銅帶粗軋機大鼓輪卷取機技術要點分析
2019-04-19 11:22:38薛強
有色金屬加工 2019年2期
關鍵詞:設計
薛 強
(中色科技股份有限公司,河南 洛陽 471039)
1 銅帶粗軋機機型的發展
銅帶軋機機組機型的變化和發展,主要體現在卷取型式組合的不同,主要有以下4種型式。
(1)厚料開卷采用大漲縮量開卷機,卷取采用3輥卷取,薄料時采用小卷筒卷取,厚料時采用不可逆軋制,薄料時采用可逆軋制。這種軋制方式厚料沒有料頭和料尾,適用于短料,可提高成品率(圖1)。
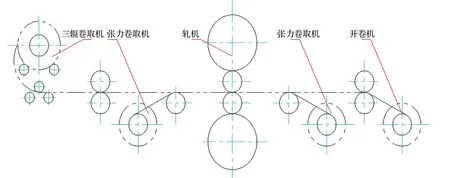
圖1Fig.1
(2)兩端配置無芯卷取機的銅帶粗軋機。在機列兩端各配置1臺無芯開卷機、卷取機和2臺小卷筒卷取機(圖2),軋制厚料時用無芯卷取機承擔開卷、卷取工作,實現可逆軋制。軋制薄料時采用小卷筒實現張力可逆軋制。
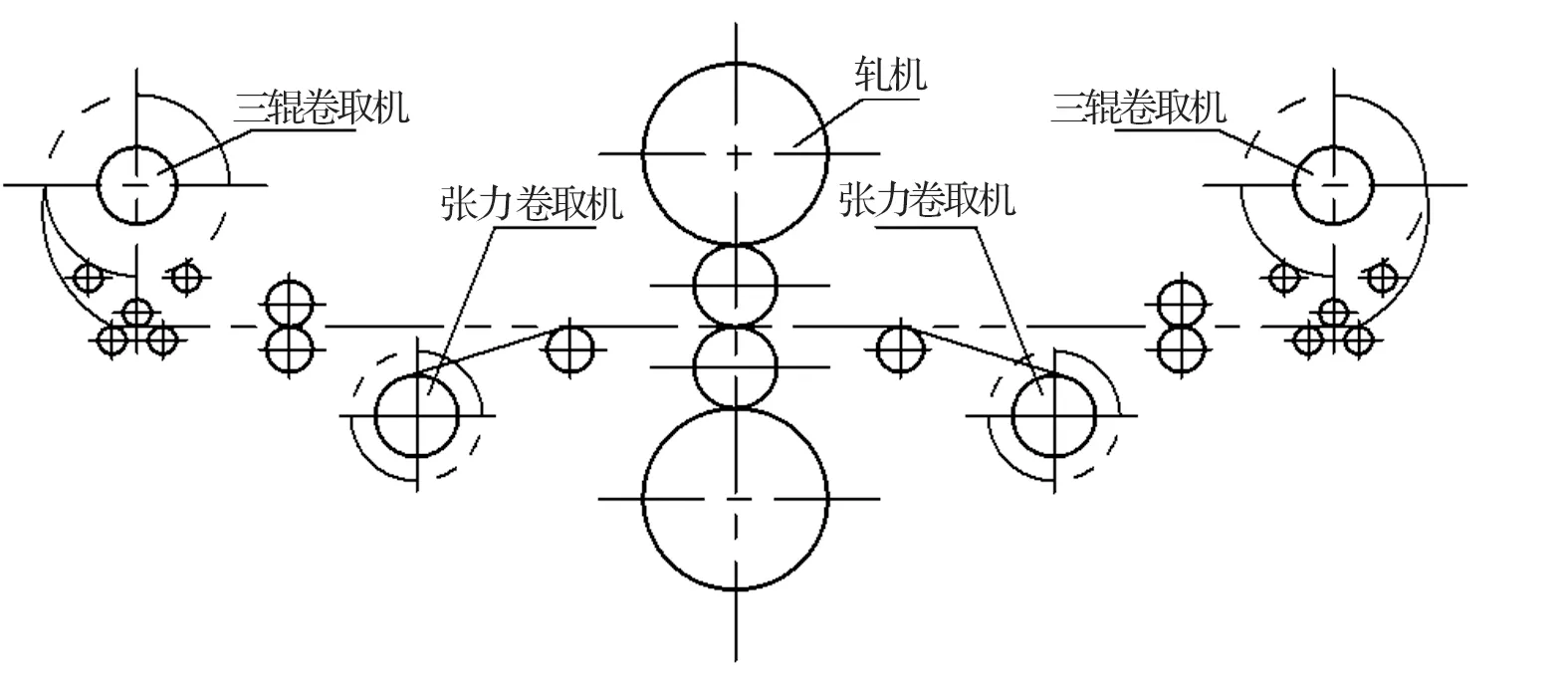
圖2Fig.2
(3)帶中鼓輪卷取機的銅帶粗軋機,在機列的一端配置1臺大、小卷筒的卷取機,另一端配置1臺大卷筒卷取機,一般大卷筒直徑為Φ800mm,小卷筒直徑為Φ500mm,實現可逆軋制;厚料、薄料都在大鼓輪上軋制,小卷筒主要用于卸料(圖3)。

圖3Fig.3
(4)帶大鼓輪卷取機的銅帶粗軋機,在機列的兩端均配置1臺大、小卷筒的卷取機,一般大卷筒直徑為Φ1600mm,小卷筒直徑為Φ500mm,實現較硬合金帶材的可逆軋制(圖4)。

圖4Fig.4
前兩種機組為傳統的銅帶粗軋機形式,機組結構簡單、投資相對較少,但生產高精度帶材有很大缺陷。首先由于無張力卷取出現卷取不齊,帶材軋制不穩定,且在軋制過程中容易造成擦劃傷; 其次這兩種機
組的配置軋制速度較低,生產效率低,產能達不到要求。第三種機組雖然實現可逆軋制,且投資也相對較少。但是對銅帶材料有要求,一般帶中鼓輪卷取機軋機只能軋制黃銅和紫銅。錫磷青銅由于卷取機的大卷筒直徑較小,卷取過程中容易使帶材出現表面裂紋。基于產品規格的原因以及生產高效率、高精度的要求,出現了現代化帶大鼓輪卷取機的銅帶粗軋機,即第四種機型。這種大鼓輪卷取機更適合在卷重大于6t的粗軋機上使用。
通過對機組機型發展的分析,卷取方式的變化是機組性能進步的重要標志,大鼓輪卷取機是現代化粗軋機的重要組成部分,大鼓輪卷取機應用直接提升了銅帶粗軋機組的性能。
2 850mm銅帶粗軋機大鼓輪卷取機結構組成
軋制材料品種:H62、H65、H70、T2、TP2、C19210,等;
最大厚度:~16mm
寬 度:300mm~670mm
卷材內徑:Φ500mm~Φ800mm
卷材最大外徑:Φ2000mm
卷 重:8000kg
成品規格:
成品厚度:0.5mm~5mm
帶寬:300mm~670mm
卷材最大外徑:Φ1650mm
卷重:最大8000kg
最高軋制速度:360m/min
卷取張力: 小卷筒7.5kN~150kN
大卷筒20kN~200kN
該卷取機由卷筒及脹縮缸、主傳動裝置、活動支撐裝置和卸卷器等4部分組成,如圖5所示。

1-主傳動裝置;2-減速箱;3-卸卷器;4-壓輥裝置;5-大、小卷筒;6-活動支撐圖5Fig.5
3 卷取機及大小卷筒的結構特點分析
銅帶粗軋機卷取機卷取的厚度變化范圍大,張力范圍大,卷取機的負荷很大,且現代軋機對帶材表面質量、帶材的厚度精度等要求很高,這就要求卷筒的設計必須能滿足以上需要。因此現代銅粗軋卷取機設計為大、小兩種卷筒,一般大卷筒的直徑Φ1600mm,小卷筒的直徑Φ510mm,設計特點如下:
(1)厚料時采用大卷筒可逆軋制,實現大張力軋制,軋制穩定,軋制速度高,帶材的厚度精度高,同時防止帶材由于過度彎曲變形而產生裂紋的情況。
(2)大卷筒采用獨立鉗口。獨立鉗口設計有幾種型式,例如安捷列斯采用斜楔式開口度,開口度達50mm~60mm。也有采用內置徑向鉗口液壓缸的方式控制開口度,開口度也達到50mm~60mm。但是這些型式設計復雜,鉗口開口度相對較小,并且由于加工要求較高容易出現喂料困難、漏油等缺點。我們設計采用了擺動式鉗口,采用兩個標準液壓缸夾緊或者松開,鉗口的開口度大,達到120mm~150mm。并在鉗口處增加刻痕,防止了在大張力的情況下料頭松開。設計的鉗口避免了非標液壓缸結構,很好的防止了漏油等缺點。同時由于開口度較大而便于喂料,縮短了生產輔助時間,如圖6所示。

圖6 大卷筒鉗口結構Fig.6 Large drum jaw structure
(3)大卷筒采用焊接式結構,強度大,加工方便。且在夾緊液壓缸裝配后對大卷筒進行靜平衡實驗,使大卷筒鉗口更容易對準來料的位置,便于咬料。
(4)小卷筒零鉗口設計。由于銅帶粗軋機無皮帶助卷器,所以要求鉗口咬料必須可靠。四棱錐的小卷筒剛性好,但是鉗口設計采用一個獨立的小液壓缸,鉗口咬料力小。閉式三斜楔小卷筒鉗口采用主缸夾緊,卷筒漲開過程為先閉合鉗口,然后卷筒脹開,鉗口夾緊力大,帶材不容易脫開鉗口,因此更適合銅帶粗軋機使用,如圖7所示。

圖7 小卷筒結構Fig.7 Small drum structure
(5)小卷筒卷取時,為了將卷筒表面的徑向壓力控制在一定范圍內,以改善卷筒工作狀況,延長卷筒壽命。設計時取軸向斜楔和徑向斜楔接觸斜面傾角為18°,大于摩擦角而不自鎖。這樣可保證在良好的潤滑條件下,當卷筒徑向壓力隨著卷取銅帶層數的增加而增大到某一定值時,即超過脹縮油缸的脹緊力,則液壓回路中的溢流閥打開,油缸活塞后退。卷筒在工作過程中產生微量縮徑,同時在新的條件下達到平衡,卷筒徑向壓力隨之減少。
(6)卷取機一側小卷筒采用“二級漲縮”。當薄料退火以后,采用卷取機小卷筒直接上料,二級漲緊,使帶材和卷筒之間不產生打滑現象,縮短上料距離和時間。減少擦劃傷,對提高軋制效率有很大幫助。
4 設備主要技術參數的選擇
4.1 卷取張力的確定
卷取機在卷繞銅帶時,必須具有一定的卷取張力,其值的大小取決于卷取機工作狀態和產品規格。不合適的張力數值會直接影響產品質量或者增加軋制道次,卷取張力數值過大會使設備電機容量增大;反之,卷取張力數值過小亦會使帶材之間出現擦劃傷以及帶材跑偏。因此卷取張力的選擇是設計卷取機的前提。
卷取張力的最大值和最小值是計算電機功率的基本數據,一般供給銅帶粗軋機的料來自熱軋或者水平連鑄,經銑面后厚度為14mm~16mm,一些資料上給出的張應力范圍為(0.1~0.4)δs(δs為帶材屈服極限,下同),范圍比較大,根據實際使用情況,一般銅粗軋的張應力為(0.1~0.2)δs即可滿足生產需要。因此張力T=B×h×(0.1~0.2)δs;式中,T為帶材張力,B為帶材寬度,h為帶材厚度。 某廠的實際軋制工藝表如表1所示。

表1
根據表1數據并查詢銅加工手冊[1]進行驗算,基本符合張應力為(0.1~0.2)δs的經驗公式,根據以上結論即可確定卷筒的最大張力。
4.2 大小卷筒的直徑選擇


圖8Fig.8
4.3 卷取電動機的選擇及減速箱設計
一般情況下,計算卷取機電機功率時張力取值為最大張力,速度取值為νo=(軋制額定速度)×(1+前滑量)。由于銅帶軋機大鼓輪卷取機為1臺電機帶動2個卷筒,所以計算過程中分別采用大小卷筒的張力(T)進行計算,計算出功率后取其中間值。
5 卷取機的結構設計要點
(1)大卷筒結構設計。大卷筒鉗口板的刻痕采用網紋滾花處理,防止鉗口在夾緊帶材時粘連在鉗口上。大卷筒設計在總圖技術要求上必須注明做靜平衡試驗,使大卷筒轉動更加平穩。
(2)小卷筒設計。由于一側小卷筒采用二級漲縮,楔桿上斜面加長,設計過程中要使楔桿能承受回轉缸的拉力。由于空間限制,楔桿和浮動桿的連接銷軸以及回轉缸和浮動桿之間的銷軸直徑不能過大。但銷軸在卷筒漲開過程中要承受較大的剪力,所以對銷軸材料性能要求較高。
(3)卷取機減速箱設計。減速箱設計為3層箱體結構,方便卷筒裝配。適當將軸承座的回油槽加大,使軸承潤滑處回油流暢,避免潤滑油從透蓋處滲漏。
(4)卷取機壓輥設計。原設計的壓輥是伸出桿轉動,剛性較差,且由于擺臂太長而導致壓輥不能轉動;現設計為擺臂不轉動,滾套進行轉動,很好的解決了原設計壓輥不能轉動的情況。
近幾年由于市場的需要,我公司設計了多臺粗軋機,運行情況良好,滿足了廠家產品生產和開發的需要。
猜你喜歡
河北畫報(2020年8期)2020-10-27 02:54:06
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
電子制作(2019年19期)2019-11-23 08:41:36
電子制作(2019年15期)2019-08-27 01:11:50
電子制作(2019年7期)2019-04-25 13:18:16
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
商周刊(2017年26期)2017-04-25 08:13:04