淺談一種創(chuàng)新坡口加工工藝的可行性及實(shí)際運(yùn)用
2019-05-24 09:09:46何樂(lè)民
軌道交通裝備與技術(shù) 2019年2期
關(guān)鍵詞:工藝
吳 澤 何樂(lè)民 龍 浩
(中車(chē)株洲電力機(jī)車(chē)有限公司 湖南 株洲 412001)
1 概述

立板組成周邊加工余量大、走刀路線長(zhǎng)、加工刀具成本高。傳統(tǒng)的加工方法是先使用玉米銑刀加工周邊余量,再使用坡口銑刀加工坡口。這種工藝方法不僅生產(chǎn)效率低,而且對(duì)于刀片的消耗也很大。通過(guò)理論分析和現(xiàn)場(chǎng)實(shí)際對(duì)比,得出先銑坡口再銑周邊的創(chuàng)新坡口加工工藝方法。
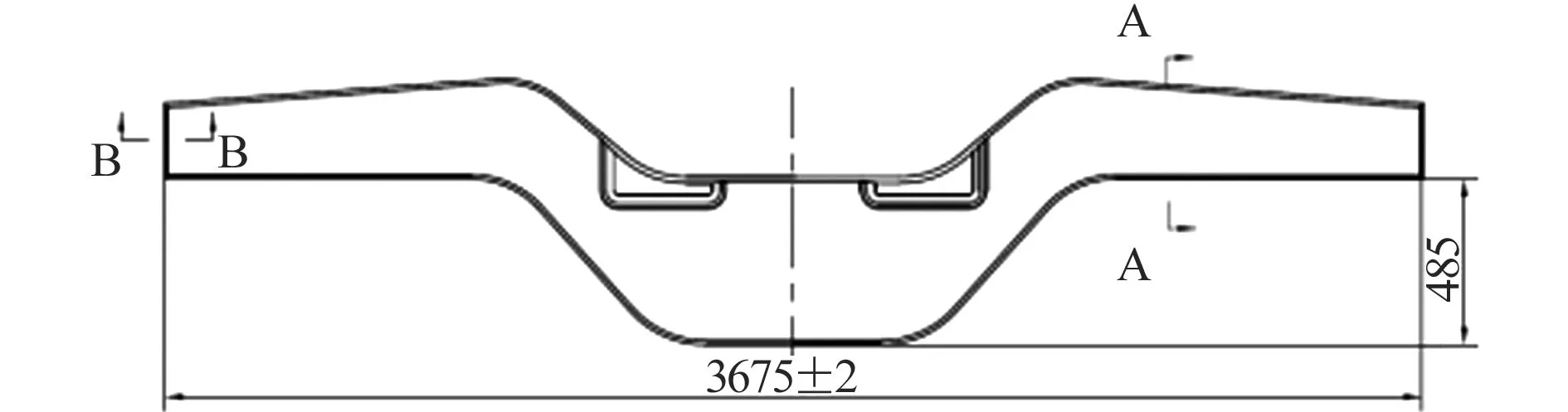
圖1 立板組成加工圖
創(chuàng)新工藝增加了坡口銑削的吃刀量,切削力也隨之增大。通過(guò)對(duì)吃刀量是否符合機(jī)械加工工藝要求、切削功率是否在機(jī)床功率的使用范圍、坡口加工吃刀量增大后坡口銑刀刀片使用壽命是否有縮短3個(gè)方面論證了創(chuàng)新坡口加工工藝的可行性,以及在實(shí)際運(yùn)用中通過(guò)對(duì)之前兩種加工方法在加工成本、加工效率等方面的數(shù)據(jù)對(duì)比,進(jìn)一步論證該創(chuàng)新坡口加工工藝的優(yōu)越性。
2 創(chuàng)新工藝的背景
考慮到焊接變形,為保證產(chǎn)品尺寸,零件下料時(shí)留有一定的加工余量。焊接工序之后焊接變形產(chǎn)生立彎,導(dǎo)致各處的加工余量不一致,最大余量為10 mm。銑周邊單次走刀的最大切削深度為5 mm,所以該段需走刀2次。而銑周邊的進(jìn)給速度只有250~300 mm/min,本身的工效就低,2次走刀大大降低了整體加工速度。
按照生產(chǎn)計(jì)劃需求,班組每天需要加工12件立板組成。但目前機(jī)加工序僅有2臺(tái)數(shù)控銑床可用于加工,若按照傳統(tǒng)的加工方法,1臺(tái)銑床每班次只能加工3件立板組成,無(wú)法保證其他并行生產(chǎn)車(chē)型的生產(chǎn)進(jìn)度。
3 創(chuàng)新工藝的確定
按照機(jī)械加工粗加工原則:首先選擇大的背吃刀量和進(jìn)給量,再選擇合理的切削速度。對(duì)于粗加工,在符合機(jī)械加工工藝要求的前提下,如果所有產(chǎn)品只加工一刀,那么效率將大大提升,立板組成最大的背吃刀量就是周邊坡口,若能實(shí)現(xiàn)一次走刀完成加工,將大大節(jié)省立板組成的加工時(shí)間。對(duì)立板組成而言,要盡可能地實(shí)現(xiàn)一次走刀完成加工,就是用坡口銑刀一次性加工完所有加工余量。
創(chuàng)新工藝的確定:將傳統(tǒng)的先銑周邊再銑坡口留鈍邊的工藝,改為先銑坡口再銑坡口鈍邊的方法。減去了加工效率低,加工刀具成本高的銑邊工序。
4 創(chuàng)新工藝的實(shí)施
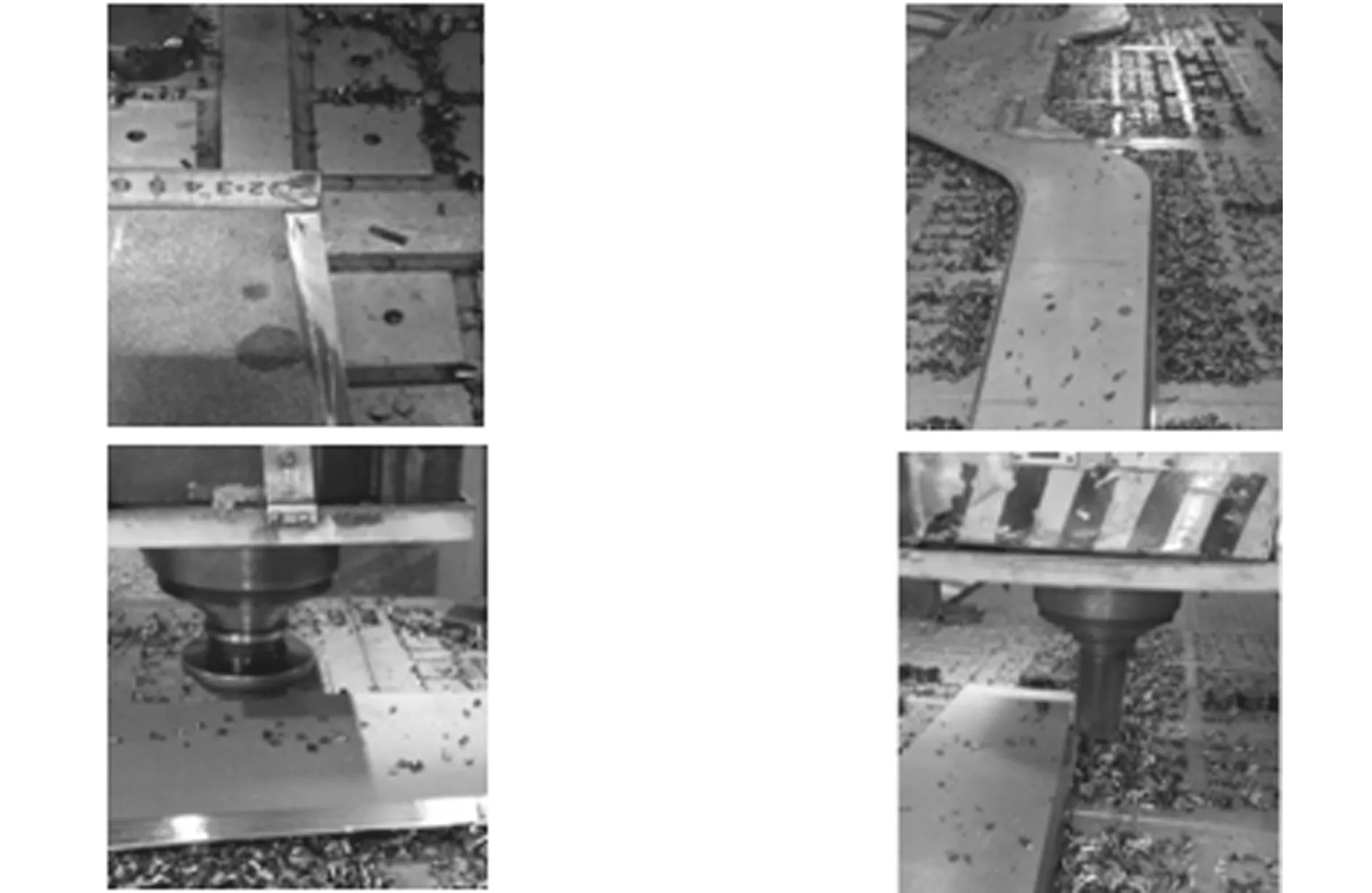
圖2 先銑周邊再銑坡口圖3 先銑坡口再銑鈍邊
5 創(chuàng)新工藝的可行性論證
5.1 切削用量理論依據(jù)
選擇合理的切削用量是切削加工中十分重要的環(huán)節(jié)。所謂合理的切削用量,是指在保證加工質(zhì)量的前提下,充分利用刀具切削性能和機(jī)床性能,獲得高生產(chǎn)率和低加工成本的切削用量[1]。
切削用量與加工生產(chǎn)率的關(guān)系:設(shè)生產(chǎn)率為Q,Q=AOνcapf
式中:AO為常數(shù);νc為切削速度,m/s;ap為背吃刀量,mm;f為進(jìn)給量,mm/r。
由公式可知,切削用量三要素同生產(chǎn)率均保持線性關(guān)系,即提高切削速度、增大進(jìn)給量和背吃刀量,都能提高生產(chǎn)率[1]。創(chuàng)新坡口加工工藝增加了背吃刀量,提升了生產(chǎn)效率。
切削用量與刀具壽命的關(guān)系:切削用量三要素對(duì)刀具壽命的影響程度不同,由大到小的影響次序是:切削速度、進(jìn)給量、背吃刀量[1]。“創(chuàng)新坡口加工工藝”增加了背吃刀量,理論上對(duì)刀具壽命是有一定影響的,但只要保證切削用量符合工藝要求,刀具刀片在加工中是正常磨損,符合刀具刀片使用規(guī)定,在實(shí)際運(yùn)用中是可取的。
選擇合理的切削用量是要選擇切削用量三要素的最佳組合,在保持刀具壽命合理的前提下,使背吃刀量、進(jìn)給量、切削速度三者的乘積最大,以獲得更高的生產(chǎn)率,因此,選擇切削用量的基本原則如下:首先,選取盡可能大的背吃刀量,其次,根據(jù)機(jī)床的動(dòng)力和剛性限制條件或已加工表面粗糙度的要求,選取盡可能大的進(jìn)給量,最后,利用切削用量手冊(cè)選取或者用公式計(jì)算確定切削速度。在機(jī)床功率和刀具強(qiáng)度允許的情況下,一次進(jìn)給應(yīng)盡可能切除全部余量[1]。
由圖4可以看出,“創(chuàng)新坡口加工工藝”增加了背吃刀量,提高了生產(chǎn)效率,這種工藝方法理論上是可行的。

(a)先銑邊再銑坡口 (b)先銑坡口再銑邊圖4 單次走刀切削量示意圖
5.2 切削力的理論論證
5.2.1切削力
切削力直接影響工件質(zhì)量、刀具壽命和機(jī)床動(dòng)力消耗。切削力主要來(lái)自2個(gè)方面:切削層金屬、切削和工件表面金屬層的彈性變形產(chǎn)生的變形抗力;刀具前刀面與切屑、刀具后刀面與工件表面之間產(chǎn)生的摩擦抗力[1]。
5.2.2切削功率
切削功率是指消耗在切削過(guò)程中的功率,記為Pm,單位W,切削功率的公式為:
Pm=Fcνc×10-3
式中:Fc為主切削力,N;νc為切削速度,m/s。
求得切削功率后,在實(shí)際加工中,不僅要考慮機(jī)床的使用壽命,增加設(shè)備的利用價(jià)值,還要考慮機(jī)床的傳動(dòng)功率,切削功率一般取機(jī)床傳動(dòng)功率的75%~85%[1]。
查閱設(shè)備資料:主軸功率Pm=22 000 W,根據(jù)公式得出:
Fc=Pm/(νc×10-3)
參照傳統(tǒng)工藝與創(chuàng)新工藝切削力的對(duì)比分析(見(jiàn)表1),得出坡口銑刀加工最大切削力為:
Fc=22 000/(800/60×π×125/1 000)=4 198 N
銑坡口的切削力增加了(2 402-1947)/1 947=23.37%,而銑邊的切削力減少了(721-48)/721=93.34%。根據(jù)表1所計(jì)算出的各項(xiàng)切削力在機(jī)床主軸切削力承受范圍之內(nèi)。

表1 新舊工藝切削力對(duì)比分析
5.3 創(chuàng)新工藝實(shí)際運(yùn)用情況
采用創(chuàng)新工藝的實(shí)際運(yùn)用后效果如圖5~6所示,產(chǎn)品加工質(zhì)量符合工藝要求,坡口角度、表面粗糙度和坡口鈍邊尺寸都符合工藝尺寸要求,同時(shí)加工后坡口刀具刀體完好,刀片正常磨損,未產(chǎn)生崩裂等現(xiàn)象,而且機(jī)床加工運(yùn)行平穩(wěn),主軸無(wú)異常振動(dòng)現(xiàn)象發(fā)生。
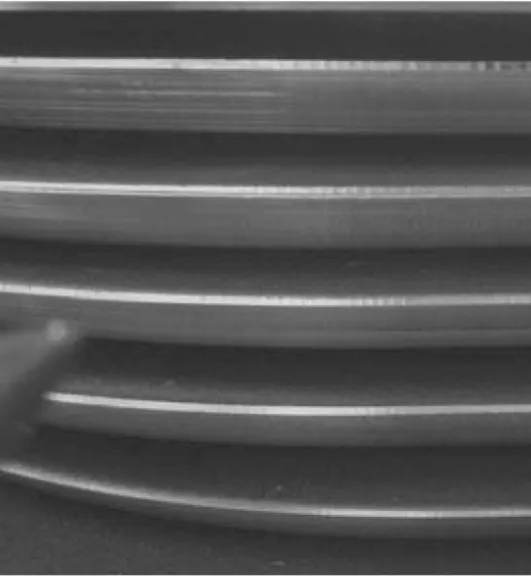
圖5 已加工產(chǎn)品

圖6 坡口銑刀
6 創(chuàng)新工藝的成效
6.1 人工成本節(jié)約量
原采用碼垛銑邊再銑坡口時(shí),每人每班次能加工8件。廠房搬遷之后,采用電磁平臺(tái)裝夾,每次只能裝夾1件,先銑邊再銑坡口,每人每班次只能加工3件。運(yùn)用“創(chuàng)新坡口加工工藝”后,工效提高到每人每班次加工10件。
6.2 刀具成本節(jié)約量
6.2.1周邊銑刀片
采用碼垛工藝先銑邊再銑坡口時(shí),每銑完一垛(4件)的周邊需要使用28個(gè)刃,相當(dāng)于每件銑邊需要刀片(28/4/4=)1.75片。改為電磁平臺(tái)裝夾后,只能單件裝夾,采用先銑邊再銑坡口的工藝方法時(shí),銑單件產(chǎn)品需要使用12個(gè)刃,相當(dāng)于每件銑邊需要刀片(12/4)=3片。運(yùn)用“創(chuàng)新坡口加工工藝”后,銑邊的刀片消耗降低至0.04片/件。
6.2.2坡口銑刀片
根據(jù)刀具壽命與切削用量的關(guān)系:切削速度、進(jìn)給量、背吃刀量對(duì)刀具壽命的影響由大到小[1]。“創(chuàng)新坡口加工工藝”增加了切削三要素中對(duì)刀具壽命影響最小的背吃刀量,理論上對(duì)刀具壽命是有一定影響的,但在實(shí)際加工中所消耗的刀片與傳統(tǒng)工藝區(qū)別不大。
根據(jù)生產(chǎn)計(jì)劃可知,2017年共生產(chǎn)58列八軸車(chē)。節(jié)約總成本=人工成本節(jié)約量+刀片成本節(jié)約量。
創(chuàng)新工藝相較于碼垛工藝銑邊銑坡口節(jié)約的成本Q1為:
Q1=4 371.84+31 500.014=35 871.854 元
創(chuàng)新工藝相較于單件傳統(tǒng)工藝銑邊銑坡口節(jié)約的成本Q2為:
Q2=41 057.28+54 526.568=95 583.848 元
7 結(jié)語(yǔ)
通過(guò)理論分析和實(shí)踐檢驗(yàn),采用“創(chuàng)新坡口加工工藝”無(wú)論是在提高生產(chǎn)效率上還是節(jié)約成本上,均優(yōu)于傳統(tǒng)的先銑周邊再銑坡口的工藝和之前的碼垛工藝。目前,創(chuàng)新工藝已固化到立板組成的機(jī)械加工工藝卡片中。該工藝方法可以推廣到后續(xù)類似需要銑周邊和坡口的產(chǎn)品中去。
猜你喜歡
中國(guó)特種設(shè)備安全(2022年5期)2022-08-26 09:19:32
礦產(chǎn)綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
世界農(nóng)藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業(yè)技術(shù)(2016年15期)2016-12-01 05:30:59
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52