后背門內板斜沖正沖交叉模具結構
2019-03-06 12:41:50朱俊,閆濤
模具制造 2019年12期
朱 俊,閆 濤
大乘汽車集團有限公司(江蘇常州 213000)
1 引言
隨著汽車消費市場競爭不斷加劇,消費者不僅看重整車的性能,而且對汽車的外觀造型要求越來越高。汽車細分市場SUV車型近幾年一直都受消費者的青睞,溜背式設計,懸浮頂天窗,夸張的尾部設計,動感十足,凸顯運動范。后背門是汽車整體造型的重要元素之一,時尚、個性、新穎的背門造型是整車一道亮麗的風景線。然而,隨著后背門造型設計越來越夸張個性,導致后背門內板沖壓成形工藝越來越復雜。
本文介紹了一種汽車后背門內板斜沖和正沖交叉的模具結構,對于后背門內板兩側不同部位的沖孔且孔的法向又交叉的情況,采用斜沖和正沖交叉機構,在一道工序中同時沖出所需要的孔;主要從后背門內板的零件結構分析、斜沖和正沖交叉機構的設計、交叉機構的裝配及工作過程等方面對該模具結構進行了闡述,該模具結構的應用對汽車白車身類似后背門內板的模具設計具有一定的參考價值。
2 后背門內板的結構分析
汽車后背門內板以其形狀特殊,模具結構復雜而著稱,尤其是后背門內板左右兩側區域匹配面較多,功能安裝孔或安裝過孔較多且孔位各異。如圖1所示,一款SUV車型的后背門內板的結構示意圖,后背門內板通常要滿足內外飾、電器及人工智能等功能的安裝要求,而且各功能安裝孔位的法向較多,是導致后背門內板生產工藝流程變長,工序內容復雜的主要原因。
以圖1后背門內板為例,尾燈安裝部位及其以下區域分布著6組功能各異的孔,分別是氣彈簧安裝過孔、上緩沖塊安裝過孔、尾燈安裝過孔、外飾板安裝過孔、限位塊安裝過孔、下緩沖塊安裝過孔,這6組孔的位置和沖孔方向完全不同。
顯然,背門內板的結構是由整車造型及內外飾和電器安裝功能需求而決定的,其最顯著的特點就是結構復雜,工序內容較多,工序布置緊張。為了追求后背門內板特殊的結構,一些汽車廠家通常采用加長制造工藝流程,投入較大的模具開發成本;這樣也使得整車制造成本上升,從而會降低汽車產品在價格上的競爭優勢。
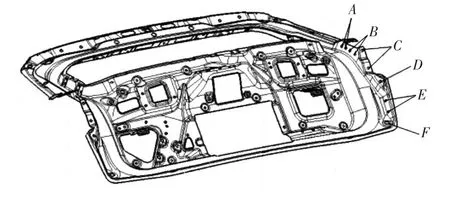
圖1 后背門內板結構示意圖
對于汽車白車身后背門內板零件,根據其造型的復雜程度,汽車廠家通常設計4~5道工序完成沖壓成形,考慮到車身開發成本和現有生產線體的設備臺數,模具副數一般不超過5副。而本文所述的后背門內板結構特殊,按照常規最多5道工序無法實現。通過對后背門內板結構進行認真研究分析,合理制定其工藝排布及工序內容,設計一種斜沖、正沖交叉機構的模具,能有效縮短工序流程,減少模具開發投入,達到降低整車開發成本,提升汽車市場競爭力的目的。
3 后背門內板模具設計
本文所述后背門內板的模具整體結構是按照常規通用的模具架構設計,結合本制件的結構特點,其特殊之處就在于,該模具結構中含有一種斜沖、正沖交叉的機構如圖2所示。該模具主要由上模板、下模板、斜沖機構、正沖機構、壓料板以及模具導向和支撐緊固件組成,其中斜沖機構的斜楔滑塊和正沖機構的凸模安裝底座安裝在上模板上,如圖3所示,斜沖機構的斜楔驅動器安裝下模板上,斜沖機構和正沖機構組合后可實現斜沖和正沖同時進行的交叉沖孔工序。
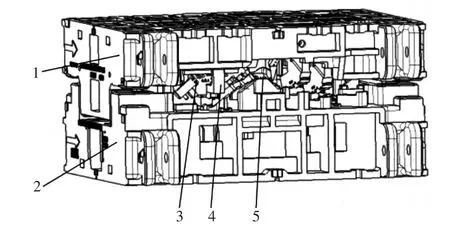
圖2 斜沖、正沖交叉的模具
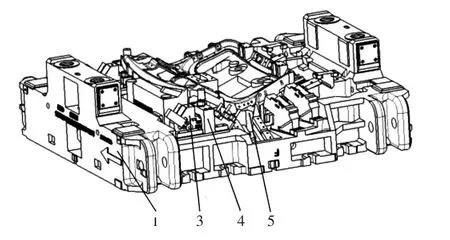
圖3 斜沖、正沖交叉機構的上模
3.1 斜沖正沖交叉機構的設計
通過對后背門內板的結構分析,其左右兩側區域,有5組孔必須在一序中同時完成,否則需要增加一副模具,造成車身開發成本增加。這5組孔分別是彈簧安裝過孔、緩沖塊安裝過孔、尾燈安裝過孔、外飾板安裝過孔、緩沖塊安裝過孔,其中彈簧安裝過孔、緩沖塊安裝過孔需在本道工序中采用倒勾斜楔機構沖孔;尾燈安裝過孔和外飾板安裝過孔需在本道工序中需采用斜楔機構沖孔;而下緩沖塊安裝過孔需要正沖孔,同時該孔的正沖機構與尾燈安裝過孔、外飾板安裝過孔的斜楔沖孔機構干涉。解決該問題的關鍵,就是設計一副斜沖、正沖交叉的機構,在一副模具中同時完成斜沖和正沖工序內容。
通過上述模具零件結構和工序內容分析,該斜沖、正沖交叉機構的斜沖部分由斜楔安全螺釘、斜楔滑塊耐磨板、斜楔復位氮氣彈簧、斜楔滑塊、斜沖凸模組件、斜沖退料聚氨酯組件、自潤滑耐磨板、斜楔驅動器、斜楔強制復位鉤、斜楔滑塊壓板、斜楔滑塊側面耐磨板、斜楔滑塊V型導板等零部件組成。
該交叉機構的正沖部分主要由正沖退料聚氨酯組件、正沖凸模組件、正沖凸模固定座安裝龍門架等零部件組成。該交叉機構設計的重點就是正沖凸模固定座安裝龍門架跨過斜楔滑塊安裝在上模板上,斜楔滑塊與正沖凸模固定座安裝龍門架之間設計有自潤滑耐磨板,自潤滑耐磨板固定在斜楔滑塊上,如圖4所示。
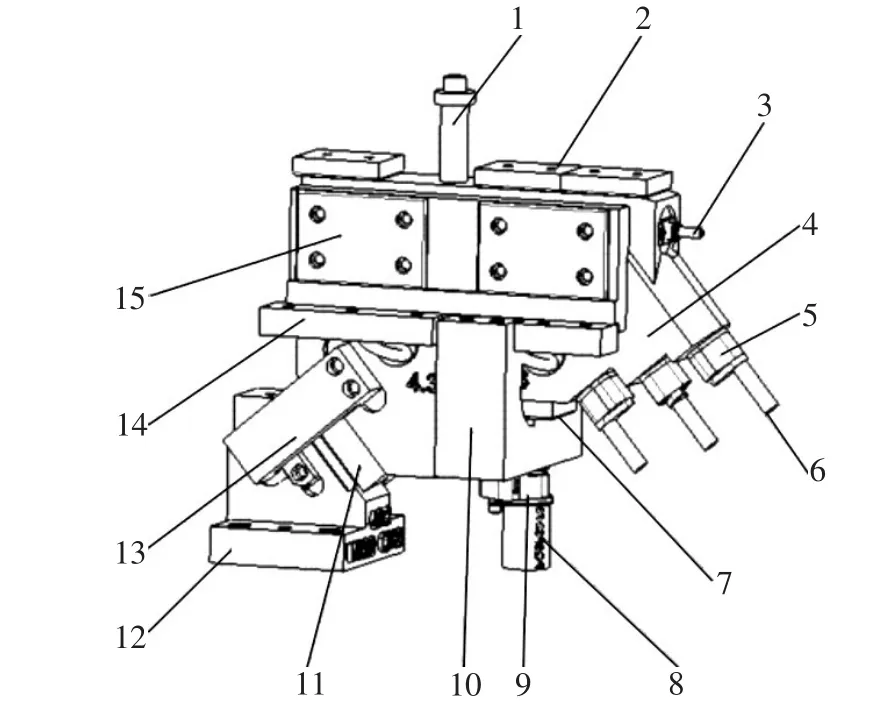
圖4 斜沖、正沖交叉機構
3.2 斜沖、正沖交叉機構的裝配
后背門內板模具中斜沖和正沖交叉機構的裝配過程分為兩部分:①首先是斜楔機構部分的組裝,將斜楔滑塊耐磨板和斜楔滑塊側面耐磨板安裝在斜楔滑塊上并用螺釘緊固,將斜楔復位氮氣彈簧安裝在斜楔滑塊上并用螺釘緊固,將斜沖凸模組件(包含凸模、凸模固定座、定位銷)安裝在斜楔滑塊上并用螺釘緊固,將斜沖退料聚氨酯組件(包含聚氨酯和固定卡片)裝在斜沖凸模組件上并用螺釘緊固,將自潤滑耐磨板安裝在斜楔滑塊上并用螺釘緊固,將斜楔強制復位鉤安裝在斜楔滑塊上并用螺釘緊固;將上述組裝完成的斜沖機構放置于上模板的相應位置,將斜楔滑塊壓板放置在斜楔滑塊上,并用螺釘將斜楔滑塊和上模板鎖緊;將斜楔安全螺釘從上模板穿過鎖緊在斜楔滑塊上,完成斜沖機構的組裝;②其次是正沖機構的組裝,將正沖凸模組件(包含凸模、凸模固定座、定位銷)安裝在正沖凸模固定座安裝龍門架上并用螺釘緊固,將正沖退料聚氨酯組件(包含聚氨酯和固定卡片)安裝在正沖凸模組件上并用螺釘緊固,將上述組裝完成的正沖機構跨過斜楔滑塊安裝在上模板上,采用銷釘定位并用螺釘緊固,完成斜沖和正沖交叉機構的裝配,如圖5所示。

圖5 斜沖正沖交叉機構安裝示意圖
3.3 斜沖、正沖交叉機構的工作過程
含有斜沖、正沖交叉機構的模具工作過程,機床滑塊帶動上模板下行,上模板帶動帶動斜沖機構和正沖機構下行,隨著上模板的繼續下行,斜沖機構的斜楔滑塊V型導板首先與安裝在下模板的斜楔驅動器接觸,在滑塊下行壓力的作用下,斜楔驅動器開始驅動斜楔滑塊沿既定軌跡運動;當斜楔滑塊帶動斜沖凸模組件及斜沖退料聚氨酯組件開始接觸板料時,正沖機構的退料聚氨酯組件、正沖凸模組件也同時開始接觸板料,在滑塊下行壓力的作用下同時完成斜沖孔和正沖孔工作。
機床滑塊帶動上模板回程時,在斜沖退料聚氨酯組件和正沖機構的退料聚氨酯組件的作用下,斜沖凸模組件和正沖凸模組件先脫離板料,防止沖孔板料帶變形;隨著機床滑塊繼續上行,斜楔滑塊在斜楔復位氮氣彈簧的作用下完成復位;當機床滑塊到達上死點停止后,取出制件,完成一次沖壓行程。
4 結束語
本文從后背門內板制件的結構、斜沖、正沖交叉機構的設計方案、裝配方式及工作原理等方面,闡述了一種后背門內板斜沖、正沖交叉的模具結構。上述特殊機構的設計應用,能有效解決后背門內板特殊結構在沖壓加工過程中面臨的實際難題。
上述模具結構中特有的斜沖、正沖交叉機構,具有結構簡單,實用穩定,日常維護保養方便等優點。該斜沖、正沖交叉機構結構在生產實際中的應用,為其他車型類似后背門內板模具結構的設計,提供了一種參考方案。
