加氫反應器凸臺橫焊堆焊工藝的改進
2019-05-13 10:14:12凱張建曉
壓力容器
2019年3期
關鍵詞:筒體
張 凱張建曉
(1.蘭州蘭石重型裝備股份有限公司,蘭州 730314;2.甘肅省壓力容器特種材料焊接重點實驗室培育基地,蘭州 730314)
1 加氫反應器凸臺堆焊
加氫反應器內壁凸臺是用來安放冷氫盤、噴射盤、催化劑支持盤等塔盤內件的支撐結構[1-3],是在筒體內壁整圈堆焊成圖紙要求的高度和寬度,如圖1所示。傳統凸臺基層堆焊先采用焊條電弧焊進行打底焊[3],防止基層埋弧堆焊時由于熱輸入量較大而在凸臺根部產生裂紋[4-5],焊條電弧焊打底完成后,采用絲極埋弧焊堆焊剩余的凸臺基層。凸臺的不銹鋼復層采用焊條電弧堆焊,所有焊接均在平焊位置進行,如圖2所示。
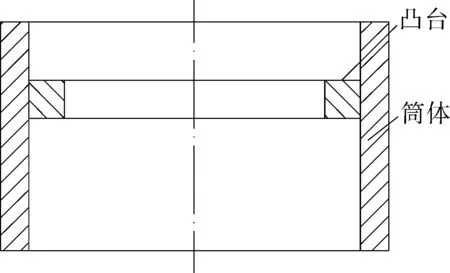
圖1 筒體與凸臺結構示意
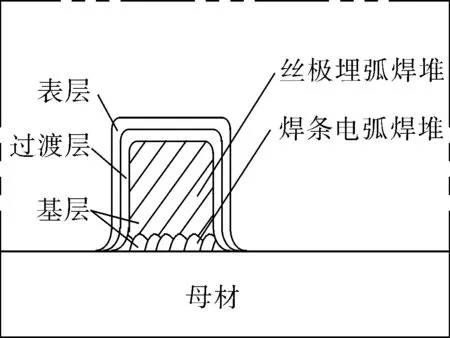
圖2 堆焊凸臺結構示意
在不銹鋼層焊條電弧堆焊時,由于焊條比較短,焊接時需頻繁更換,存在生產效率低[5]、操作者的勞動強度大等問題;而且焊條電弧焊堆焊一般是在平焊位置進行操作,焊接過程中筒體需根據堆焊位置進行調整,堆焊過渡層時筒體需翻轉3次才能將過渡層堆焊完成,堆焊表層時也需要調整3次焊接位置。這樣使得焊接過程不能持續進行,浪費較多的工作時間,效率得不到提高。由于焊條電弧堆焊一層的厚度一般在2 mm左右,通常堆焊過渡層和面層分別需要堆焊2層,在堆焊時需增加堆焊厚度,以便在后續加工凸臺時留有足夠的量,使凸臺能加工成型,所以焊條電弧焊堆焊表層、過渡層時每一層次需堆焊2遍,并不能一次堆焊到位。針對上述問題,對凸臺堆焊工藝進行改進,通過采用熔化極氣體保護焊在橫焊位置堆焊來提高堆焊效率。……
登錄APP查看全文
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:00
化工管理(2021年7期)2021-05-13 00:46:04
水泥技術(2021年2期)2021-04-20 12:37:26
農村實用技術(2021年1期)2021-02-27 08:26:18
裝備制造技術(2020年1期)2020-12-25 05:18:30
現代制造技術與裝備(2018年9期)2018-10-17 03:22:14
鍛造與沖壓(2017年17期)2017-09-12 08:05:59
設備管理與維修(2016年5期)2016-03-16 02:20:45
重型機械(2016年4期)2016-03-15 09:00:05
焊接(2016年10期)2016-02-27 13:05:34
