3Cr3Mo3VNb熱鍛凸模制造工藝研究
2019-03-06 12:42:16李光磊
模具制造 2019年12期
關鍵詞:工藝
李光磊
濟南大學機械工程學院(山東濟南 250022)
1 引言
熱鍛模是一種在高溫工作狀態下,通過沖擊加壓,迫使熱狀態金屬產生塑性變形從而形成零件的工具。其工作性質要求熱鍛模具須具有極高的強度和優良的韌性,以及優良的耐磨性、耐熱疲勞性和熱穩定性。在熱鍛自動化生產中,對模具壽命提出了更高的要求。
2 熱鍛凸模失效分析
某公司熱鍛的某產品材料選用了超高強度合金鋼30CrMnSiNi2A,并要求零件的最終機械強度高(抗拉強度≥1,360MPa),硬度高,同時要求內部金相組織具備很好的一致性和穩定性。現鍛造生產所用的3Cr2W8V制造的熱鍛凸模,要求熱處理硬度為48~52HRC,凸模平均使用壽命在100件左右。由于頻繁更換凸模,不能滿足鍛造自動化生產的需要。該熱鍛凸模,如圖1所示。凸模主要失效形式為塑性變形和龜裂,如圖2所示。

圖1 凸模

圖2 失效凸模圖
3 3Cr3Mo3VNb(HM3)材料的特點
3Cr3Mo3VNb(HM3)材料成分為:C 0.22~0.32,Cr 2.6~3.2,Mo 2.70~3.2,V 0.6~0.8,Nb 0.08~0.15,Si≤0.6,Mn≤0.35,P≤0.03,S≤0.03。材料采用電渣重溶冶煉,該方法可以有效地提高冶煉質量,減少雜質。3Cr3Mo3VNb(HM3)在高溫工作狀態下,其高溫韌性、強度、耐冷熱疲勞及熱穩定性等綜合性能,以及實際應用效果均好于目前國內常用的熱作模具鋼。為提高凸模使用壽命,選用3Cr3Mo3VNb(HM3)作為凸模的材料,進行工藝試驗。
3Cr3Mo3VNb(HM3)與3Cr2W8V模具高溫力學性能,如表1所示。
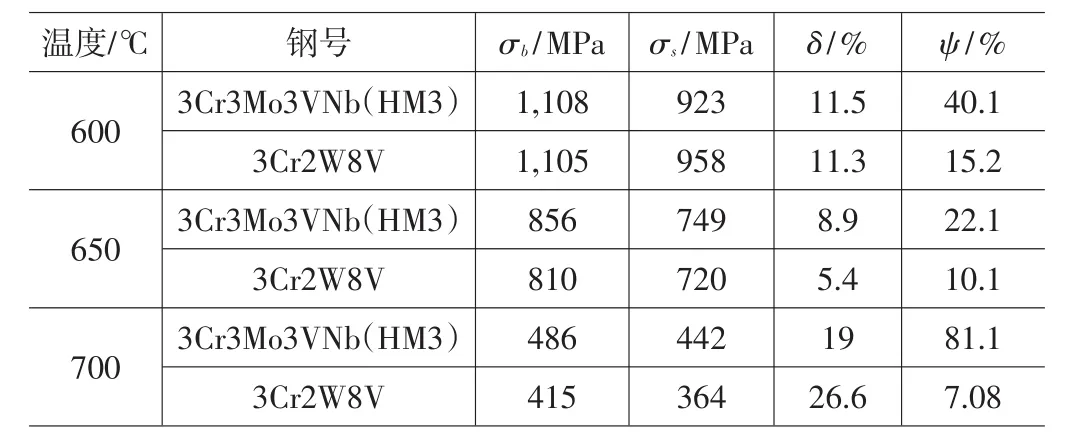
表1 兩種熱鍛模具高溫力學性能
從表1可以看出,在600℃下,3Cr3Mo3VNb(HM3)與3Cr2W8V的抗拉強度、屈服強度、伸長率相近,而斷面收縮率3Cr3Mo3VNb(HM3)明顯優于3Cr2W8V。隨著溫度的升高,3Cr3Mo3VNb(HM3)與3Cr2W8V的抗拉強度和屈服強度都有所下降,但是3Cr3Mo3VNb(HM3)的抗拉強度、屈服強度明顯優于3Cr2W8V,說明3Cr3Mo3VNb(HM3)的熱穩定性相比3Cr2W8V更好。
4 凸模制造工藝
為提高凸模的使用壽命,主要從鍛造工藝和熱處理工藝兩個環節進行研究。
4.1 鍛造工藝
材料鍛造之前應先進行探傷,確保無隱蔽的裂紋、砂眼、雜質等,探傷合格后,才能進行鍛造。模具采用兩次鍛造,首先將材料鍛造成方棒料,并經過探傷合格后,進行退火處理。退火溫度為860℃±10℃,保溫2h,隨爐冷卻到500℃,出爐空冷。
退火后,按照規定的重量精確下料,然后進行第二次鍛造。毛坯采用鐓粗、拔長交替進行的方式,交替次數不少于3次,始鍛溫度1,150℃,控制終鍛溫度850℃,終鍛溫度過高易導致鍛造后晶粒粗大,總鍛造比不小于3,鍛造之后緩慢冷卻,防止產生白點及馬氏體組織。
鍛造后,采用860℃±10℃進行退火處理,保溫2h,然后降溫到710℃±10℃,保溫不少于6h,然后隨爐冷卻到500℃,出爐空冷。鍛造后需要立即進行退火處理,退火處理后,進行探傷。退火工藝曲線如圖3所示。
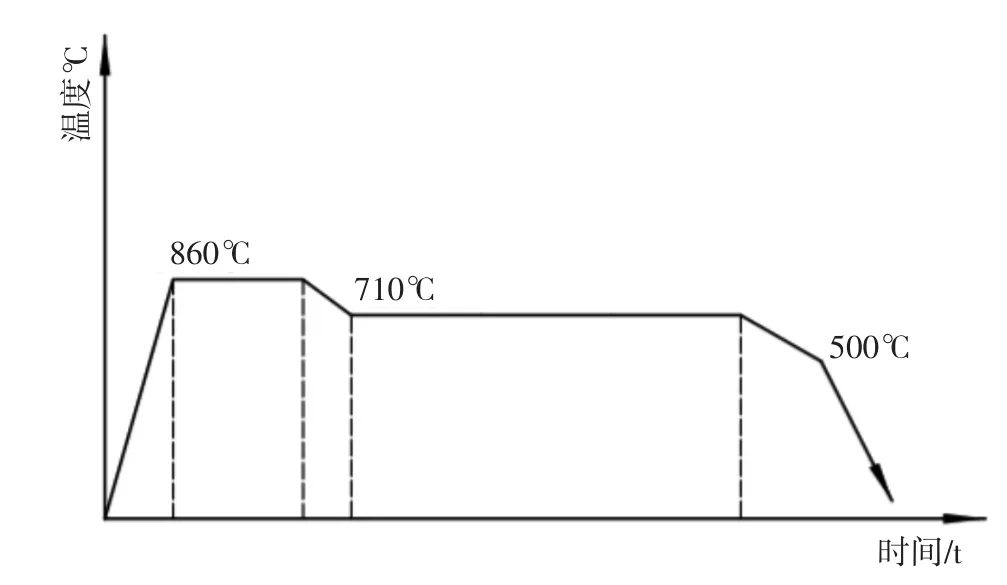
圖3 退火工藝曲線
4.2 熱處理工藝
在該模具熱處理工藝中,選擇了真空熱處理,真空熱處理具有無脫碳,無氧化的,表面質量好,熱處理性能優異,模具使用壽命長的優點,在模具熱處理中廣泛應用。
此次淬火熱處理采用兩次預熱的方式進行,首先將爐溫升至500℃,保溫一定時間后,升溫到850℃,保溫一定時間后,然后加熱到最終溫度1,080℃,保溫后預冷至800℃采用快速光亮淬火油冷卻,出油溫度控制在100℃~200℃。
各階段保溫時間按照如下公式確定:
T1=30+(1.5~2)D
T2=30+(1.0~1.5)D
T3=20+(0.25~0.5)D
式中 T1——第一次預熱時間,min
T2——第二次預熱時間,min
T3——最終保溫時間,min
D——工件有效厚度,mm
該熱處理工藝中,經過試驗驗證,第一段預熱溫度保溫時間采用90min,第二段預熱溫度保溫時間采用70min,最終溫度保溫時間采用35min。
淬火后立即進行回火熱處理,進行3次回火。3次回火的溫度及保溫時間是:第一次回火溫度540℃,保溫時間2h,空冷;第二次回火溫度570℃,保溫時間2h,空冷;第三次回火溫度570℃,保溫時間2h,空冷。熱處理工藝曲線如圖4、圖5所示。
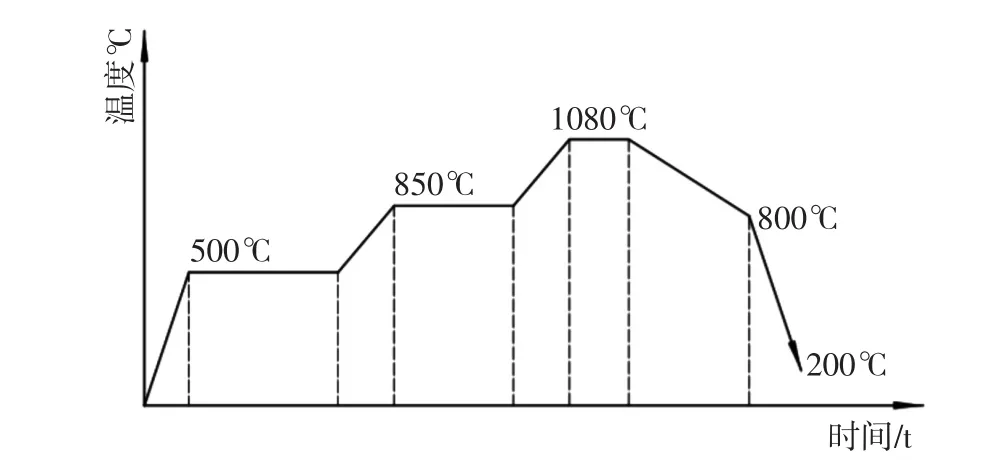
圖4 淬火工藝曲線

圖5 回火工藝曲線
5 工藝試驗
用3Cr3Mo3VNb(HM3)材料制造的熱鍛凸模,在高溫1,100℃,壓力500T冷熱交替環境下,進行某產品的熱鍛生產,使用壽命為450件,凸模頭部外部龜裂,影響毛坯質量。同樣環境下,3Cr2W8V制造的熱鍛凸模使用壽命為101件,101件后凸模出現了上述同樣的失效形式,對比表如表2所示。

表2 兩種材料的凸模使用壽命對比
6 結論
用3Cr3Mo3VNb(HM3)制造的凸模比3Cr2W8V制造的凸模使用壽命提高了3.4倍,降低了鍛件的生產成本。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
