軌道客車轉(zhuǎn)向架制動閘片托加工工藝研究
2019-05-24 09:06:58張保林張云龍王長海王宏圖
軌道交通裝備與技術(shù) 2019年2期
關(guān)鍵詞:結(jié)構(gòu)
張保林 張云龍 王長海 王宏圖
(中車唐山機(jī)車車輛有限公司轉(zhuǎn)向架技術(shù)中心 河北 唐山 063035)
軌道客車轉(zhuǎn)向架制動閘片托是加工精度高、結(jié)構(gòu)復(fù)雜的關(guān)鍵零件,主體結(jié)構(gòu)包括:閘片托板燕尾槽、閘片鎖鐵安裝槽、閘片吊銷安裝孔、閘片吊軸安裝孔等,由于閘片托板燕尾槽與閘片吊軸安裝孔在相反位置的兩個平面內(nèi),但兩個結(jié)構(gòu)有嚴(yán)格的平行度,需要多次定位,進(jìn)行二次裝夾、加工完成,同時保證兩個結(jié)構(gòu)的平行度,這時就需要使用工裝兩側(cè)腮部進(jìn)行定位,能夠?qū)蓚€結(jié)構(gòu)的位置度進(jìn)行嚴(yán)格的約束,利用兩個偏心軸的旋轉(zhuǎn)對待加工的閘片托進(jìn)行準(zhǔn)確定位并夾緊,減少了大量螺栓的緊固工序,減輕了工裝的重量,同時減輕了操作者的勞動強(qiáng)度,為加工做好必要的準(zhǔn)備保障,以保證零件和產(chǎn)品的質(zhì)量,并提高生產(chǎn)效率。
1 工藝技術(shù)方案及弊端
應(yīng)用框架式的定位方式,采取四面夾板用螺栓直接連接的方式,該方法需要緊固多個螺栓,拆裝操作比較繁瑣;多出的四面夾板增加了工裝的重量,造成材料的浪費,同時在工裝翻轉(zhuǎn)時,笨重的工裝使操作者付出了更多繁重的體力勞動。如果組裝時,因為螺栓的緊固順序和緊固扭力的不均衡,會造成閘片托的定位不準(zhǔn)確,極可能影響產(chǎn)品加工精度,造成質(zhì)量損失[1]。
2 新加工工藝
根據(jù)多年的加工工藝經(jīng)驗,確定了一種加工閘片托板燕尾槽與閘片吊軸安裝孔在相反位置的兩個平面內(nèi),可嚴(yán)格保證平行度要求的工藝方法,在需要打調(diào)進(jìn)行二次裝夾、加工完成的情況下,采用工裝兩側(cè)腮部的定位原理,能夠?qū)蓚€結(jié)構(gòu)的位置度進(jìn)行嚴(yán)格的約束,采用兩個偏心軸的旋轉(zhuǎn)對待加工的閘片托進(jìn)行準(zhǔn)確定位并夾緊,減少了原來多個螺栓的緊固工序,減輕了工裝的重量,同時減輕了操作者的勞動強(qiáng)度,為加工做好必要的準(zhǔn)備和保障。
2.1 設(shè)計加工工裝方案
該加工工藝方案中,設(shè)計的工裝結(jié)構(gòu)為:工裝體上部件、定位銷軸體、工裝體下部件、偏心軸體、裝卡調(diào)整扳手、被加工工件(閘片托)、鎖緊圓螺母,具體安裝方法及零件示意圖如圖1所示。
2.2 被加工工件介紹
如圖2所示,該產(chǎn)品為鐵路軌道客車轉(zhuǎn)向架盤型制動系統(tǒng)的閘片托,是保障鐵路軌道客車安全運行的重要部件,具有制造精度要求高,加工難度大,位置公差檢測困難,耗費工時多等特點,特別是如果沒有專用的加工工裝,產(chǎn)品的質(zhì)量根本無法保證,圖3中待加工燕尾槽面與已加工的D面和零件背面的基準(zhǔn)A、B兩個同心的?35 mm閘片吊銷孔的位置度要求非常高,待加工燕尾槽底面、A和B與D基準(zhǔn)都要求保證平行度0.05 mm。因此,必須采用該專利設(shè)計的工裝來同時保證3個結(jié)構(gòu)元素符合產(chǎn)品圖紙要求[2]。

圖1 定位裝卡方法說明示意圖

圖2 閘片托產(chǎn)品圖
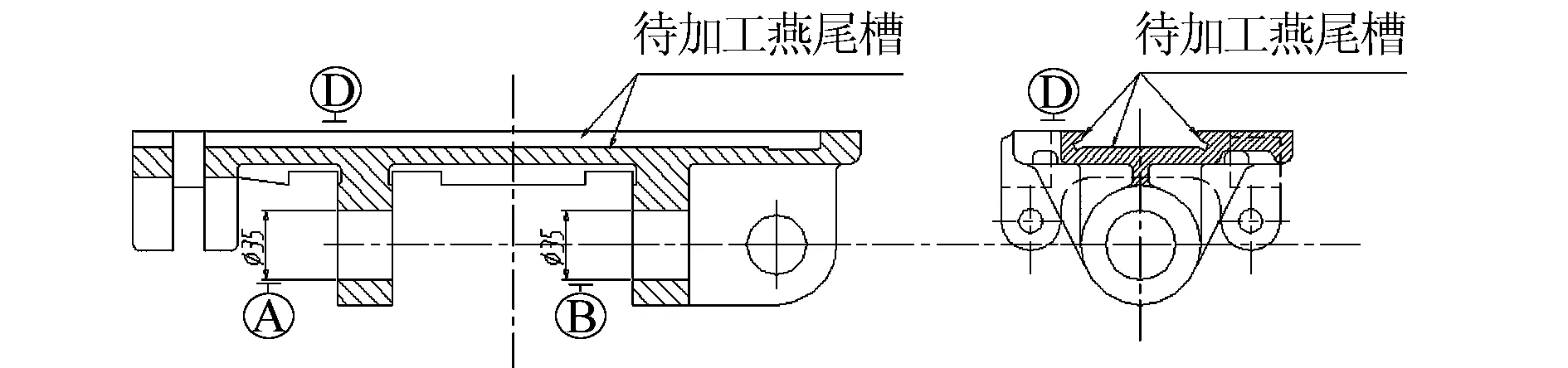
圖3 關(guān)鍵加工位置示意圖
2.3 被加工工件基本工藝流程
(1)劃線:以D平面為粗基準(zhǔn),調(diào)平該基準(zhǔn)面,劃D面加工線、中心線(見圖4)。

圖4 D基準(zhǔn)面劃線工序圖
(2)銑削:立銑床采用盤銑刀加工D基準(zhǔn)面,分粗銑、精銑兩個工步(見圖5)。
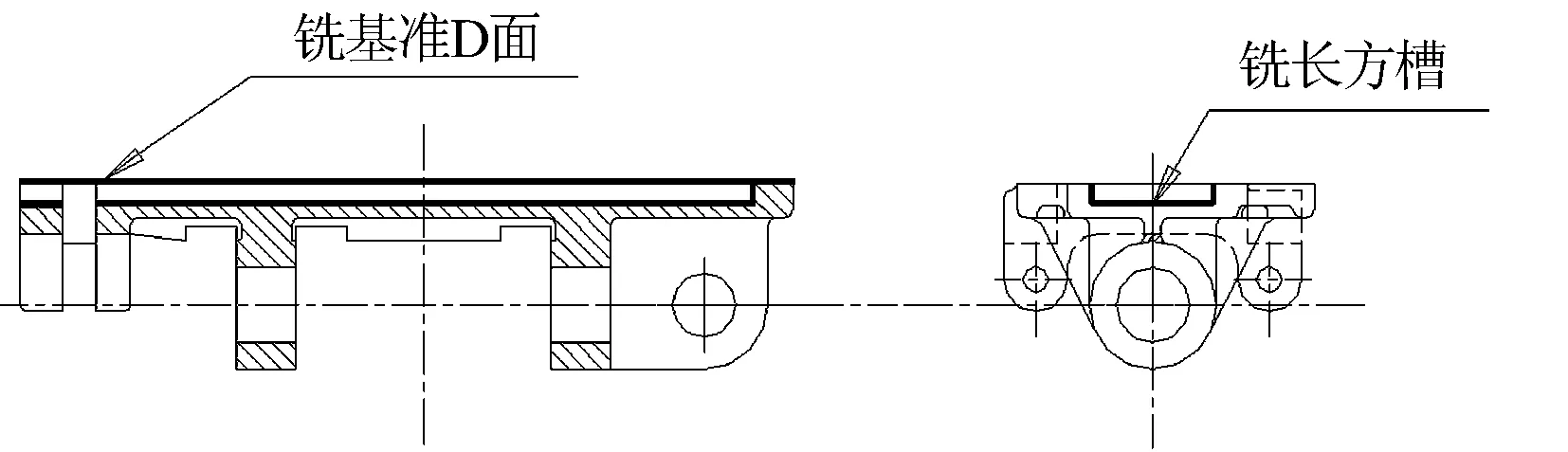
圖5 燕尾槽粗加工工序圖
(3)銑削:粗銑燕尾槽雛形長方槽,銑燕尾槽一端部退刀槽。
(4)銑削:銑削閘片鎖板槽,如圖6所示。

(6) 銑削:臥銑床鉆、銑A-B基準(zhǔn)閘片吊銷孔2-?35 mm+0.050 mm(見圖6)。
(7)鉆削:鉆削端部閘片鎖板銷孔2-?12 mm+0.240 mm(見圖6)。
(8)銑削:采用該加工工裝進(jìn)行最后一步精加工,精加工銑削燕尾槽,確保最關(guān)鍵的位置公差滿足圖紙設(shè)計要求,完成整個加工過程(見圖7)。

圖6 閘片鎖板槽銑削工序圖

圖7 燕尾槽精加工工序圖
2.4 加工工裝應(yīng)用過程
(1)當(dāng)被加工工件完成前7道工序后,把被加工工件裝入工裝體下部件,然后插入定位銷軸(件號2),旋上鎖緊圓螺母將被加工工件固定在工裝被加工位置,但鎖緊圓螺母不馬上擰緊,此時為工裝定位壓緊前狀態(tài)(見圖8)。
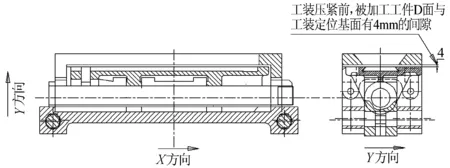
圖8 工裝定位壓緊前狀態(tài)圖
(2)分別用裝卡調(diào)整扳手旋轉(zhuǎn)偏心軸體,使工裝體上部件與工裝體下部件之間原有的4 mm間隙減小至零。從而使得被加工件的D面緊緊壓在工裝上體的定位面上,此時為工裝定位壓緊后狀態(tài)(見圖9)。
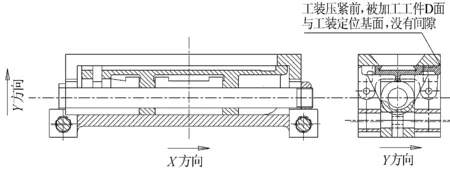
圖9 工裝定位壓緊后狀態(tài)圖
(3)工裝體上部件和工裝體下部件分別由各自的定位、導(dǎo)向的側(cè)導(dǎo)軌滑面控制定位精度,以確保被加工工件上面的燕尾槽和背面的A、B銷軸孔在X軸方向上的一致性。
(4)由工裝的定位銷軸與工裝的上體部件的定位基準(zhǔn)面,保證了被加工工件D面與A、B基準(zhǔn)銷軸孔的平行度要求。
(5)工裝調(diào)整完畢后,擰緊鎖緊圓螺母,完成了整個被加工工件定位裝卡的全部過程。
2.5 采用加工工裝的應(yīng)用效果
此工裝結(jié)構(gòu)能夠在保證產(chǎn)品組裝精度的同時對待組裝工件的關(guān)鍵位置尺寸進(jìn)行檢測,達(dá)到防錯裝的目的,以此提高產(chǎn)品制造的可靠性,有效保證了產(chǎn)品的質(zhì)量。此工裝結(jié)構(gòu)設(shè)計方法通過選擇合理的工裝定位方式來減少制造損失,防止產(chǎn)品在制造過程中使用不合格的工件或產(chǎn)生不合格工件,以減少浪費。為達(dá)到防錯裝和準(zhǔn)確定位的目的,采用零件的外形輪廓進(jìn)行定位,組成一個全封閉的結(jié)構(gòu);為方便工件放入和取出,設(shè)計使用了組合定位器,從而保證了工裝的結(jié)構(gòu)工藝性。
此外,此種方法制造簡單,使用方便,保障了被加工工件的裝卡、加工精度,降低了操作者的勞動強(qiáng)度,大大提高了效率。
3 結(jié)束語
通過利用被加工工件的核心結(jié)構(gòu)要素,即基準(zhǔn)D面和通過定位銷軸控制基準(zhǔn)孔A、B進(jìn)行定位,使被加工工件重要結(jié)構(gòu)的位置公差用工裝來關(guān)聯(lián)約束,從而使被加工工件的異面空間的位置度得到保障,完成了工件普通劃線、找正所不能完成的定位、夾緊、加工工作。由于該工裝采用了偏心鎖緊裝置,由偏心軸驅(qū)動工裝體下部分,通過定位銷軸推動被加工工件,使被加工件的D面被壓緊貼在工裝上部底面的定位面上,使得被加工工件能夠輕易做到快速裝卡或卸下,不但解決了被加工工件裝卡、定位的困難,而且解決了零件裝卡、卸下效率低的問題。該技術(shù)已經(jīng)在加工單位進(jìn)行了3年多的應(yīng)用,經(jīng)過實踐證明,該技術(shù)的應(yīng)用提高了生產(chǎn)效率,有效保障了產(chǎn)品的加工質(zhì)量。
猜你喜歡
小獼猴智力畫刊(2023年4期)2023-04-23 08:49:58
哲學(xué)評論(2021年2期)2021-08-22 01:53:34
中華詩詞(2019年7期)2019-11-25 01:43:04
模具制造(2019年3期)2019-06-06 02:10:54
中學(xué)生數(shù)理化·高一版(2018年1期)2018-02-10 05:20:03
影視與戲劇評論(2016年0期)2016-11-23 05:26:01
七彩語文·寫字與書法(2016年7期)2016-07-28 21:40:22
七彩語文·寫字與書法(2016年6期)2016-07-15 19:36:34
人間(2015年21期)2015-03-11 15:23:21
現(xiàn)代企業(yè)(2015年9期)2015-02-28 18:56:50