度相對較小。而當焊接速度較小時,高G-低v的熱力學條件會使焊縫長寬比減小,熔池尾部甚至形成尖端,這會導致等軸晶的形核區域大幅減小,焊縫兩側的柱狀晶快速凝固至焊縫中央。
由于第2.1節已知熔池長寬比與相同熱輸入前提下焊接速度呈單調遞增關系,故可認為相同熱輸入前提下焊接速度與焊縫中等軸晶比例的關系在趨勢上與圖6相同,即在相同熱輸入的前提下,焊接速度越小,焊縫中等軸晶比例越小;焊接速度越大,焊縫中等軸晶的比例越大。焊縫中等軸晶越多,受載時變形能力就越強,表現為:1) 受擴口、彎管的拉伸載荷時不易開裂;2) 受硬度測試壓頭壓下時壓痕較大,硬度值較低。以483 mm/min的焊接速度為分界線,超過此值后熔池長寬比大于2.0,等軸晶比例大于20%,焊縫中心硬度值小于160 HV5,硬度分布較為平緩,有效地改善了焊縫在受載時的應力應變集中。但隨著焊接速度的繼續增大,達到650 mm/min及以上后,焊縫中等軸晶比例增加幅度不明顯,同時焊縫會出現下榻的情況,抵消了等軸晶對應力應變集中的貢獻。
4 結論
1) 在熱輸入相同的前提下,隨著焊接速度的增大,熔池長寬比變大,焊縫中等軸晶比例變大。但焊接速度過大時,焊縫會出現塌陷。
2) 焊縫中等軸晶比例越大,由于等軸晶的變形能力大,焊縫硬度分布越平緩,焊縫在受載時應力應變集中越小。
3) 焊縫和HAZ組織的相變是由其所經歷的焊接熱循環決定的,而焊接熱循環是由焊接熱輸入和散熱共同決定的。在實踐中制定焊接參數時,不能只考慮焊接熱輸入,還需要關注散熱時間,即將焊接熱輸入功率和焊接速度分開考慮。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年1期)2019-03-30 01:35:32
中學生數理化·八年級物理人教版(2017年10期)2018-01-22 03:04:00
制造技術與機床(2017年8期)2017-11-27 02:10:21
制造業自動化(2017年2期)2017-03-20 14:26:13
中國科技博覽(2016年2期)2016-04-25 20:32:39
小學生導刊(2016年34期)2016-04-11 00:49:44
電測與儀表(2015年5期)2015-04-09 11:30:52
制造技術與機床(2015年10期)2015-04-09 07:06:00