脫胎漆器模具制造新工藝
2019-04-29 00:00:00許德越?蘇文鋒?柯苑昕?涂啟聰
藝術大觀 2019年7期




摘要:作者以環氧丙烯酸樹脂為基體材料,應用3D打印技術制成的新型脫胎漆器模具,很好地解決以往脫胎漆器模具制作精度低、表面質量差、加工復雜等問題,提高了模具的制造質量和脫胎漆器的產品質量。
關鍵詞:環氧丙烯酸樹脂;3D打印;光固化成型
引言
傳統脫胎漆器模具多以石膏為基材,手工制作,該工藝制作的模具往往尺寸精度較低、表面質量粗糙、加工比較復雜,容易產生氣孔和裂紋及平整度比較差等缺陷,而且使用壽命短。新型脫胎漆模具是以環氧丙烯酸樹脂、光引發劑為基體材料,應用光固化3D打印成型技術制成的模具。該模具具有成型準確、靈活、可制作手工無法制作的模具、生產開發周期短、工藝性好、耐磨、表面光滑、使用壽命長等優點。因此,脫胎漆器模具制造新工藝,很好地解決了傳統脫胎漆器模具的缺陷并為脫胎漆器藝術創作提供了一個新手段。
一、福州脫胎漆器
福州脫胎漆器始于清乾隆年間,是我國傳統髹漆藝術的瑰寶。它與北京景泰藍、景德鎮瓷器并譽為中國工藝品“三寶”,現已列入第一批國家非物質文化遺產名錄,并經國家質檢總局批準為國家地理標志產品保護。
福州是中國的漆器之都,是中國近代漆藝的發源地。2300多年前,第一件脫胎(夾纻胎)漆器問世。200多年前,福州漆藝名匠沈紹安再現和發展了脫胎漆器。從此,福州脫胎漆器被選為清皇宮貢品,多次獲得世博會金獎和優秀獎,二十幾次獲得國際大獎及全國工藝美術百花獎金杯獎等。1959年以來,北京人民大會堂國宴廳、福建廳、臺灣廳的壁畫、屏風、大型花均都采用福州脫胎漆器進行裝飾,并成為黨和國家領導人贈送外國元首的國賓禮品。
福州脫胎漆器以天然生漆、麻布、油類、絲絹、瓦灰、貝殼、蛋殼、金屬材料等為主要原料。經塑模、翻模、裱脫、地底、涂漆、推光、裝飾(彩繪或磨繪)等數十道工序制作而成,制作周期:4到12個月。主要技法有脫胎、磨漆、鑲嵌、雕填、暗花、暈金、針刻、閃光、仿彩、印錦、臺花等。因其質地輕巧、千文萬華給人以典雅大方、高雅華貴、凝重深沉、含蓄內斂、親切溫和之感,成為“東方珍品”,在國內外享有盛譽。
二、傳統脫胎漆器模具制作工藝
傳統制作脫胎漆器模具制作工藝是先以泥土塑成所需的形狀,后根據不同形狀,在倒石膏前用兩塊或數塊隔板分隔,然后將石膏粉和水按一定比例調均勻,因為石膏固化的很快,所以要迅速將石膏倒在泥塑上,幾分鐘后進行修模,24小時后將隔板抽出,將石膏模分離并刷上脫膜劑備用。由于脫胎漆器石膏模具是手工制作,所以,往往尺寸精度比較低、表面質量粗糙,加工比較復雜,容易產生氣孔和裂紋以及平整度比較差等缺陷,而且使用壽命短并且會產生很多廢料,對環境造成污染。
三、脫胎漆器模具制造新工藝
(一)工藝簡介
隨著現代技術的不斷發展,傳統脫胎漆器的發展也不斷融入新的技術,3D打印就屬于其中的一項。3D打印(3DP)是快速成型技術的一種,又稱增材制造,它是一種以數字模型文件為基礎,運用粉末狀金屬或塑料等可黏合材料,通過逐層打印的方式來構造物體的技術。目前主流的3D打印技術工藝方法已有數十種之多,其中典型工藝有四種基本類型: 光固化成型法(Stereo Lithography Apparatus, SLA)、疊層實體制造法(Laminated Object Manufacturing, LOM)、選擇性激光燒結法(Selective Laser Sintering, SLS)、熔融沉積制造法(Fused Deposition Manufacturing, FDM)。 " 我們采用的光固化成型法(SLA)制作工藝。我們先用CAD軟件建三維模型并根據需要進行分割,然后以液體光敏環氧丙烯酸樹脂為原材料,用特定波長和強度的激光照射到液體表面進行連續掃描,激光掃描到的地方產生聚合反應而固化,形成零件的一個薄層,之后工作臺下移一個層厚的距離,已成型的層面上又布滿一層新的液態樹脂,然后再進行新一層的掃描加工,新固化的一層牢固地粘在前一層上,如此重復直到整模具制造完畢,得到一個三維實體模型。
(二)制作過程
SLA脫胎模具的制作,分成兩個步驟:3D建模和用SLA打印機打印成型。
1、3D建模
3D打印對于3D建模有一定的要求,目前主流的打印機基本上是用stl格式的數據進行打印。首先用三維建模軟件proe、UG、rhino、3dmax以及zbrush等三維軟件建模后通過格式轉換得到stl格式的文件。3D打印對于軟件建模的模型有相應的要求:一、模型數據必須是封閉、有一定厚度,因為打印出來是實物,實物都是有一定厚度,所以三維數據建模的時候必須是閉合的,能形成一定的厚度;二、物體模型必須為流形的,簡單說就是不能有共面共線;三、法線方向一致;四、最小厚度要求:不同打印機其精度不一樣,最小厚度也不一樣,太薄可能會導致打印出現失敗,從而影響到整個模型的打印。
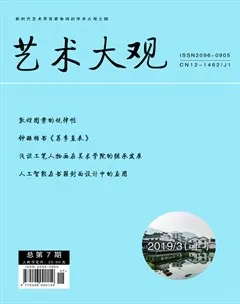
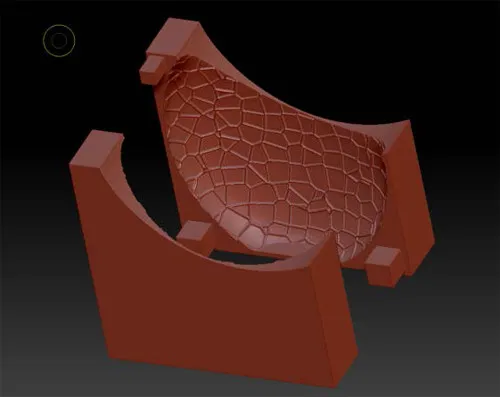
接下來我們以制造的一個脫胎漆器陰模為案例闡述:
下圖為最終脫胎漆器陰模模型效果圖
我們選擇的建模軟件是Zbrush,編程軟件是Materialise Magics 。建模步驟如下:
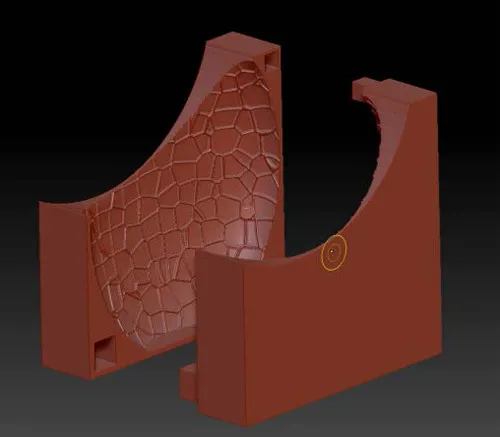
(1)打開zbrush軟件,通過筆刷工具做出基本造型。然后在上面做表面紋理,為了得到表面光滑的數據,需要在這模型基礎上增加分辨率,增加網格細分。
(2)打開“燈箱”命令,找到需要的網格噪波,通過調整噪波的參數,進行網格調整,調整至想要的效果。
(3)應用效果于網格,刪除內部凹陷并封口
(4)內部的肌理建模完成后,建模外部整體造型,然后兩個部分通過減法運算,做出脫胎漆器陰模造型。
(5)陰模是通過左右兩部分構成,我們可以直接在三維模型上分成左右兩部分,做出一個左右固定的接口,然后直接打印出來,接口預留一定配合間隙單邊距離0.1mm,因為sla打印機打印的精度正負0.1mm。
至此,3d建模部分就完成了。接下來要導出stl格式的模型數據,進行3d打印編程。3d編程我們采用的是magics軟件進行編程。
(1)將zbrush建模的左右兩個stl文件導入magics。并擺到合適的角度。
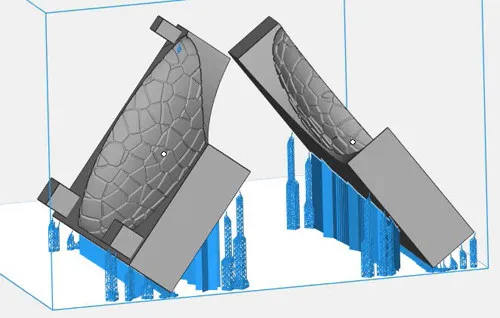
(2)分別對兩個數據進行加支撐處理(圖8),然后進行切片處理,處理后的文件拷貝到3d打印機,準備打印。
(二)SLA打印機打印成型
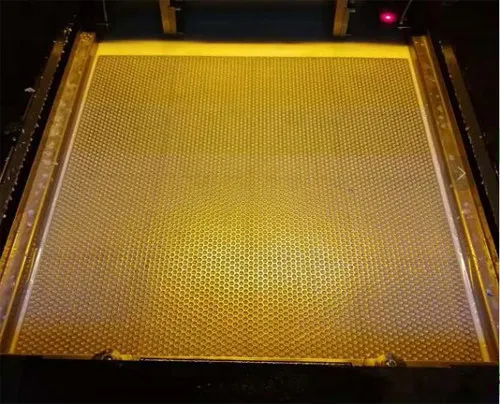
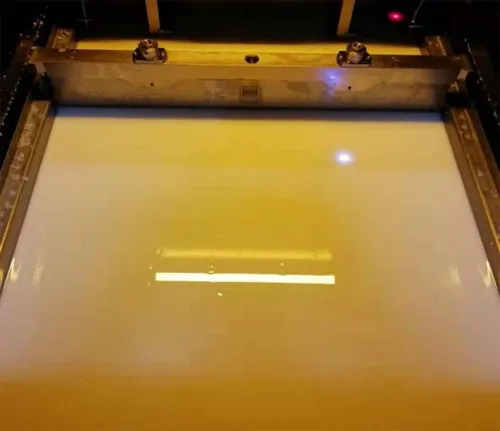
SLA打印在開始打印之前,先往液槽里面填充液體光敏樹脂,激光器按照3d模型的編程路徑對樹脂進行固化,在成型開始時,網板位于液面以下一個層厚的厚度(層厚設置0.1mm)(如圖9),激光按照切片好的路徑進行掃描,掃描到的那一層液體部分馬上固化,粘在網板上,第一層結束后,網板往下移動一個層厚0.1mm的距離,然后再繼續按照編程路徑進行第二層的固化,這樣層層疊加打印出想要的模型。打印好一層后,網板就往下移動,打印成形部分都在液體中,只有等全部打印完成后,網板升起來才能看到整個打印的成品。圖10 是激光掃描打印的過程。
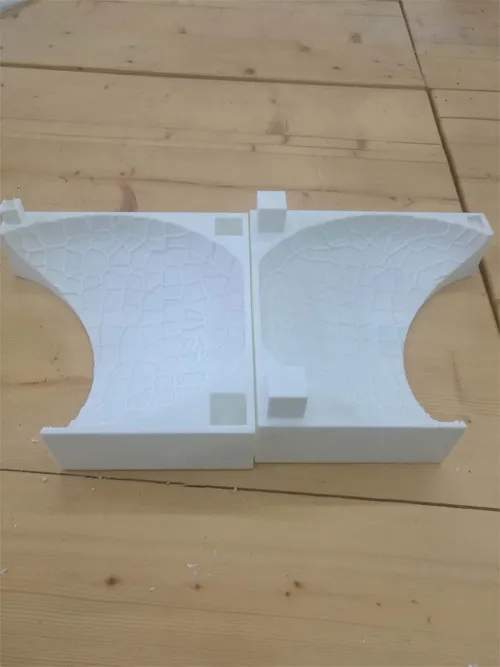
打印完成后去掉支撐件,以及經過一定的打磨后處理,就可以得到我們想要的陰模實物模型如圖11。
四、結語
脫胎漆器模具制造新工藝應用3D打印技術和新型高分子材料,解決了傳統脫胎漆器模具存在的缺陷,為漆藝制作提供了一個新的手段。同時,也為漆藝創作提供了一個新的思路。