車鉤提桿座成形工藝改進及模具設計
2019-05-24 09:06:58曾威雄寇祖興
軌道交通裝備與技術 2019年2期
關鍵詞:結構
曾威雄 寇祖興
(中車齊齊哈爾車輛有限公司 黑龍江 齊齊哈爾 161002)
車鉤提桿座固定于鐵路車輛端部,其作用是穿掛車輛的車鉤提桿,并使車鉤提桿有一定的定位和保持轉動的功能。車鉤提桿座制造精度,直接關系著車鉤提桿的安裝精度以及后期使用過程的靈活度,如果該件制造精度差,可能導致車鉤提桿提前變形和折損,進而導致配件脫落或列車分離故障的發生。
1 產品的工藝性分析
車鉤提桿座零件結構尺寸如圖1所示,從功能上看是通過兩鉚接孔實現自身固定后,再利用卡子結構的環形柱起固定作用。
車鉤提桿座材料為鐵道車輛用耐大氣腐蝕鋼Q345NQR2,該材料是一種低合金高強度的結構鋼,抗氧化腐蝕性能好,適合剪沖和成形等加工工藝,與普通碳素結構鋼相比,其強度高,但回彈較大。其化學成分如表1所示,其機械性能如下:
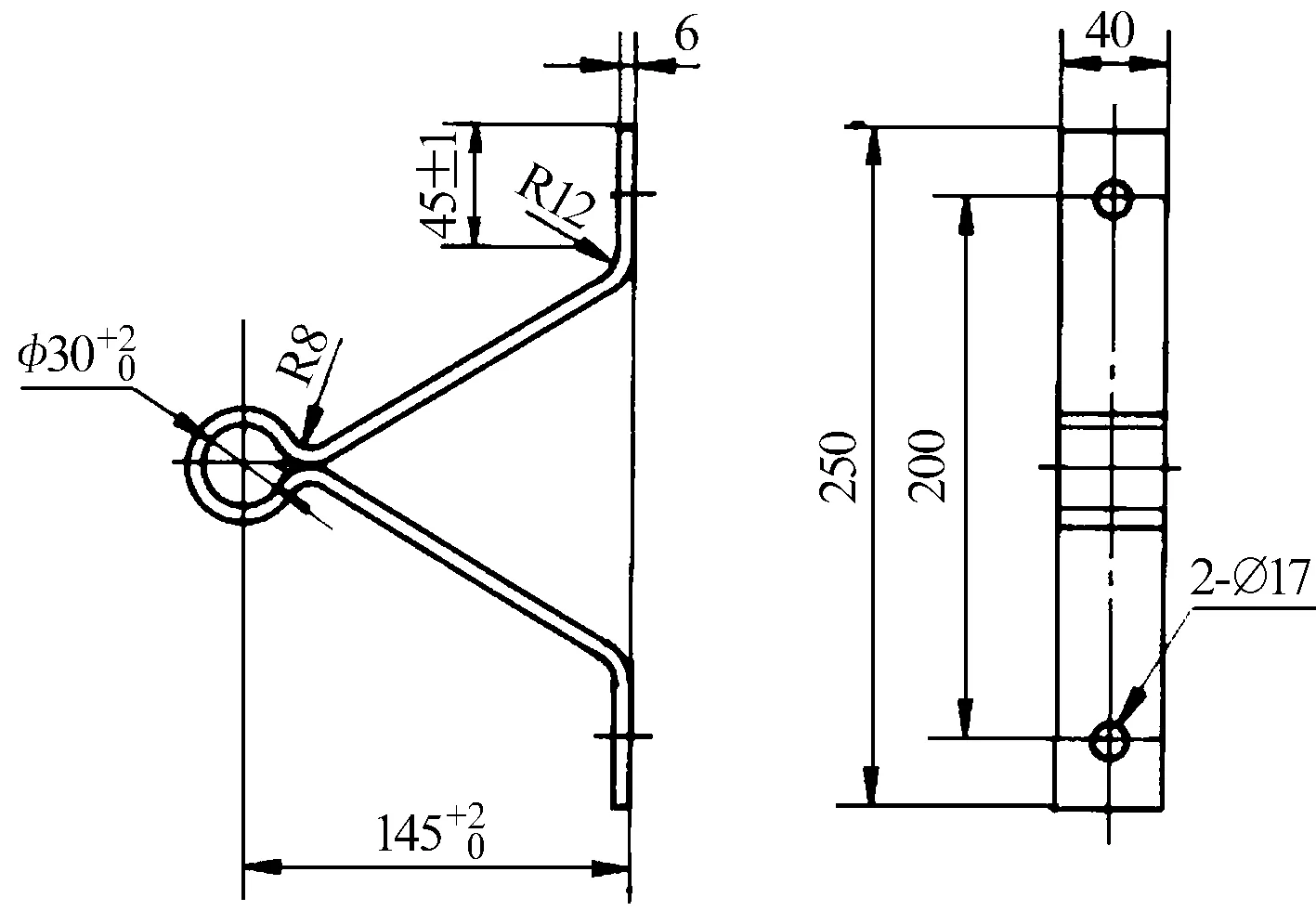
圖1 車鉤提桿座

元素CSiMnPSCuCrNi成分≤0.120.25~0.750.20~0.500.06~0.12≤0.020.20~0.500.30~1.250.12~0.65
屈服強度不小于345 MPa;抗拉強度不小于480 MPa;斷后伸長率不小于24%。
該件為對稱結構件,共有5道彎曲線,其中,中間部位的環形結構為360°封閉結構,受模具排布結構及成形回彈的影響,成形的工藝性較差。
2 現有的成形工藝
目前的成形工藝方案為:折端部兩道彎→手工熱煨中部環形→整體修形。而手工熱煨是其中的難點,由于該件厚度較大,手工煨形前需要進行加熱,因此手工操作不便,加工過程無法測量尺寸,同時煨形及修形過程表面容易產生磕痕,整體容易出現扭曲等現象。另外,手工熱煨過程尺寸一致性差,效率低下。因此需要一種新的制造工藝,以保證質量,提高生產效率。
3 常規的環形結構件成形方案
3.1 斜楔模一次成形
利用斜楔結構的壓形模具,復合所有彎曲線實現一次成形(見圖2)。模具利用壓力機通過滑塊上升和下降完成產品的壓形,利用斜楔的推動使滑動凹模滑移[1]。
但這種成形方案存在一定的缺點:一是壓力機作業的取放件不方便;二是模具結構復雜;三是成形芯固定困難,且容易受壓變形。
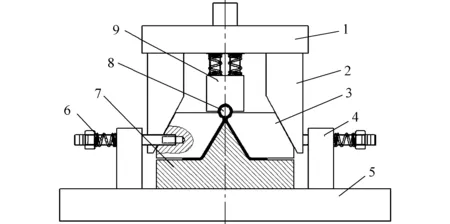
1—上模體;2—斜楔;3—滑動凹模;4—平衡座;5—下模體;6—彈簧機構;7—凸模;8—成形芯;9—凹模。圖2 斜楔壓形模
3.2 多次彎曲成形
采用彎曲工藝,對于形狀復雜的彎曲件,一般需要采用二次或多次彎曲成形,該件可以看作是W形彎曲和O形彎曲相結合,W形彎曲可以通過折彎或者壓彎實現;對于O形彎曲,采用預彎曲和二次彎曲實現[2],如圖3所示。
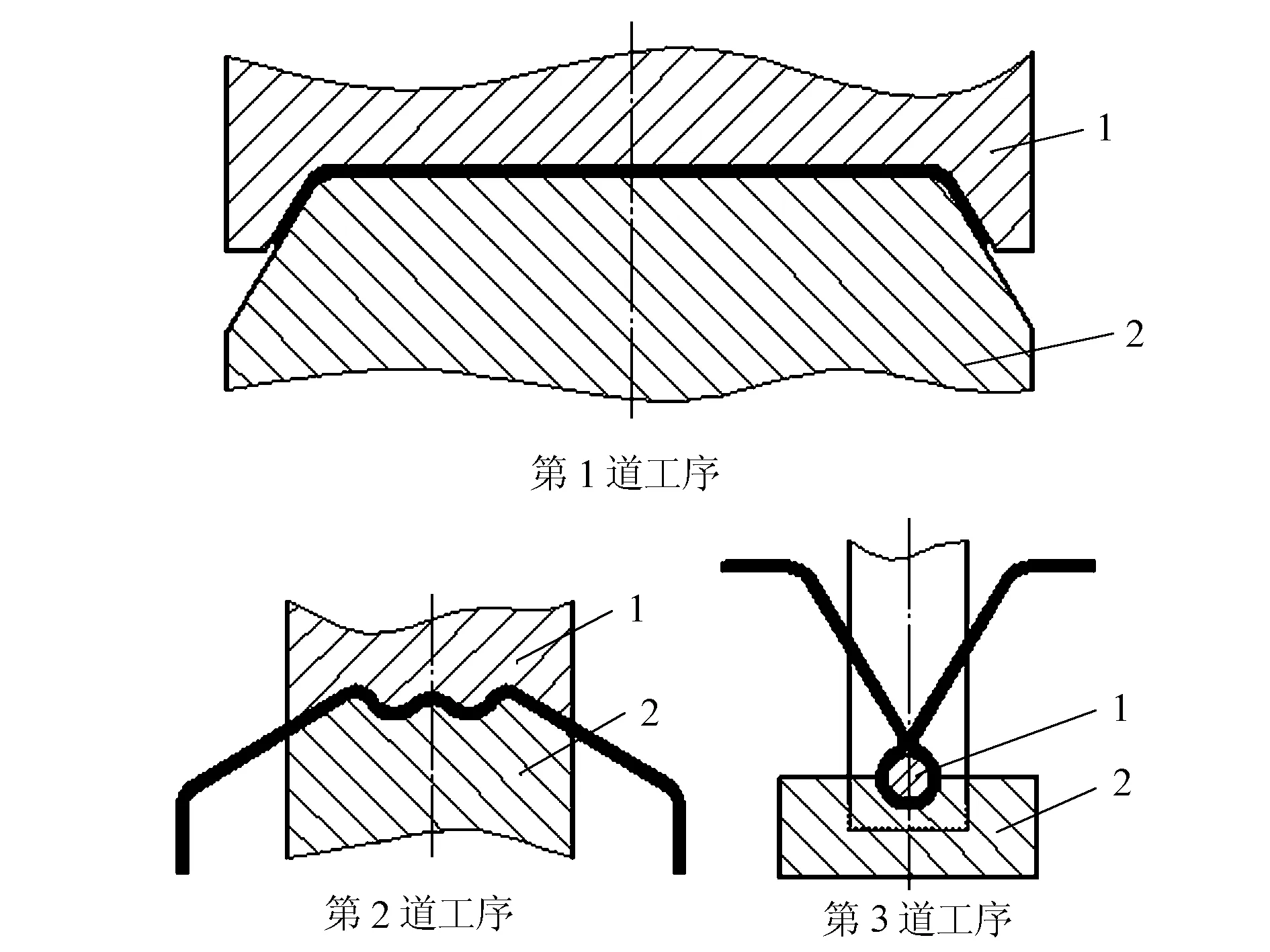
1—上模;2—下模。圖3 折彎模
這種成形方案存在以下問題:一是成形工序較長,效率較低;二是成形過程多次定位,影響定位精度。
4 工藝改進及模具設計
考慮到該件的寬度較小,嘗試在臥式氣動壓力機上設計工裝,實現產品制造。
4.1 成形力計算
該件的成形不存在壓邊結構,且不考慮其存在局部脹形現象,成形過程視為是具有校正功能的彎曲,成形力(F)為5個彎曲圓角彎曲力的合力[3]。
F=(0.8×B×t2×σb)/(r+t)+A×q
式中:F—彎曲力,N;B—彎曲件寬度,mm;t—料厚,mm;σb—抗拉強度,MPa;r—內圓角半徑,mm;A—校正部分投影面積,mm2;q—單位校正壓力,MPa,根據經驗,針對該材料及厚度可選值為100 MPa。
為了方便計算,可將五道彎的校正力統一計算,根據計算結果,壓形合力約為68 t。
4.2 模具結構設計及工作過程
4.2.1模具結構設計
模具結構是一種帶旋轉機構的壓形模,屬于臥式成形,二維圖如圖4所示,三維圖如圖5所示。該模具一次實現所有彎的成形;利用產品是對稱件的優勢,模具設計時保證了兩側的對稱相等,避免彎曲時毛坯發生滑動;凹模旋轉壓形,方便工件的送料和取料; 機構設計時考慮當氣動壓力機將模梁壓至最右端時,使工件的彎曲部分與模具相觸的工作部分能得到校正。
如圖4、圖5所示,模具分為固定部分和移動部分,固定部分由底板、凸模、圓柱等組成;移動部分由模柄、橫梁、連接桿、旋轉凹模(1)、旋轉凹模(2)等組成。凸模、圓柱固定在底板,底板通過螺釘固定在工作臺上。而旋轉凹模(1)、旋轉凹模(2)在左右移動過程同時疊加旋轉動作;機構部件通過螺栓和銷釘連接,實現模具的正常運作。
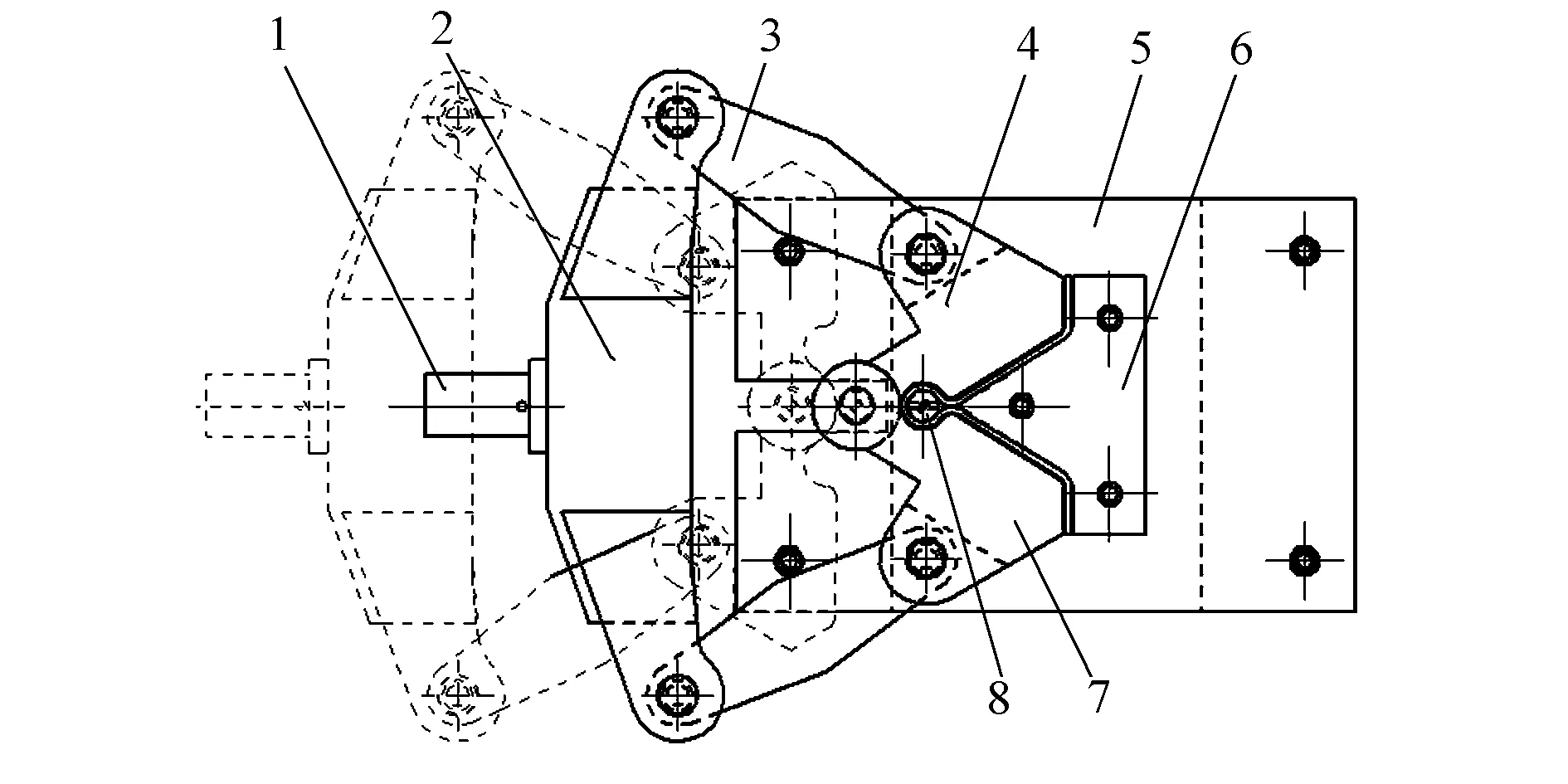
1—模柄;2—橫梁;3—連接桿;4—旋轉凹模(1);5—底板;6—凸模;7—旋轉凹模(2);8—圓柱。圖4 彎曲模
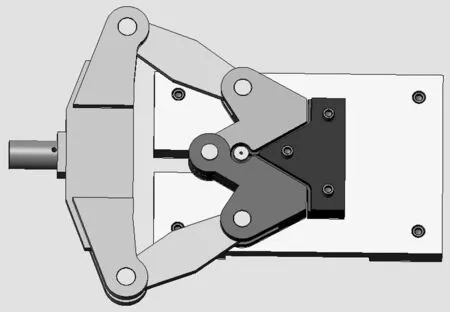
圖5 彎曲模三維圖
4.2.2模具工作過程
圖4中虛線狀態為移動部分在最左端,是工件的送料狀態,固定料件后,通過操控氣動壓力機使移動部分往右運動,達到終止狀態,實現成形和校正。操控氣動壓力機往回運動,實現松開和旋轉凹模,進行取料,進入下一步工作循環。
各彎曲角根據彎曲的回彈量進行適當的修正,在壓形操控時,可適當增加壓緊時間,實現校正保壓3 s左右,達到更好的成形效果。
5 結束語
經過生產驗證,利用臥式機構成形方案,模具結構簡單,生產效率高,并提高了產品的制造質量。中部環圓結構成形后受回彈影響會出現開口現象,這是冷成形中不可避免的,應適當增加修形工序。為進一步取消修形,后期可以研究采用加熱壓形,保證各尺寸的符圖率。
猜你喜歡
小獼猴智力畫刊(2023年4期)2023-04-23 08:49:58
哲學評論(2021年2期)2021-08-22 01:53:34
中華詩詞(2019年7期)2019-11-25 01:43:04
模具制造(2019年3期)2019-06-06 02:10:54
中學生數理化·高一版(2018年1期)2018-02-10 05:20:03
影視與戲劇評論(2016年0期)2016-11-23 05:26:01
七彩語文·寫字與書法(2016年7期)2016-07-28 21:40:22
七彩語文·寫字與書法(2016年6期)2016-07-15 19:36:34
人間(2015年21期)2015-03-11 15:23:21
現代企業(2015年9期)2015-02-28 18:56:50