雙級時效對7020鋁合金擠壓板材組織與性能的影響
2019-04-19 11:22:34屈玉石王麗萍
有色金屬加工 2019年2期
關鍵詞:制度
王 操,屈玉石,張 瀟,王麗萍,楊 波,劉 歡
(遼寧忠旺集團有限公司,遼寧 遼陽 111003)
近年來,隨著輕量化材料概念的提出與推廣,7020鋁合金作為7xxx系鋁合金中具有典型代表的可熱處理強化中強鋁合金,因其具有質量輕、強度高、金屬成型性強及可焊接性等優異性能而被廣泛用于航空航天、軌道交通等領域[1]。
一般而言,7xxx系鋁合金通常為可熱處理強化鋁合金,其常見熱處理工藝流程一般為,固溶-淬火-時效強化。時效處理則是7xxx鋁合金成型后進行強化的一道重要工序,通過不同的時效處理制度,改變鋁合金第二相的脫溶序列進而調控合金材料的微觀結構以滿足用戶的不同需求。
目前,Al-Zn-Mg-Cu合金主要時效處理工藝有,自然時效、單級時效、雙級時效及過時效等時效制度。而Al-Zn-Mg-Cu合金型材的有關時效熱工藝對其綜合性能影響的微觀組織影響機理尚缺乏比較系統的研究[2]。本文采用室溫拉伸性能實驗、顯微組織觀察、宏觀斷口形貌觀察等試驗,研究雙級時效對7020鋁合金的性能與組織的影響機理,以改善該合金熱處理制度。
1 試驗材料與方法
試驗所用材料為遼寧忠旺集團生產的7020鋁合金15 mm厚擠壓板材,其化學成分(質量分數,%)為Zn 4.50,Mg1.25,Cu 0.12,Mn 0.34,Cr 0.21,Ti 0.04,Zr 0.16,Fe 0.11,Si 0.05,Al余量。固溶處理制度為470℃×1 h,固溶后經室溫水淬,雙級時效試驗采用正交實驗進行,試驗工藝見表1和表2。室溫拉伸性能測試試樣如圖1所示,試樣沿板材擠壓方向切取,小棒試樣平行區域標距長度為50 mm,外徑5 mm。拉伸速率2 mm/min。每個時效制度結果取3個拉伸數據的平均值。
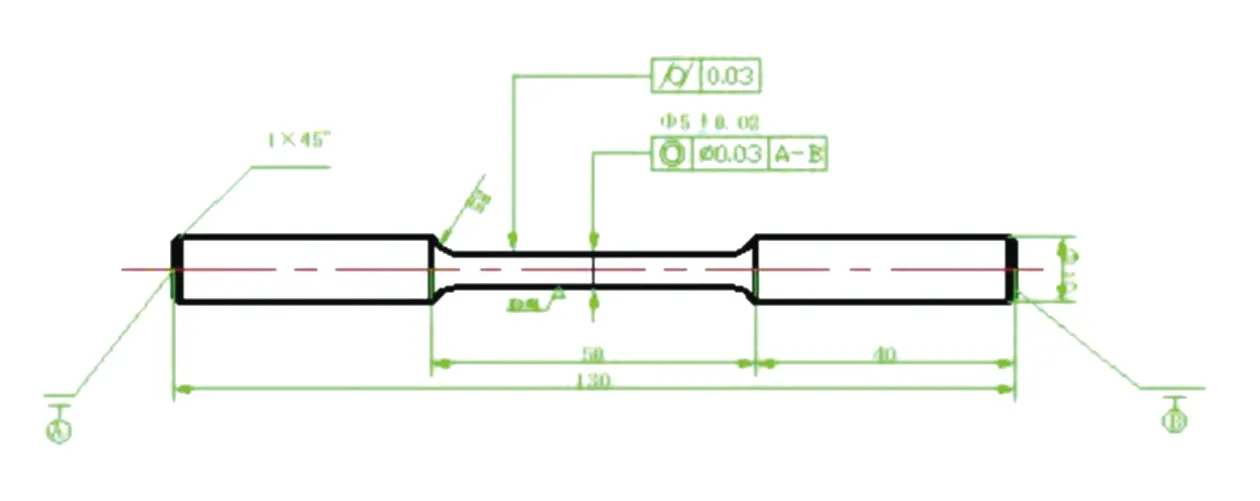
圖1 室溫拉伸性能測試試樣Fig.1 Room temperature tensile test specimen

序號初時效溫度/℃初時效時間/h終時效溫度/℃終時效時間/h19071501321058160143120917015

表2 L9(34正交設計表)
2 試驗結果
2.1 常溫拉伸性能
表3為7020鋁合金先進行470℃×1h固溶后進行正交實驗,正交試驗后進行常溫力學拉伸試驗。為分析不同影響因素對綜合力學性能的影響程度,分別對其進行極差分析結果如表4、表5和表6。K1、K2、K3分別代表3個水平下的實驗結果之總和,k1、k2、k3為各個水平下試驗結果的平均值。R為k1-k3中最大值與最小值之差,稱之為極差[3]。通過表4、表5、表6可以看出,材料屈服強度、抗拉強度影響因子重要性排序為:終時效溫度>初時效溫度>終時效時間>初時效時間;材料伸長率影響因子重要性排序為:終時效溫度>初時效溫度>初時效時間>終時效時間。綜上所述,制度8為正交試驗最佳雙級時效制度。

表3 7020鋁合金常溫拉伸性能

表4 屈服強度極差分析表

表5 抗拉強度極差分析

表6 伸長率極差分析
2.2 宏觀組織觀察
圖2為7020鋁合金經過不同時效制度后的拉伸斷口形貌。由圖2中圖(a)和圖(b)可知,制度1和制度2后斷口宏觀形貌為斜斷口,斷面與最大正應力方向呈45°角,斷口表面較粗糙,中心裂紋源較粗大,縮頸不明顯;圖(c)~圖(i)中拉伸斷口斷裂處具有明顯的頸縮現象,其中,圖(c)、圖(g)和圖(i)裂紋擴展區及裂紋形成區較小,剪切斷裂區較大。

(a)制度1;(b)制度2;(c)制度3;(d)制度4;(e)制度5;(f)制度6;(g)制度7;(h)制度8;(i)制度9圖2 7020鋁合金不同時效制度后拉伸斷口形貌Fig.2 Tensile fracture morphology of 7020 aluminum alloy after different aging
2.3 顯微組織觀察
圖3為7020鋁合金擠壓板材經過不同熱處理工藝后,垂直于擠壓方向的微觀組織形貌。從圖3中可以看出,擠壓后的板材晶粒呈長條狀,并伴有再結晶晶粒,制度1、制度2和制度3狀態下組織再結晶晶粒具有長大現象,材料屈服強度、抗拉強度逐漸降低,伸長率逐漸升高;制度4~制度9狀態下,再結晶長大現象不明顯,晶粒細長且晶界間彌散分布細小第二相。
第二相的彌散分布程度可以從微觀上反映出合金不同種類時效處理后,其抗拉強度、屈服強度及伸長率存在一定差異;固溶處理470℃×1h后對材料進行不同制度人工雙級時效,合金的抗拉強度、屈服強度及伸長率存在明顯差異。這是因為合金在固溶處理后呈過飽和狀態,在初時效過程中,過飽和固溶體開始析出,形成細小密集的G.P.區,為后期終時效過程中第二相形核做了準備;時效溫度為150℃溫度以上時臨界尺寸下的G.P.區重新回溶,達到臨界尺寸的G.P.區作為過渡相的形核核心開始長大,由于初時效過程中(120℃)形核析出大量的G.P.區,所以后期析出過度相數量較多、細小彌散分布。

(a)制度1;(b)制度2;(c)制度3;(d)制度4;(e)制度5;(f)制度6;(g)制度7;(h)制度8;(i)制度9圖3 7020鋁合金擠壓板材經不同熱處理工藝后微觀組織形貌Fig.3 Microstructure morphology of 7020 aluminum alloy extruded sheet after different heat treatment processes
3 分析與討論
固溶淬火后形成的Al-Zn-Mg(7xxx)系鋁合金過飽和固溶體在室溫條件下狀態不穩定,在一定的溫度下過飽和固溶體發生脫溶過程(即第二相析出),時效析出的不同階段將會形成原子偏聚區、亞穩相和穩定的第二相等[3]。沉淀析出強化作為7xxx鋁合金的主要強化機制,其時效過程中的時效析出序列為,過飽和固溶體-G.P.區-過渡相-穩定相[4]。合金時效過程中析出相的尺寸、數量及彌散分布程度將直接影響材料的屈服強度及抗拉強度。合金經固溶處理后,在初時效階段,合金主要析出相為G.P.區。在此溫度下進行時效,溫度越高,時效時間越長,G.P.區數量越多,在此期間,由于第二相主要為G.P.區,其相較軟,位錯滑移機制主要為切過機制,隨著初時效溫度的升高,時間的延長,材料的抗拉強度及屈服強度有所降低,伸長率大幅度提高。同時,在進行終時效期間時臨界尺寸下的G.P.區原子會部分重新固溶,臨界尺寸之上的G.P.區將有所長大[5]。150℃以上溫度進行時效時,臨界尺寸之上的G.P.區將作為析出強化相的形核核心,低溫時效時使G.P.區回溶后所形成的過飽和固溶體中溶質原子將再次以時效析出相析出。終時效析出第二相較硬,位錯滑移機制改為繞過機制,材料屈服強度及抗拉強度有所提高,同時伸長率有所下降。由此,初時效時的時效溫度與時效時間的長短將決定G.P.區的數量與彌散程度。
4 結論
(1)材料屈服強度、抗拉強度影響因子重要性排序為,終時效溫度>初時效溫度>終時效時間>初時效時間;材料伸長率影響因子重要性排序為,終時效溫度>初時效溫度>初時效時間>終時效時間;
(2)正交實驗獲得最優雙級時效工藝為120℃×8h+150℃×15h;
(3)合金經過120℃×8h+150℃×15h后,其斷口裂紋擴展區較小,材料韌性較好,微觀組織均勻且在其晶界處均勻彌散分布細小第二相。
猜你喜歡
遼金歷史與考古(2019年0期)2020-01-06 07:44:44
學術論壇(2018年4期)2018-11-12 11:48:50
法大研究生(2018年2期)2018-09-23 02:20:40
世界憲法評論(2017年0期)2017-12-06 09:10:10
中國衛生(2016年7期)2016-11-13 01:06:26
中國衛生(2016年11期)2016-11-12 13:29:18
中國衛生(2016年9期)2016-11-12 13:27:58
中財法律評論(2016年0期)2016-06-01 12:17:10
山西省政法管理干部學院學報(2015年2期)2015-07-31 18:10:50
時代法學(2015年6期)2015-02-06 01:39:22