鋁合金熱軋板帶成形過程中的應變數值模擬
2019-04-19 11:22:34邱哲生賈瑞嬌陳俊宇嚴繼康
有色金屬加工 2019年2期
邱哲生,魯 俐,賈瑞嬌,安 迪,,陳俊宇,,嚴繼康
(1.云南鋁業股份有限公司,云南 昆明,650502;2.昆明理工大學 材料科學與工程學院,云南 昆明650093)
鋁板帶材在汽車、建筑、家電工業及航空航天等領域有著廣泛的應用[1-2]。熱軋制因能耗低,金屬材料的加工性能得到改善,生產效率高,所以鋁板帶的生產較多采用熱軋制的方式[3-6]。中國鋁板帶熱軋工業的大發展是2000-2017年,這是黃金發展期。2017年中國熱軋生產能力達2 1170kt,成為世界最大的鋁板帶熱軋國,約占全球總生產能力的58%[7]。但在熱軋制過程中,鋁板會不可避免產生缺陷,而應變是表示變形體變形大小的物理量,板型的不良來源于變形的不均勻,即在各處有效應變的大小不一致[8]。在有效應變偏大的地方將產生紋浪,形成板型缺陷,所以在合理范圍內,產生紋浪處的有效應變越小,將會得到更優的板型。6061鋁合金屬Al-Mg-Si系合金,中等強度,具有良好的塑性和優良的耐蝕性。特別是無應力腐蝕開裂傾向,其焊接性優良,耐蝕性及加工性好,廣泛應用于要求有一定強度和抗蝕性高的各種工業結構件,如制造卡車、塔式建筑、船舶、電車、鐵道車輛[9-11]。
該項目主工藝以青海東臺吉乃爾鹽湖富鋰晶間鹵水為原料,采用“離子選擇性遷移技術”對老鹵進行高效鎂鋰分離,老鹵中鎂鋰比為20∶1左右,鎂鋰分離后鹵水中鎂鋰比降至0.05∶1。分離后得到的富鋰鹵水再經過一系列化工單元操作產出電池級碳酸鋰。該項目工藝能耗低,無廢水和固廢排出,含鋰尾液全部實現資源化利用。
熱軋工藝對鋁合金板帶組織和性能有明顯的影響[12]。有限元是研究鋁合金板帶軋制工藝參數的有效方法之一,根據相關理論模型,采用Deform有限元軟件模擬計算了熱軋、冷軋的溫度場、應力場和應變場,對于制訂合理的軋制工藝參數具有較好的參考價值[13-17]。
1 研究方法
1.1 幾何模型與有限元模型
本文通過DEFORM-3D軟件用實際尺寸建立三維模型。軋輥尺寸為,寬度2100mm,直徑750mm;軋板長度為200mm,寬度為1000mm,初始厚度為26mm。為了更加精確地研究軋制溫度,壓下率以及軋輥溫度對板型的影響,軋輥采用原型1/2建模,軋件采用原型1/4建模,目的是減少計算量。軋輥和軋件的三維模型如圖1(a)所示。采用網格自動重劃分功能,網格采用四面體單元,將軋板坯料劃分成4464個單元,Deform-3D的有限元模型如圖1(b)所示。在模擬過程中軋輥設為剛性材料,軋件設為塑性ALUMINUM-6061材料。
1.2 壓下規程
根據相關資料和生產實際的需要[18-20],制訂了6061鋁合金板帶軋制的壓下規程(表1)。
雖然現在很多的企業已經有了豐富市場營銷策略和提高市場競爭力的意識,但是很多企業的技術部門卻不具備市場營銷的專業素養,除此之外,很多企業的管理意識和制度也十分的匱乏。例如很多的企業專業部門不具備整體性的全局式觀念,不注重使用多數數字結合模式的新媒體技術,團隊的自身素質較為單薄,不懂如何合理安排企業的市場營銷策略的實施秩序等等。
1.3 邊界條件
此前的8月份,我們曾在北京圖書博覽會上組織過一次名為“筆尖歲月 紙上光陰”的研討會,主題即是“文學中的時間”。
據表5中數據可知,因素A(壓下率)以第一水平對應的看k1值1.32最小;因素B(軋制溫度)以第二水平對應的k2值1.32最小;因素C(軋輥溫度)以第三水平對應的k3值1.32最小,所以最優方案為A1B2C3。可以看出,第二道次軋制的最優方案與2-2號實驗比較接近,在2-2號試驗中只有軋輥溫度不是最佳水平,而軋輥溫度對應變的影響是3個因素當中最小的,2-2號實驗中的應變平均值是最小的,這說明所找出的最佳方案符合實際。為了確定上面找出的方案A1B2C2是不是最佳方案,將最優方案為A1B2C3定義為實驗2-10,按這個方案進行了一次實驗,得到如表6的有效應變結果。由表6可知,實驗2-10的應變平均值小于2-2號實驗得到的均值,即此方案能得到更好的板型,此方案為最佳方案。可見,第二道次以壓下率為46%,軋制溫度為510℃,軋輥溫度為62℃為最佳方案,即實驗2-10。

圖1 幾何模型與網格模型Fig.1 Geometric model and mesh model

各道次初始厚度H/mm壓下量△h/mm軋制速度/(m/min)壓下率/%軋制溫度/℃軋輥溫度/℃第一道次26.011.0604253055第二道次15.07.0864751060第三道次8.03.41244349065
2 結果與討論
從表4可以看出,最優方案與1-1號實驗比較接近,只有軋輥溫度不是最佳水平,而軋輥溫度對應變的影響是3個因素當中最小的,從實際做出的結果中看出1-1號實驗中的應變平均值是最小的,這說明所找出的最佳方案符合實際。為了確定上面找出的方案A1B1C2是不是最佳方案,將此方案定義為實驗1-10,按這個方案進行了一次實驗,如圖5所示,所得到的應變平均值小于實驗1-1得到的均值,即此方案能得到更好的板型。可見,第一道次以壓下率為41%,軋制溫度為525℃,軋輥溫度為55℃為最佳方案,即4個跟蹤點P14~P17的有效應變分別為0.609、0.645、0.662和0.646,平均值為0.640。
2.1 第一道次最優方案
將壓下率、軋制溫度和軋輥溫度3個實驗因素按照三水平進行實驗設計,并用DEFORM-3D軟件按照表2進行了9組實驗。模擬第一道次的實驗方案軋制過程后,對軋件上面表面進行點跟蹤分析,獲得不同位置的平均有效應變。板坯表面的跟蹤點如圖2所示。
約束邊界條件通過對稱邊界條件來實現,對于如圖1(b)所示的板坯1/4模型設置兩個對稱面分別為-Z方向上Z=0的XY平面,即圖1(b)中下面的平面,-Y方向上Y=0的XZ平面,即圖1(b)中左邊的平面。根據加工過程中的實際轉速設定軋輥的自轉角速度為25.48rpm,軋制方向為+X方向,接觸面上的摩擦采用剪切摩擦模型,摩擦因數取0.4,熱傳導系數設為0.18。

表2 第一道次正交實驗列表

圖2 表面點跟蹤示意圖Fig.2 Surface point tracking schematic
如表5所示,3列的極差大小為,第一列最大,第二列等于第三列。因此實驗因素A(壓下率)的水平改變對應變的影響最大,考慮因素時應該首先考慮壓下率,接下來依次是軋制溫度和軋輥溫度。所以壓下率對板型的影響最大,而對于本實驗,應變越小,將會得到更好的板型,故選擇最優方案時應選擇應變平均值最小處對應的因素水平。

圖3 第一道次軋件表面跟蹤點有效應變Fig.3 Effective strain of surface tracking point of rolling piece’s first pass

位置跟蹤點時間/s有效應變平均應變x=0~200m,y=500mm,z=13mmP10.090.552P20.160.617P30.220.633P40.300.621P50.340.558P60.350.6070.607x=0~200m,y=250mm,z=13mmP70.090.573P80.160.644P90.220.655P100.300.656P110.340.607P120.350.5590.641x=0~200m,y=0mm,z=13mmP130.090.570P140.160.645P150.220.633P160.300.657P170.340.609P180.350.5780.645
由圖3可知點P1~P18分別在0.09s、0.160s、0.220s、0.300s、0.340s和0.350s達到最大有效應變,即穩態有效應變,穩態有效應變的具體數值見表3。圖3(a)跟蹤點有效應變與圖3(b)和圖3(c)跟蹤點有效應變數值有明顯區別,而圖3(b)和圖3(c)跟蹤點有效應變數值比較接近。這是由于圖3(a)所示的跟蹤點P1~P6位于自由面,而跟蹤點P7~P12在軋件中,跟蹤點P13~P18則在軋件的約束對稱面上。對跟蹤點P1~P18的穩態有效應變去除咬合點和結束點后得到波浪紋處的平均有效應變分別為0.607、0.641和0.645,本文中第一道次軋制以XZ對稱面上的4個跟蹤點P14~P17的有效應變的平均值為正交實驗的考核指標,第二道次和第三道次也是采用這種方法確定正交實驗的最優方案,只是跟蹤點的位置和數量以及相對應的穩態有效應變數值不同而已。
圖4為x=0~200mm,y=0,z=13mm對稱面上的跟蹤點P13~P18在X、Y和Z方向上的應變。由圖4可知,跟蹤點P13~P18的有效應變主要由X方向上的拉伸應變和Z方向的壓縮應變構成,而Y方向的拉伸應變較小,這主要是由軋制工藝參數和板坯尺寸決定的。經過第一道次軋制后,軋件在X方向由原來的200mm伸長為303mm,形變量超過50%;Y方向由原來的500mm伸長為510mm,形變量為2%左右;Z方向由原來的13mm壓縮為7.8mm左右,形變量為40%左右與壓下率相近。

圖4 ZX對稱面上跟蹤點有效應變Fig.4 Effective strain of tracking point on ZX symmetry plane
第一道次軋制后的有效應變平均值如表4所示。K1為因素A、B、C的第1水平所在實驗中的考察指標:應變之和;K2為因素A、B、C的第2水平所在實驗中的考察指標:應變之和;K3為因素A、B、C的第3水平所在實驗中的考察指標:應變之和;k1,k2,k3為K1,K2,K3的平均值。如表4所示,3列的極差大小為,第一列大于第二列大于第三列,因此實驗因素A(壓下率)的水平改變對應變的影響最大,k1,k2,k3接下來依次是軋制溫度和軋輥溫度。所以壓下率對板型的影響最大,而對于本實驗,應變越小,將會得到更好的板型,故選擇最優方案時應選擇應變平均值最小處對應的因素水平。據表4中數據可知,因素A(壓下率)以第一水平對應的k1值0.654最小,取其第一水平最好;因素B(軋制溫度)以第一水平對應的k2值0.675最小,取其第一水平最好;因素C(軋輥溫度)以第二水平對應的k3值0.674最小,取其第二水平最好,所以最優方案為A1B1C2。

表4 第一道次正交實驗數據分析
用正交實驗法對6061鋁合金進行了三個道次的軋制模擬實驗,以探求所設定因素對實驗結果的影響規律,同時找出最優方案,作為下一道次的初始模型,在此基礎上改變因素水平,進入下一道次的實驗。
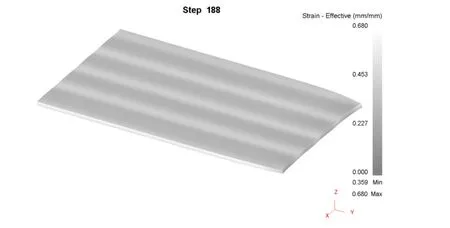
圖5 實驗1-10的有效應變云圖Fig.5 Effective strain cloud diagram of experiment 1-10
2.2 第二道次最優方案
由圖8可見,整體上板型趨于良好,沒有太大的軋制缺陷,有12處紋浪,取各個實驗結果中位于對ZX稱面上表面紋浪底部的12個點,將其定義為P1、P2、P3、P4、P5、P6、P7、P8、P9、P10、P11和P12,該處的有效應變值如圖9所示,取穩態平均有效應變作為正交實驗的考核指標。第二道次的平均有效應變如表7所示。
師:課文中的生字詞都認識了。老師寫一個字,繁體字的“匆”,上面表示木格子的窗戶,加心字底表示心情。形容人的心情也表示時間過得快。再寫一個字——加心字底的匆。一個字讀匆,兩個字讀匆匆。有什么感覺?

圖6 第二道次軋件表面有效應變云圖和跟蹤點示意圖Fig.6 Surface effective strain cloud diagram and trace point diagram of rolling piece’s second pass

圖7 第二道次軋件表面跟蹤點有效應變Fig.7 Effective strain of tracking point on surface of rolling piece’s second pass
圖2(a)為未進入軋輥的板坯表面的跟蹤點,圖中,P1~P6為y=500m,z=13mm,x=0~200mm的板坯上表面的跟蹤點;P7~P12為y=250m,z=13mm,x=0~200mm的板坯上表面的跟蹤點;P13~P18為y=0m,z=13mm,x=0~200mm的板坯上表面的跟蹤點。跟蹤點在X方向的取值是根據第一道次軋件的最大有效應變的節點來確定。圖2(b)為第一道次軋件表面與圖2(a)相對應的跟蹤點P1~P18示意圖。由圖2(b)可以看出,P1、P7和P13為咬入點,P6、P12和P18為軋制結束點,其它跟蹤點都位于波浪紋的最低處,即有效應變最大處。跟蹤點P1~P18的有效應變具體見圖3和表3。

表5 第二道次正交實驗數據分析
倒是在一邊旁觀者清的葉總有些好奇,便出聲詢問王祥整個事件的來龍去脈。王祥開始還遮遮掩掩,不過當著兩位老板的面也編不出什么高明的謊話,便把事情經過避輕就重地給兩位老總說了一遍。從他們從老家偶得玉石到城里擺攤巧遇老道,最后一起說服胖子成交,再到如何和老道分道揚鑣,王祥都如實講了出來。最后,王祥還向葉、錢兩位老總展示了自己留作紀念的玉墜,證明確有其事。

表6 實驗2-10的均值
2.3 第三道次最優方案
以實驗2-10的軋制結果為基礎繼續進行第三道次的9次軋制實驗,根據表1的壓下規程進行三因素三水平正交實驗進行第三道次的軋制實驗,得到如圖8所示的有效應變云圖。

圖8 第三道次軋件表面有效應變云圖和跟蹤點示意圖Fig.8 Surface effective strain cloud diagram and trace point diagram of rolling piece’s third pass
以第一道次實驗1-10的軋制結果為基礎繼續進行第二道次的9次軋制實驗,根據表1的壓下規程進行三因素三水平正交實驗,得到如圖6所示的有效應變結果。由圖6可見,整體上板型趨于良好,沒有太大的軋制缺陷,但有7處應變偏大,進而產生了紋浪。取各個實驗結果中位于對ZX稱面上表面紋浪底部的7個點,分別將其定義為P1、P2、P3、P4、P5、P6、P7,讀出它們的應變值如圖7所示,即該處的有效應變值,取平均值后作為正交實驗考核指標,第二道次的平均有效應變如表5所示。
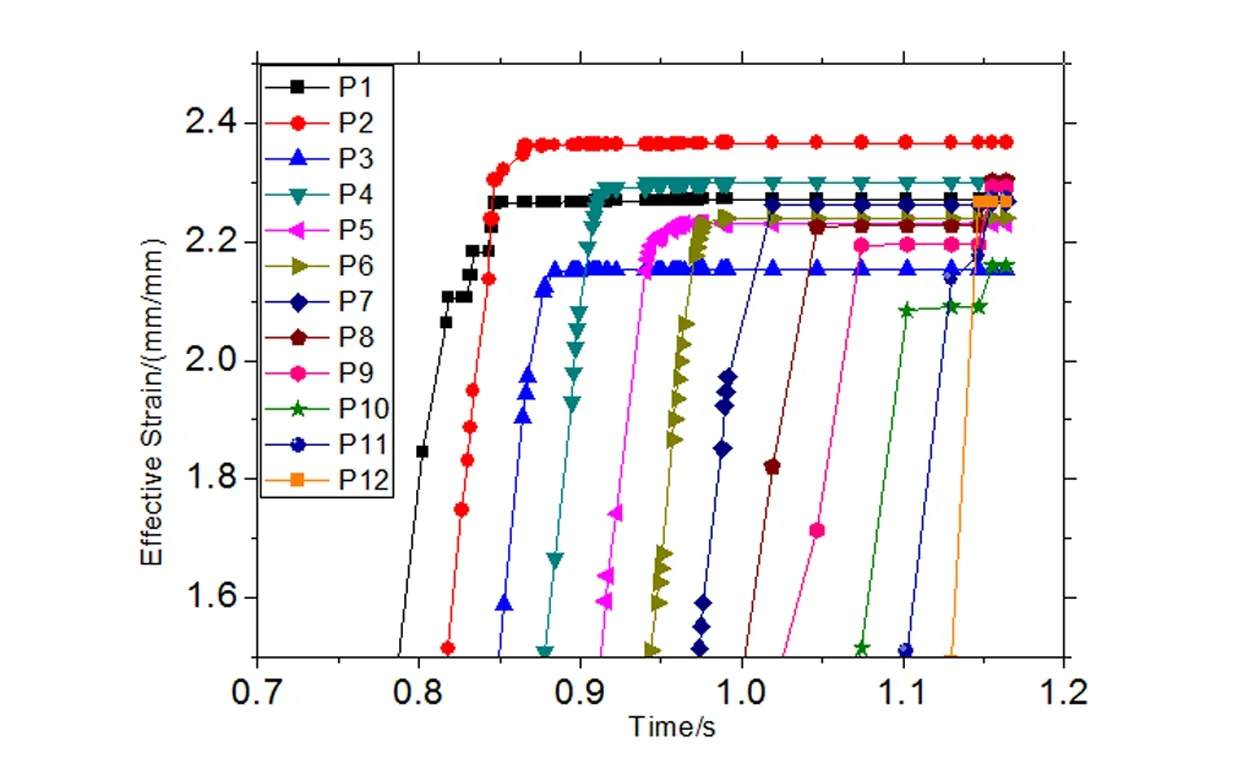
圖9 第三道軋件表面次跟蹤點有效應變Fig.9 Effective strain of tracking point on surface of rolling piece’s third pass
如表7所示,3列的極差大小為,第一列最大,第二列等于第三列,因此實驗因素A(壓下率)的水平改變對應變的影響最大,考慮因素時應該首先考慮壓下率,接下來依次是軋制溫度和軋輥溫度。所以壓下率對板型的影響最大,而對于本實驗,應變越小,將會得到更好的板型,故選擇最優方案時應選擇應變平均值最小處對應的因素水平。據表中數據可知,因素A(壓下率)以第一水平對應的k1值2.22最小,取其第一水平最好;因素B(軋制溫度)以第一水平對應的k2值2.24最小,取其第一水平最好;因素C(軋輥溫度)以第一水平對應的k3值2.24最小,取其第一水平最好。所以最優方案為A1B1C1。
個人哲學是教師在教學情境中思考自身的方式,包含教師個人心智中的信念和價值觀,作為一種無意識的經驗假設支配著教師的行為。從個人角度來看,哲學是一種讓人認識世界、了解世界的工具。由于每位教師的性格、成長環境、經驗不同,其個人哲學也迥然不同,但相似的是,教師的個人哲學往往貫穿于生活和工作中,統領著他們的信念與價值觀,指揮著他們的行為方式,使教師成為獨特的個體。它通常包涵著個體的信念、價值觀和行動原則,透過信念和價值觀的外在表現,深入到經驗中,成為教師實踐性知識的個性化表征。

表7 第三道次正交實驗數據分析
可以看出,最優方案在已經做過的實驗中已經出現,就是方案3-1。從實際做出的結果中看出3-1號實驗中的應變平均值是最小的,這說明所找出的最佳方案符合實際,即第三道次以壓下率為42%,軋制溫度為485℃,軋輥溫度為63℃,即方案3-1為最佳方案。
3 結論
通過模擬仿真計算了壓下率、軋制溫度、軋輥溫度對鋁板材熱軋后的板型的影響。從以上板材熱軋數值模擬橫截面應變云圖和數據分析表中可以看出,壓下率對熱軋應變的影響相對較大,而軋制溫度和軋輥溫度對軋制應變也有不同程度的影響。即在板型控制過程中,首先應該考慮隨軋制壓下率的逐漸增大,應變逐漸增大,紋浪的起伏將增大,從而影響板型質量;反之隨著壓下率的減小,發生紋浪處的應變將逐漸減小,從而得到更好的板型質量。
軋件出現波浪的區域在Z方向上厚度比較薄,而在X方向上長度明顯增加,Y方向上長度略有增加,因此,軋件X、Y和Z方向的延伸率不一致。軋件產生波浪紋的主要原因是軋件變形區橫斷面金屬整體流動的均勻性仍不十分理想,還有軋件兩端散熱較快,中間散熱較慢,因此,在軋件寬向上出現了溫度差。在軋件的波浪處變形較大,摩擦力較大,產生較多的變形熱和摩擦熱,因此產生波浪紋[21-23]。
研究結果表明,第一道次以壓下率41%、軋制溫度525℃、軋輥溫度53℃為最佳方案,得到了最優板型,有效應變的平均值為0.640;第二道次以壓下率46%,軋制溫度510℃,軋輥溫度62℃為最佳方案,得到了最優板型,有效應變的平均值為1.31;第三道次以壓下率42%,軋制溫度485℃,軋輥溫度63℃為最佳方案,得到了最優板型,有效應變的平均值為2.20。
猜你喜歡
小獼猴智力畫刊(2022年9期)2022-11-04 02:31:42
中老年保健(2022年5期)2022-08-24 02:36:04
美與時代·美術學刊(2022年3期)2022-04-27 01:18:15
當代陜西(2021年12期)2021-08-05 07:45:46
小哥白尼(趣味科學)(2019年6期)2019-10-10 01:01:50
人大建設(2019年12期)2019-05-21 02:55:32
發明與創新(2016年38期)2016-08-22 03:02:52
太空探索(2016年5期)2016-07-12 15:17:55
冰雪運動(2016年4期)2016-04-16 05:54:56
劍南文學(2015年1期)2015-02-28 01:15:15