細紗機牽伸器材的優選改造
2019-04-10 09:21:58溫瑞杰,賀偉娜,劉莉
棉紡織技術 2019年4期
我們公司對國內幾家搖架專件進行了實用性及紡紗試驗測試。在FA506型細紗機紡JC 9.8 tex品種上技改新型搖架前后,牽伸器材配置方案:方案1為原彈簧搖架+2.75 mm隔距塊+普通上銷+3代下銷+17 mm×45 mm羅拉隔距;方案2為新常德彈簧搖架+3.0 mm隔距塊+壓力棒上銷+2代下銷+17.5 mm×45 mm羅拉隔距;方案3為新同和彈簧搖架+2.75 mm隔距塊+壓力棒上銷+2代下銷+17.5 mm×45 mm羅拉隔距;方案4新同和板簧搖架+2.75 mm隔距塊+壓力棒上銷+2代下銷+17.5 mm×45 mm羅拉隔距。結果見表1。
表1在平面牽伸技改試紡結果對比
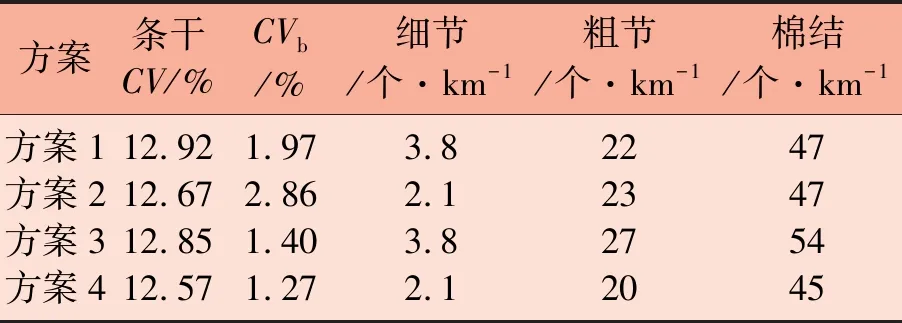
方案條干CV/%CVb/%細節/個·km-1粗節/個·km-1棉結/個·km-1方案1方案2方案3方案412.9212.6712.8512.571.972.861.401.273.82.13.82.12223272047475445
由表1可知,新搖架控制纖維的能力較原搖架強,在原搖架上推行壓力棒工藝,出現紗線質量降等及千錠時斷頭上升,整體紡紗質量有惡化趨勢。在新搖架上使用壓力棒上銷,縮小鉗口隔距后,千錠時斷頭平均在10根以內,整體紡紗質量穩定。
在FA506型機V型牽伸C 9.8 tex品種上技改新搖架前后,牽伸器材配置方案:方案1為原氣動搖架+3.0 mm隔距塊+壓力棒上銷+17 mm×45 mm羅拉隔距;方案2新常德彈簧搖架+3.0 mm隔距塊+壓力棒上銷+17.5 mm×45 mm羅拉隔距;方案3新廣大彈簧搖架+2.8 mm隔距塊+壓力棒上銷+17.5 mm×45 mm羅拉隔距。其試紡結果如下。
方案 方案1 方案2 方案3
條干CV/% 16.02 15.79 15.80
CVb/% 2.89 2.11 2.79
細節/個·km-150 38 42
粗節/個·km-1276 509 240
棉結/個·km-1486 509 440
H1 212 192 137
可看出,在同工藝情況下,新搖架優于原彈簧搖架及氣動搖架,在技改過程中,未出現對質量有影響情況,在小細節疵點上優于氣動搖架。
河南省舞鋼市銀龍集團公司