水輪發電機定子線棒電暈腐蝕分析及處理
2019-03-26 06:33:24徐青彪胡方圓
水電與新能源 2019年3期
關鍵詞:區域
袁 林,徐青彪,熊 榮,胡方圓
(國家能源集團大渡河流域水電開發有限公司,四川 樂山 614900)
某水電站位于四川省漢源縣,為大渡河干流規劃的梯級電站之一,共裝設4臺單機容量為165 MW的立式軸流轉槳式水輪發電機,為三相立軸半傘式同步發電機,采用密閉自循環全空氣冷卻,2011-07-05日全部投產發電,定子繞組設計為585槽雙層疊繞,定子繞組連接為3Y性連接、中性點經接地變壓器接地,發電機定子測溫元件分散布置在線棒層間、槽底及鐵芯齒壓板編號區域,發電機絕緣等級為F級。
定子線棒的防電暈結構分為槽內區域與槽外區域。槽內防電暈結構為:線棒主絕緣表面有一次固化成型的低阻防暈層,線棒一側和鐵心之間由半導體墊條固定,上下層線棒之間墊有半導體材料的層間墊條,下層線棒與槽底鐵心之間布置了半導體槽底墊條。其中,低阻防暈層與半導體墊條使線棒直線部分與鐵心線槽接觸緊密,避免由于線棒之間空隙和松動而造成鐵芯線槽內發生電暈。槽外防電暈結構為:從鐵心向線棒端部方向設計了一次固化成型的高阻防暈層,高阻層表面包扎了防暈保護層。其中,低阻防暈層與高阻防暈層之間搭接長度為25~30 mm。定子線棒槽外防電暈措施可以使線棒端部從高電位向鐵心低電位平穩過渡,避免產生較大電位差,能有效地抑制電暈現象的產生。從出廠線棒檢查記錄及現場備品線棒重復檢查結果判斷,該防暈結構滿足要求,起暈電壓遠大于1.5Un,在耐壓(2.75Un+6.5 kV)時也未見明顯電暈[1]。但在實際運行后,線棒端部部分位置出現了點狀及條狀電暈腐蝕現象,水輪機側相比發電機側數量較多。
1 電暈腐蝕情況
2018年03月,在4號機組定子絕緣盒更換時,發現部分定子線棒端部距離鐵心高度為75 mm附近位置出現電暈腐蝕現象。電暈腐蝕現象表現為:局域聚集性白色小圓點,如圖1;線棒一側白色電暈腐蝕線,如圖2;線棒雙側出現貫通性的白色電暈腐蝕線,如圖3;較為嚴重的出現一道深凹的白色腐蝕痕跡,電暈區域伴有白色粉末,如圖4;在油污嚴重的線棒表面出現較多點狀電暈腐蝕點,形成電暈腐蝕面,如圖5、圖6;線板端部整體的油污情況較嚴重,如圖6。絕大部分的電暈腐蝕屬于輕度與中度腐蝕情況,其中少數出現較深的凹陷腐蝕痕跡。
檢修人員針對電暈腐蝕現象進行了發電機起暈電壓試驗,當試驗電壓加到額定相電壓9.09 kV時,在線棒端部出現小范圍的藍色熒光;試驗電壓加到1.1倍額定相電壓10 kV時,在線棒端部出現大范圍較為明顯的藍色熒光現象,且主要集中在線棒端部電腐蝕區域及墊塊綁扎區域[1-2]。

圖1 電暈腐蝕點

圖2 線棒一側電暈腐蝕線

圖3 線棒雙側貫通性電暈腐蝕線

圖4 較深的凹陷腐蝕痕跡

圖5 電暈腐蝕面

圖6 線棒表面的粉塵油污堆積
2 電暈腐蝕原因分析
2.1 電暈及電暈腐蝕的概念
線棒的端部電暈是線棒表面空氣被電離后的一種現象,屬于局部放電的一種,對線棒的絕緣損傷相對較小,但由于會產生大量臭氧,且長期發展對絕緣還是會產生損傷。線棒端部局部放電主要產生于絕緣空隙(或粉塵油污空間)內。形成條件是當放電電壓超過這些空隙(或間隙)的擊穿強度,或是粉塵油污附著在絕緣體表面,使局部區域的絕緣強度下降,因此在電場集中區域,容易形成放電通道,長期發展后容易損傷線棒絕緣密實度,產生電暈腐蝕。
由于發電機定子線棒出槽口處、鐵芯段通風溝處、線棒表面與鐵芯槽內接觸不良處或有氣隙處、端箍包扎處及端部異相線棒間是屬于電場相對集中區域,電位分布極不均勻。若絕緣處理不良或間隙不足時容易發生局部放電使周圍氣體發生電離,出現藍色的熒光,并伴有放電響聲,產生電暈現象。長時間的電暈,會在電暈區域內形成化學腐蝕,電腐蝕和由此產生的化學腐蝕統稱為電暈腐蝕,具體見圖7。電暈腐蝕發生區域見圖8。

圖7 電暈腐蝕形成示意圖
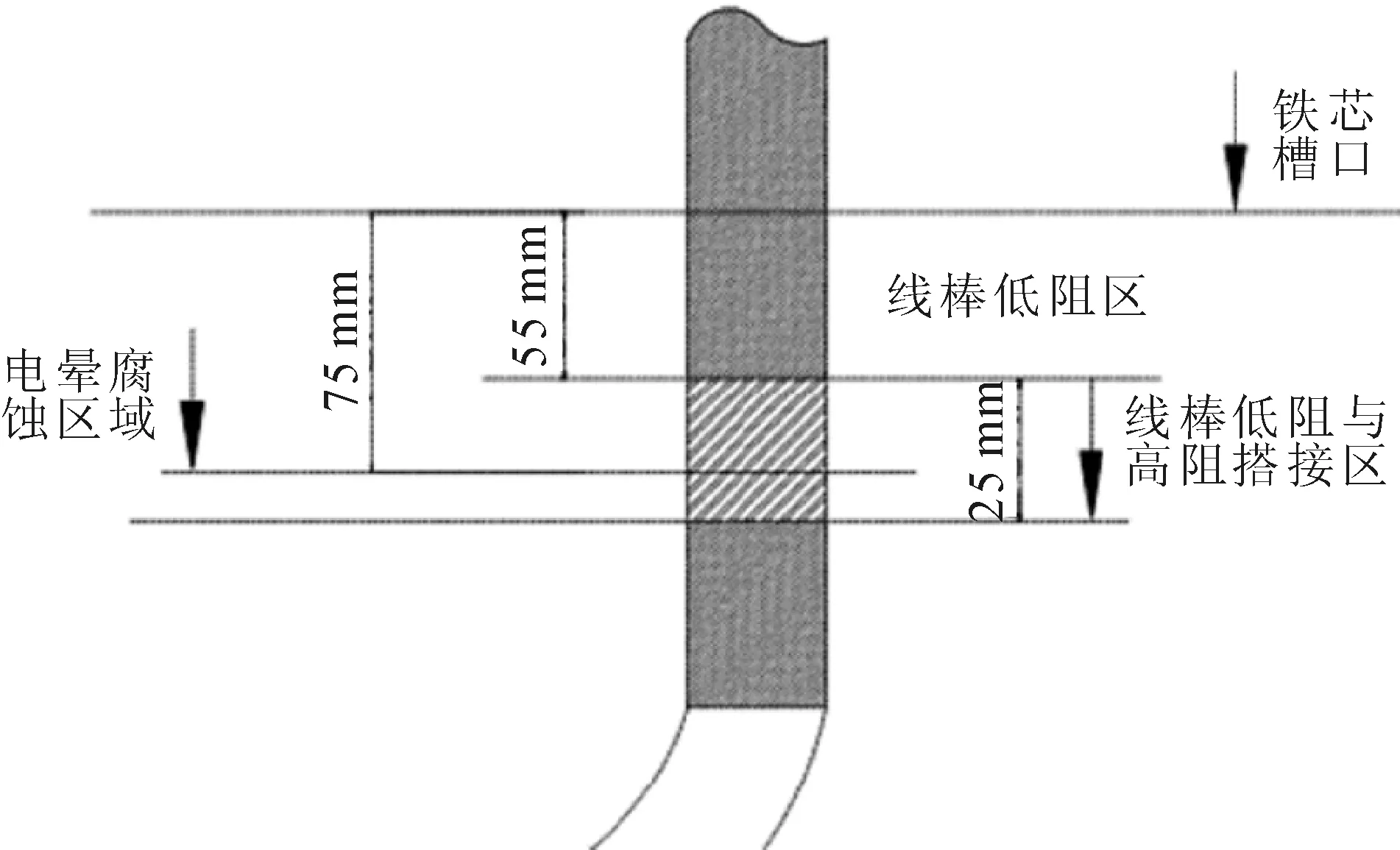
圖8 電暈腐蝕發生區域——高低阻搭接區域
2.2 線棒端部電暈腐蝕產生的原因
線棒端部距離鐵心高度為75 mm附近位置為線棒高阻和低阻搭接過渡區域,電場最為集中,電位梯度大。
在交流電壓下,線圈表面電位差為
(1)

因此引起線棒電暈的主要因素如下:①長時間運行過程中,線棒端部長期受到熱應力的作用導致防暈材料的老化;②防暈結構不合理或防暈材料質量不穩定;③機組安裝質量不符合工藝要求,造成縫隙內沒有被填充密實及安裝過程中形成毛刺和尖角;④高海拔、環境相對濕度較大及線棒表面臟污等環境因素;⑤接線方式不合理,造成相間電位差過大[3]。
結合4號機組目前狀態及調查結果,產生電暈腐蝕的原因為:在機組長期運行過程中,由于油污、灰塵、受潮等原因易引起表面電暈,長時間發展由于空氣電離產生的臭氧和水氣、絕緣等物質反應形成硝酸鹽,共同形成該部位的電腐蝕和化學腐蝕,產生白色粉末。隨著電暈時間的增加,電腐蝕的發展成顛覆式。高阻表面損傷后,放電就會聚集在損傷區域,并不斷向兩端擴展,高阻層被腐蝕后形成凹槽,隨著損傷區域的擴大放電強度將增加,腐蝕速度將加快。
若不進行修復處理,沿線棒表面的電暈放電同時會逐層損傷主絕緣導致絕緣厚度逐漸減薄,由于云母具有優良的耐電暈性能,該過程會很長。但長期發展也將影響定子線棒的使用壽命,且會產生大量的臭氧。因此,在發現該類電暈腐蝕時要及時進行修復處理[4]。
而在線棒與端箍、綁繩、墊塊的接觸部位發生的電暈現象,則是由于安裝時未按工藝要求將間隙填充密實,未將尖角及毛刺做修整處理,未將異物清理干凈。同時在運行時產生的油污堆積也更容易導致產生局部放電,形成電暈現象。
3 電暈腐蝕的處理措施
3.1 線棒端部電暈腐蝕處理試驗及效果
在對線棒電暈腐蝕處理前,對電暈腐蝕情況進行了模擬試驗。在試驗線棒端部高低阻搭接位置清除3~5 mm寬度的防電暈材料,隨后涂以新型高阻漆。在涂漆前與涂漆后分別進行電暈試驗[2]。
在涂漆前,對線棒加電壓到9 kV時,缺口位置發現電暈現象;在涂漆后,對線棒加電壓到35 kV時,未觀察到電暈現象,該高阻漆處理電暈現象效果明顯。
3.2 所需材料工具
電暈處理工具及材料清單見表1。
3.3 機組實際處理方法
根據對線棒與端箍、綁繩、墊塊的接觸部位發生的電暈現象的原因分析,該部位的處理為,在發電機組檢修期,對線棒端部的粉塵及油污進行了徹底的清掃。對機組下導軸承甩油及風閘制動粉塵分散情況,采取了行之有效的措施,避免后續運行過程中線棒端部油污堆積。

表1 電暈處理工具及材料清單
對已經發生電暈腐蝕的線棒,采用了通過試驗驗證的材料及工藝,對已經開始劣化的高阻部分進行了修復,減小了該部位的電位差,消除了電暈。其中,對電暈腐蝕輕微,還未對高阻層造成損傷的部位,選擇進行清潔后通過涂抹硅膠的方式對高阻進行防護。處理步驟如下。
1)將處理線棒端部進行清掃擦拭,將表面灰塵等異物清理干凈。
2)將電暈位置上下各20 mm區域紅瓷漆清理干凈,露出高阻防暈層;清理時先用浸漬過溶劑的白布帶包繞在處理區域,待紅瓷漆軟化后再用環氧片將紅瓷漆刮除。
3)用砂紙輕輕將紅瓷漆去除區域高阻表面打磨粗糙,吹干凈浮灰后用丙酮擦洗干凈。
4)待丙酮晾干后,用排筆將已配制好的高阻漆均勻涂刷在電暈區域,注意不要有漏涂。待固化后再涂一遍;根據施工情況,每次配漆量盡量少;刷涂高阻漆過程中,嚴禁將高阻漆滴落在非缺陷處理區域,特別是低阻區域,如滴落后應及時利用酒精白布進行擦拭。
5)高阻漆完全固化后,標記為嚴重、一般的線棒,在高阻表面再涂抹一層硅膠(厚度1 mm左右),注意涂抹平整。
6)硅膠完全固化后,所有表面均勻噴涂一層C-188紅瓷漆。
高阻漆施工過程如圖9、圖10。

圖9 線棒刷涂高阻漆
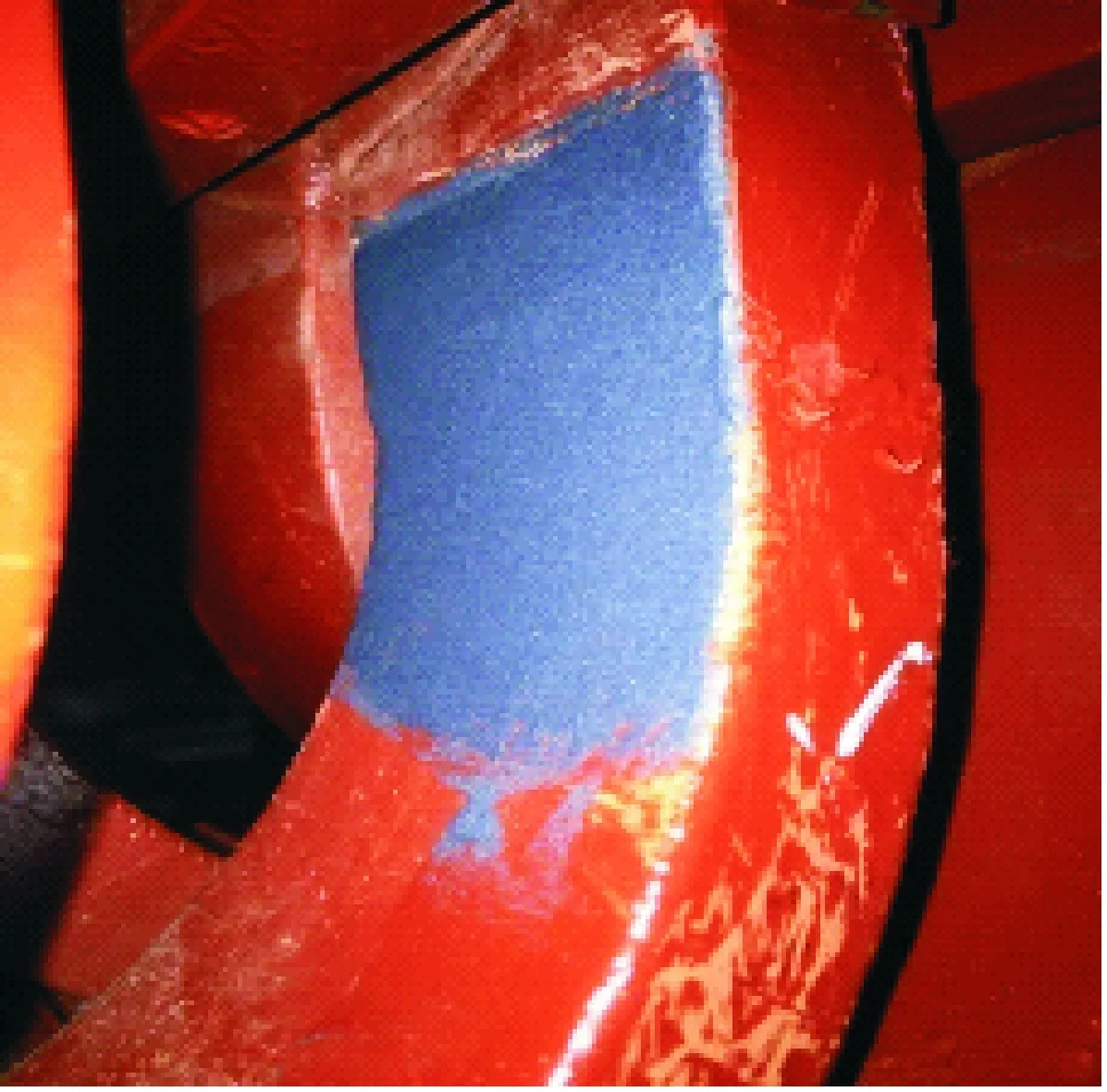
圖10 處理后的電暈腐蝕區域
4 處理效果及結語
該水電站機4號組經過多年的運行,油污情況明顯,線棒電暈現象較為普遍,電暈腐蝕情況較為嚴峻。通過徹底的清洗處理后,采用最新防暈材料和處理工藝,對出現電暈腐蝕的部位進行了處理。處理后,在整體交流耐壓過程中采用暗室目測的方法對發電機組進行了電暈試驗,當試驗電壓達到1.1倍的額定線電壓時,未發現有電暈現象,處理效果比較明顯。建議后期運行過程中,對處理部位及較易發生電暈的部位進行定期巡回檢查,同時輔以局部發電在線監測,進行缺陷狀態的實時跟蹤與處理,保證發電機組健康穩定運行。
猜你喜歡
發明與創新·小學生(2021年3期)2021-03-25 11:48:49
科學(2020年5期)2020-11-26 08:19:22
軟件(2020年3期)2020-04-20 01:45:18
商周刊(2018年15期)2018-07-27 01:41:20
敦煌學輯刊(2018年1期)2018-07-09 05:46:42
北京教育·普教版(2017年1期)2017-02-05 13:26:23
新疆農墾科技(2016年2期)2016-08-21 13:50:16
中國科技博覽(2016年2期)2016-04-25 20:32:39
小學生導刊(2016年34期)2016-04-11 00:49:44
新疆財經大學學報(2015年3期)2015-12-10 03:49:15