基于正交試驗的快速成型鑲塊注射成型工藝參數(shù)優(yōu)化
2019-03-06 12:42:04洪蓓蓉
模具制造 2019年12期
洪蓓蓉
同濟(jì)大學(xué)機(jī)械與能源工程學(xué)院(上海 200092)
1 引言
從加工成本、模具壽命、模具精度、標(biāo)準(zhǔn)化程度幾個方面考慮,傳統(tǒng)的注射成型模具一般適用于大批量塑件生產(chǎn),倘若生產(chǎn)小批量塑件,則會出現(xiàn)材料利用率低,加工周期長,后處理多,成本高等問題。為此,我們嘗試將傳統(tǒng)注射成型模具加工和快速成型加工方法相結(jié)合,采用快速成型加工注射模鑲塊生產(chǎn)小批量塑件[1~2],該生產(chǎn)方式的特點是制造周期短、工藝簡單、互換性強(qiáng)、操作方便[3~4]。但目前還存在的問題有:鑲塊耐熱性差,成型參數(shù)不合理、試模時間較長都會影響塑件質(zhì)量以及降低模具壽命。針對成型參數(shù)不合理,減少試模時間和次數(shù),運用模流分析軟件和正交分析試驗對注射成型參數(shù)進(jìn)行預(yù)判和優(yōu)化,使最后的塑件質(zhì)量接近于傳統(tǒng)注射模生產(chǎn)出的塑件質(zhì)量,達(dá)到公差要求。
2 采用3D打印技術(shù)制造鑲塊的成型特點和條件
2.1 3D打印技術(shù)制造鑲塊遇到的問題
目前,3D打印技術(shù)制造鑲塊遇到的問題主要有以下兩方面:
(1)材料局限性。因為材料為塑料,其溫度、強(qiáng)度、硬度等方面受到限制,通用性不強(qiáng),需要進(jìn)行比較和篩選。
(2)試模次數(shù)少。注射成型參數(shù)與傳統(tǒng)注射模試模參數(shù)有所不同,但因材料耐熱問題,使用次數(shù)過多會影響模具壽命和精度,無法多次試模得到確切工藝參數(shù),只得后續(xù)借助軟件進(jìn)行仿真預(yù)判。
2.2 3D打印技術(shù)制造鑲塊制備過程
3D打印中的PolyJet技術(shù)成型精度高、表面質(zhì)量高、力學(xué)性能好、成型速度快。結(jié)合本文所探討的“中小批量快速制模”需求,采用PolyJet技術(shù)來打印注射成型鑲塊。PolyJet成型方法可選用多種成型材料,選用有很好的抗沖擊強(qiáng)度,熱變形溫度高,尺寸穩(wěn)定性好的ABS-like材料,選用名稱為RGD515和RGD535分別作為鑲塊的主體和打印時產(chǎn)生的支撐,采用Stratasys公司的Objet260 Connex3型快速成型機(jī)進(jìn)行注射模鑲塊制造,并在打印結(jié)束后進(jìn)行后處理加工,提高耐熱性和熱穩(wěn)定性。
設(shè)計并加工完成好的3D打印成型鑲塊如圖1所示,組裝完成的注射模如圖2所示。采用注塑機(jī)注射成型,注塑機(jī)成型工藝參數(shù)輸入優(yōu)化后的試驗結(jié)果:熔體溫度195℃、模具溫度65℃、保壓時間4s、保壓壓力50MPa。

圖1 3D打印鑲塊的三維建模和實物

圖2 快速成型鑲塊注射模實物圖
3 快速成型鑲塊注射成型工藝主要參數(shù)的優(yōu)化
3.1 采用MoldFlow軟件仿真確定主要工藝參數(shù)
但因材料耐熱問題,使用次數(shù)過多會影響模具壽命和精度,為了減少試模次數(shù)得到合理的工藝參數(shù),這里利用MoldFlow 2013模流分析軟件進(jìn)行仿真預(yù)判。通過經(jīng)驗值和比較確定對塑件精度造成影響的試驗因素:熔體溫度(A)、模具溫度(B),保壓時間(C),保壓壓力(D),這4個主要成型因素會導(dǎo)致塑件的翹曲變形,嚴(yán)重影響了塑件精度。下面將結(jié)合正交試驗,確定成型因素中的影響因素和水平。
在MoldFlow分析中進(jìn)行網(wǎng)格劃分,確定本例中迷你調(diào)色盤網(wǎng)格化數(shù)據(jù)的三角形沒有“自由邊”與“多重邊”問題,共用邊為15,534,雙層面網(wǎng)格10,356個單元。“縱橫比”最大值為8.9,滿足分析要求。檢查模型整體“匹配百分比”和“相互百分比”,結(jié)果分別達(dá)到92.2%以及91.2%,滿足后續(xù)分析要求(填充、保壓分析85%以上,翹曲分析90%以上),如圖3所示。

圖3 網(wǎng)格統(tǒng)計對話框
迷你調(diào)色盤結(jié)構(gòu)簡單,呈對稱形式,1模1腔,采用直澆口進(jìn)料的方式,設(shè)置在塑件底部中心位置。在材料選項中,選用Generic PP材料進(jìn)行分析,如圖4所示。
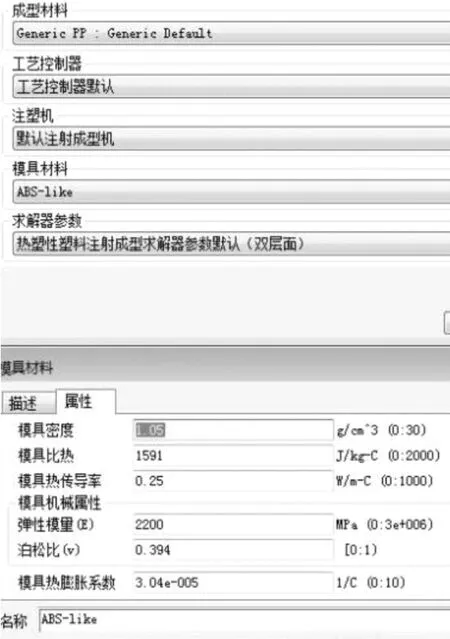
圖4 工藝設(shè)置
根據(jù)不同的料溫、模溫、保壓時間和保壓壓力的工藝參數(shù)的選擇,以及正交試驗因素和水平的確定,得到以下16次實驗數(shù)據(jù),如表1所示。

表1 16次試驗結(jié)果
完成對迷你調(diào)色盤的注射成型仿真模擬,初步確定了設(shè)計的可行性,通過軟件分析得出一些注射成型中可能產(chǎn)生的一些問題,尤其是“所有因素的翹曲分析”一項完全對應(yīng)塑件成型精度,如此則為后續(xù)優(yōu)化注射工藝參數(shù)做好了準(zhǔn)備。
可以認(rèn)為翹曲變形是影響塑件質(zhì)量的主要因素,而成型工藝參數(shù)是引起翹曲變形的重要因素,它的合理性會對塑件的質(zhì)量起著至關(guān)重要的作用,如果按照傳統(tǒng)的做法,會將前人或者專家的知識點和經(jīng)驗值通過試湊得方法,將參數(shù)優(yōu)化,然后一次又一次的試模,故該方法所耗時間較長,花費成本較高,面對塑料材料鑲塊,多次試模定會降低鑲塊精度和模具壽命。
3.2 設(shè)計正交試驗確定影響因素和水平
正交試驗設(shè)計方法是以數(shù)理統(tǒng)計和概率論相關(guān)知識作為理論基礎(chǔ)[5],在結(jié)合實驗設(shè)計者自身的相關(guān)專業(yè)技術(shù)知識和實踐工作經(jīng)驗來科學(xué)的安排試驗,在一定程度上減少反復(fù)試湊的盲目性,能以相對較少的試驗次數(shù)得到相關(guān)參數(shù)在試驗范圍內(nèi)的最優(yōu)組合。正交法首先是要從大量的試驗點中挑選一定量具有典型性和代表性的數(shù)據(jù)點,完成了設(shè)計“正交表”。
本試驗所考察的試驗因素包括:因此,選擇L16(44)正交表,其中16為試驗次數(shù),4為此次試驗中每個因素的水平數(shù),4為此次試驗中的因素個數(shù)。確定試驗因素和水平如表2所示。

表2 試驗因素和水平
3.3 正交試驗確定最優(yōu)方案
正交試驗的目標(biāo)是分析結(jié)果中翹曲變形的最大值,目標(biāo)值越小則表示所生產(chǎn)出的塑件質(zhì)量越好。根據(jù)試驗得出表3看出,16次試驗結(jié)果中變形量的差別。

表3 正交試驗數(shù)據(jù)
(1)把16次試驗結(jié)果進(jìn)行比較,第15號目標(biāo)值(即翹曲最大變形量)最小,其因素水平組合為A4B3C2D4。
(2)分析影響因素影響指標(biāo)的主次順序。根據(jù)R值越大越顯著,由于RA=0.0314,RB=0.0327,RC=0.0641,RD=0.0401,因此因素影響指標(biāo)的主次順序為A→B→D→C。
(3)比較k值,選定最優(yōu)方案,原則是用最少的實驗次數(shù),找到單一因素對于總體結(jié)果的影響趨勢,k值越小,表示該因素在該水平下對結(jié)果是最優(yōu)方案,綜上所述,選定最優(yōu)方案為A4B3C4D4。
(4)確定是否需進(jìn)行驗證試驗。因A4B3C4D4不在所做的16組試驗內(nèi),需做驗證試驗。驗證的結(jié)果是:最大變形量是0.1921,結(jié)果優(yōu)于試驗中第15號A4B3C2D4的結(jié)果,所以為最優(yōu)方案。
3.4 利用極差法分析確定影響因素的顯著性
總變異由A、B、C、D因素以及誤差變異5部分組成,列出方差分析表,進(jìn)行F值檢查,數(shù)值如表4所示。

表4 方差分析表
在表4中F值檢查結(jié)果表明(顯著度α=0.10),查得數(shù)值4.11,F(xiàn)值與之比較,四個因素對翹曲變形量都有一定影響,C和D因素影響最大,即保壓時間和保壓壓力對翹曲變形影響最顯著。在其他條件不變情況下,保壓壓力越大,翹曲變形越小;保壓時間越長,翹曲變形越小。
4 試驗結(jié)果及分析
4.1 數(shù)據(jù)檢測
試驗中注射出來的塑件為圓形迷你調(diào)色盤,要求外形美觀均勻,表面質(zhì)量要求一般,且塑件表面無凹痕、縮孔和銀絲。塑件內(nèi)部表面要求光滑,表面粗糙度值達(dá)到Ra0.8μm。任意取5個塑件進(jìn)行抽查,用游標(biāo)卡尺檢測調(diào)色盤的外徑尺寸、外圈壁厚尺寸,如圖5所示。

圖5 5個塑件的5個檢測尺寸
通過數(shù)據(jù)的對比,發(fā)現(xiàn)塑件的實際尺寸和設(shè)計理論尺寸存在誤差,但誤差的結(jié)果與模擬仿真的結(jié)果基本吻合。按照測量計算的平均值來看,塑件尺寸最大的偏差量為0.28mm。小于模流分析中的翹曲變形最大量0.2981mm,同時也滿足一般注射模塑件的常用精度要求,而經(jīng)過優(yōu)化后的工藝參數(shù),注射成型的塑件,基本達(dá)到設(shè)計要求,塑件如圖6所示。

圖6 采用優(yōu)化后的工藝參數(shù)生產(chǎn)出的合格塑件
4.2 結(jié)果分析
(1)通過對塑件的CAE分析以及正交試驗設(shè)計的優(yōu)化,確定了試模時候所需要的工藝參數(shù)。根據(jù)優(yōu)化后的試驗結(jié)果,注塑機(jī)成型工藝參數(shù)選用一下數(shù)值:熔體溫度195℃、模具溫度65℃、保壓時間4s、保壓壓力50MPa。
(2)通過試驗,驗證了優(yōu)化數(shù)據(jù)的合理性和通用性,利用正交試驗和模流分析確定成型參數(shù)在快速成型鑲塊注射模上也同樣適用。
猜你喜歡
中老年保健(2022年5期)2022-08-24 02:36:04
當(dāng)代陜西(2021年12期)2021-08-05 07:45:46
中華詩詞(2020年1期)2020-09-21 09:24:52
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
小學(xué)生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2017年11期)2017-04-23 07:18:00
數(shù)學(xué)大王·中高年級(2016年12期)2016-12-26 21:37:36
冰雪運動(2016年4期)2016-04-16 05:54:56
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
