基于活塞加工的機加刀具質量的研究
2019-03-06 12:42:12姜新穎喬樹平
模具制造 2019年12期
姜新穎,喬樹平
濱州渤海活塞有限公司(山東濱州 256600)
1 引言
活塞機加工刀具的刃磨質量直接影響活塞的加工質量。影響刀具質量的因素有:直線度、圓周度、R弧、光潔度、材料等,這些因素都會直接影響到活塞的加工質量,因此需要改進刃磨工藝,消除這些刀具質量的影響因素,使刀具質量達到活塞加工的要求。
2 影響活塞機加工刀具質量的因素
(1)影響刀具直線度的因素。
a.加緊刀具兩側的夾板(見圖1)是否平滑:如果夾板不平滑,直接影響刀具的直線度、對稱度。
b.刀具的裝夾方式:刀具的標準裝夾方式(見圖2)直接影響刀具的直線度、刀具的后角、副角的大小,從而影響活塞加工的光潔度。
c.刀盒(見圖3)、刀架(見圖4)與砂輪(見圖5)是否存在角度誤差:如果砂輪與刀盒、刀架存在角度誤差,直接影響刀具的對稱度以及刀具后角和副角的大小、R弧的大小。

圖1 加緊刀具兩側的夾板

圖2 刀具的標準裝夾方式

圖3 刀盒

圖4 刀架
d.砂輪表面是否平整:砂輪的質量直接影響刀具的直線度和各幾何角度,以及刀具的光潔度,從而影響活塞的粗糙度(見圖6、圖7)。

圖5 砂輪
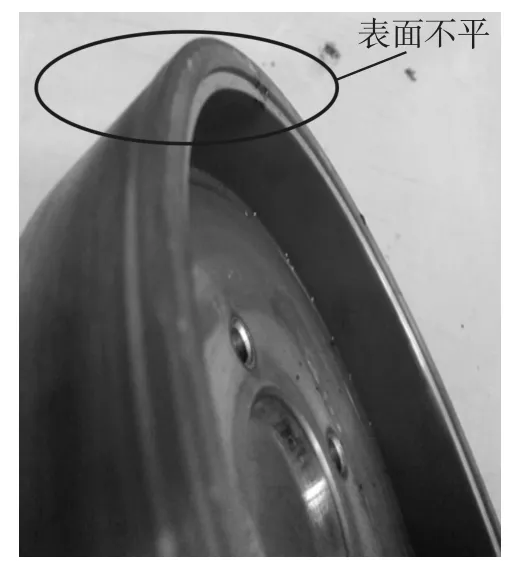
圖6 表面高洼不平的砂輪(金屬粘合劑砂輪)

圖7 標準砂輪
e.砂輪的邊角是否有大的圓弧角:砂輪的圓弧角過大(見圖8),影響刀具在活塞鐵槽的深度,造成抗刀、易產生崩刀現象;以及影響刀具直線度,造成直線度不平穩,從而影響活塞的直線度及波紋度。

圖8 砂輪的圓弧過大,刃磨不到刀具的底部
f.刃磨刀具時吃刀量大小:吃刀量過大,易造成砂輪不平,影響刀具的直線度,每次刃磨刀具吃刀量在0.01~0.02mm,如圖9所示。

圖9 每次刃磨刀具吃刀量在0.01~0.02mm
(2)影響刀具圓周度的因素。
a.投影儀是否調正:刃磨刀具時,投影儀是否調正,是重中之重,投影儀是確定刀具幾何角度的關鍵因素。如果投影儀調正時,刀具的兩側直線及R弧是均勻分布的(見圖10)。

圖10 刀具的兩側直線及R弧均勻分布
b.磨刀車的圓轉盤與主軸是否有間隙:圓轉盤(見圖11)與主軸是否一致,決定了刀具直線度是否平整,刀具直線度越好,加工活塞時,越不容易產生抗刀現象。

圖11 圓轉盤
c.刃磨過程中手動旋轉過快,沒有均勻刃磨起整個R弧來:在刀具刃磨過程中,手動旋轉過快,易造成刀具崩口(見圖12),R弧處不圓滑,光潔度不達標。

圖12 刀具崩口
d.砂輪是否平整、高點是否找的正確:砂輪高點盡量在外側(見圖13),如果砂輪高點在內側,易造成刃磨雙斜PCBN(氮化硼)刀具時,刃磨不到根部。砂輪高點找的是否準確,對刀具圓周角至關重要。

圖13 砂輪高點
(3)影響刀具R弧大小的因素。
a.投影儀調整得是否精確:投影儀是刃磨刀具的根本,投影儀調整得是否準確,也就是刀具對應投影儀圖線時是否精確,決定了刀具R弧大小是否準確,是否符合刀具工藝要求(見圖14、圖15)。

圖14 刀具的兩側直線及R弧發布不均勻
圖15 刀具的兩側直線及R弧均勻分布
b.刃磨過程中,對刀是否準確,有無碰到刀的基準面:PCBN刀具、PCD刀具對刀時,如果不準確,直接影響到R弧的大小(見圖16)。

圖16 刃磨刀具時對刀
(4)影響刀的光潔度因素。
a.砂輪是否平整,刃磨過程中砂輪是否自行脫落:砂輪(見圖17、圖18)是刀具光潔度直接影響因素。

圖17 金屬砂輪
b.刀具各幾何角度是否刃磨到位:刀具(見圖19、圖20)各幾何角度是否準確,是否與刃磨工藝相符,直接影響到刀具的光潔度。

圖18 陶瓷結合劑金剛石砂輪

圖19 雙斜氮化硼刀具

圖20 PCD直槽刀具
c.停止砂輪擺動,精磨刀的R弧時,刀的旋轉頻率:刃磨刀具R弧時,如果手動旋轉次數越多、手動旋轉速度越慢,R弧處越光滑,光潔度會更好。精孔刀具(見圖21)的光潔度現在基本在Ra0.3μm以下。

圖21 精孔刀具
(5)刀具的材料。
刀具的材質決定了刀具的耐磨度、硬度、耐熱性、抗壓強度。材料、結構和幾何形狀是決定刀具切削性能的三要素,其中,刀具材料的性能起著關鍵作用,刀具材料性能優劣是影響活塞加工表面光潔度、切削加工效率、刀具壽命的基本因素。切削加工時,直接擔負切削工作的是刀具的切削部分,刀具切削性能的好壞大多取決于構成刀具切削部分的材料、切削部分的幾何參數以及刀具結構的選擇和設計是否合理。
3 結語
影響活塞幾何角度、表面粗糙度的因素很多,其中機加刀具的質量是重中之重。機加刀具的質量一直是個難攻克的問題,經過刃磨實踐摸索,解決了這一難題,為其它刀具的刃磨工藝創新改進提供了寶貴的經驗。
猜你喜歡
中老年保健(2022年5期)2022-08-24 02:36:04
中學生數理化·八年級物理人教版(2022年3期)2022-03-16 05:55:08
中學生數理化·八年級物理人教版(2021年12期)2021-12-31 03:23:08
當代陜西(2021年12期)2021-08-05 07:45:46
當代陜西(2021年2期)2021-03-29 07:41:24
中學生數理化·中考版(2020年10期)2020-11-27 01:59:48
中國生殖健康(2019年2期)2019-08-23 08:12:08
中國塑料(2016年3期)2016-06-15 20:30:00
冰雪運動(2016年4期)2016-04-16 05:54:56
汽車觀察(2016年3期)2016-02-28 13:16:26
