微球發泡TPV復合材料制備及其性能
2019-02-28 10:02:18邱賢亮
彈性體 2019年1期
關鍵詞:復合材料
張 彤,程 義,邱賢亮
(1.上海金發科技發展有限公司 車用材料事業部,上海 201714;2.上汽大眾汽車有限公司 產品開發部車身分部,上海 210805;3.金發科技股份有限公司 企業技術中心,廣東 廣州 510663)
三元乙丙橡膠(EPDM)/聚丙烯(PP)熱塑性動態全硫化橡膠(TPV)在微觀上呈現獨特的海-島結構,它兼有塑料和橡膠的特性,加工工藝簡單,產品可重復利用,有較高環保作用等優點,在密封條領域逐步取代EPDM和軟質聚氯乙烯(PVC)[1]。隨著汽車輕量化發展和對汽車質量要求的不斷提高,發泡TPV復合材料因具有質量輕、節省原材料、隔熱、吸聲、吸能及曲撓性好等優點,在汽車門窗密封條的應用研究越來越受到關注[2]。
普通熱塑性樹脂常用的發泡方法主要有水發泡法、超臨界氣體物理發泡法和偶氮二甲酰胺(AC)等為發泡劑的化學發泡法[3-8]。TPV由于自身具有特殊的微觀相態結構,與普通熱塑性樹脂的發泡研究相比,TPV發泡工藝的影響因素更為復雜,而水發泡、超臨界氣體發泡和化學發泡對材料設備要求較高,并且發泡穩定性難于控制。微球發泡劑是一種新型的物理發泡劑,由熱塑性樹脂的外殼和內包的低沸點烴類組成,外殼通常為丙烯腈系共聚物、丙烯酸系共聚物,受熱時軟化,同時受內部低沸點烴類影響而膨脹發泡。采用該發泡劑制備的復合材料的泡孔為閉孔結構,在發泡過程中無有害物質放出,對環境友好。目前,PP、聚乳酸(PLA)等擠出微球發泡復合材料已有相關文獻報道,而擠出微球發泡TPV復合材料的制備研究還鮮有報道[9-13]。
本文采用先將微球發泡劑FP608與TPV預先按配方比例共混,再經單螺桿擠出機熔融擠出制備微球發泡TPV復合材料,研究了微球發泡劑及其用量、不同的擠出工藝條件對微球發泡TPV復合材料性能的影響。
1 實驗部分
1.1 原料
TPV:型號為MICROPRENE-2080A,金發科技股份有限公司;預分散微球發泡劑母料:型號為FP608,金發科技股份有限公司。
1.2 儀器及設備
高速混合機:型號為SHR210A,張家港市億利有限公司;哈克轉矩流變儀:型號為PolylabOS,德國Haake公司;萬能試驗機:型號為CMT40204,深圳三思公司;邵爾硬度計:型號為GB-GS-HB,高鐵檢測儀器(東莞)有限公司;掃描電子顯微鏡:型號為S-3400N,日本Hitachi公司。
1.3 試樣制備
(1) 微球發泡TPV復合材料的制備
先將TPV和微球發泡劑FP608按配方比例稱量,然后用高速混合機預混合。采用哈克單螺桿擠出機熔融共混擠出制備微球發泡TPV片材。擠出工藝條件為:擠出段溫度為190 ℃、模頭溫度為195 ℃,螺桿轉速為100~160 r/min。
(2) 微球發泡TPV復合材料測試樣品制備
物理機械性能試樣:在擠出微球發泡TPV復合材料片材上,沿擠出方向裁取測試樣條。
熱空氣老化收縮性能測試試樣:在擠出微球發泡TPV復合材料片材上,取長×寬為100 mm×100 mm的片材用于測試老化收縮性能。
1.4 性能測試
(1) 拉伸性能:按照ISO 37進行測試,拉伸速度為500 mm/min,測試溫度為室溫。
(2) 邵爾A硬度:按照ISO 868進行測試,試樣厚度不低于6 mm,測試15 s讀數。
(3) 發泡倍率:測試未發泡試樣的平均密度與發泡后制品密度的比值[14-15]。
(4) 斷面微觀形態:將微球發泡TPV擠出片材于液氮中冷卻30 min后淬斷,將斷面用導電膠黏在樣品臺上,樣品在真空條件下鍍金膜后,置于樣品臺上用掃描電子顯微鏡觀察,電壓為15 kV。
2 結果與討論
2.1 擠出工藝條件對微球發泡TPV復合材料性能的影響
在擠出溫度為195 ℃條件下,微球發泡劑FP608用量為1.5份時,螺桿轉速對微球發泡TPV復合材料的性能影響如表1所示。
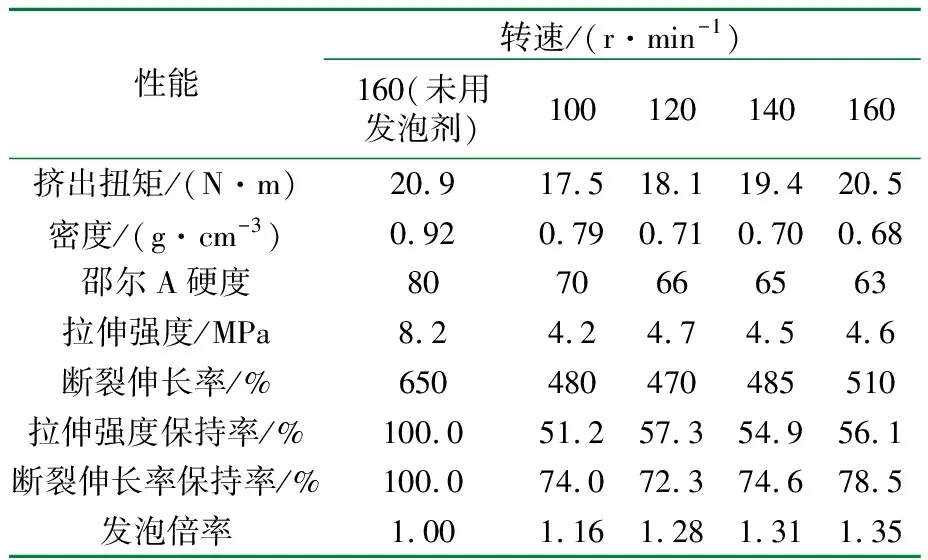
表1 不同螺桿轉速對微球發泡劑FP608發泡的TPV復合材料的性能影響
從表1可以看出,當單螺桿轉速從100 r/min提高到160 r/min時,微球發泡TPV復合材料的擠出扭矩隨著轉速的提高而逐漸增大,擠出扭矩由17.5 N·m增加到20.5 N·m;隨著螺桿轉速逐漸提高,微發泡TPV復合材料的密度和硬度均呈現下降趨勢,密度由0.79 g/cm3下降到0.68 g/cm3,硬度由70下降到63,而拉伸強度變化不大,斷裂伸長率略有增加,在轉速為160 r/min時,斷裂伸長率最大,為510%,具有最佳擠出加工性能和綜合物理機械性能。與未發泡TPV基材相比,微球發泡TPV復合材料的擠出扭矩變化不大,擠出扭矩僅減少了0.4 N·m,而微球發泡TPV復合材料的密度、硬度、拉伸強度和斷裂伸長率均呈現不同程度的下降,這是因為在一定范圍內,隨著螺桿轉速的提高,螺桿的剪切分散能力和機頭壓力增加,微球發泡劑的發泡泡孔尺寸更均勻、細膩,微球發泡劑在TPV基體中的分散性能和界面強度得到改善,從而微發泡TPV復合材料具有較優擠出外觀和綜合物理機械性能。
2.2 發泡劑用量對微球發泡TPV復合材料性能的影響
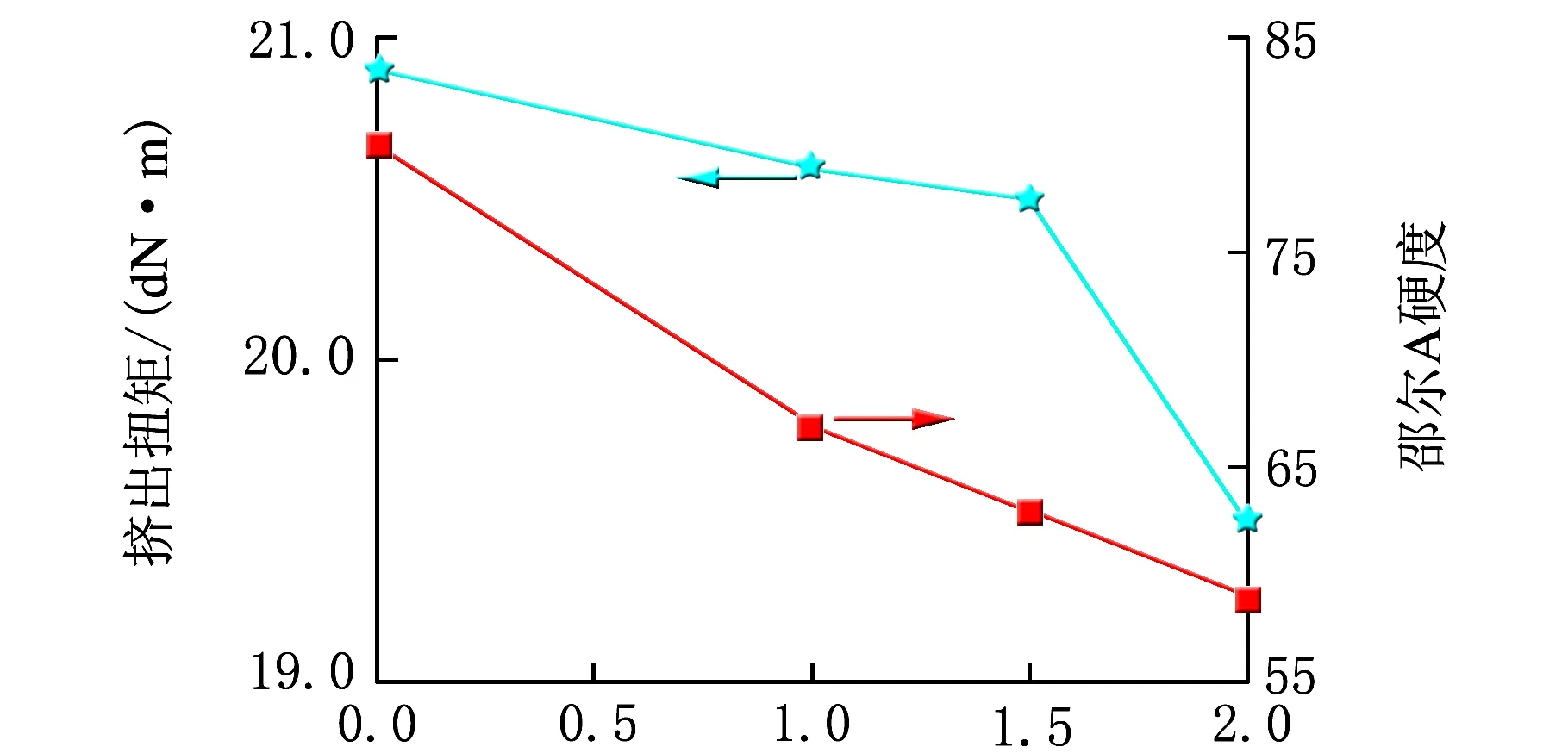
將螺桿轉速恒定為160 r/min,擠出溫度恒定為195 ℃,考察了微球發泡劑FP608用量對微球發泡TPV復合材料性能影響,結果如圖1所示。從圖1可知,隨著微球發泡劑FP608用量的增加,微球發泡TPV復合材料的密度、擠出扭矩、硬度、拉伸強度、斷裂伸長率逐漸降低,發泡倍率逐漸增大。與未發泡TPV基材相比,發泡劑FP608的加入使TPV復合材料拉伸強度和斷裂伸長率性能及其保持率呈下降趨勢。當微球發泡劑FP608用量為1.5份時,微發泡TPV具有最佳的綜合物理機械學性能,其密度為0.68 g/cm3,發泡倍率為1.36,硬度為65,拉伸強度為4.6 MPa,斷裂伸長率為510%;當微球發泡劑用量增加到2.0份時,微球發泡的TPV復合材料的拉伸強度和斷裂伸長率明顯下降,材料表面較粗糙。
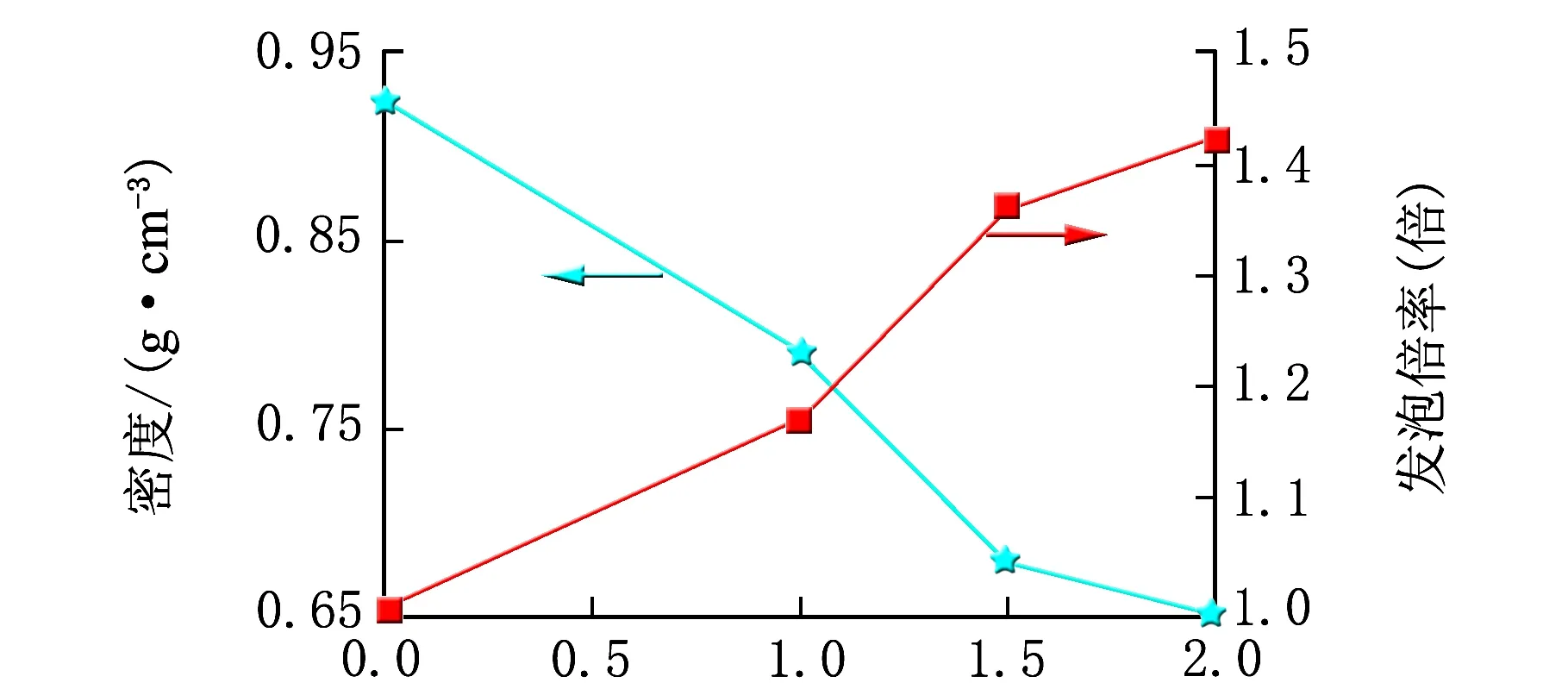
發泡劑用量/份(a)
發泡劑用量/份(b)
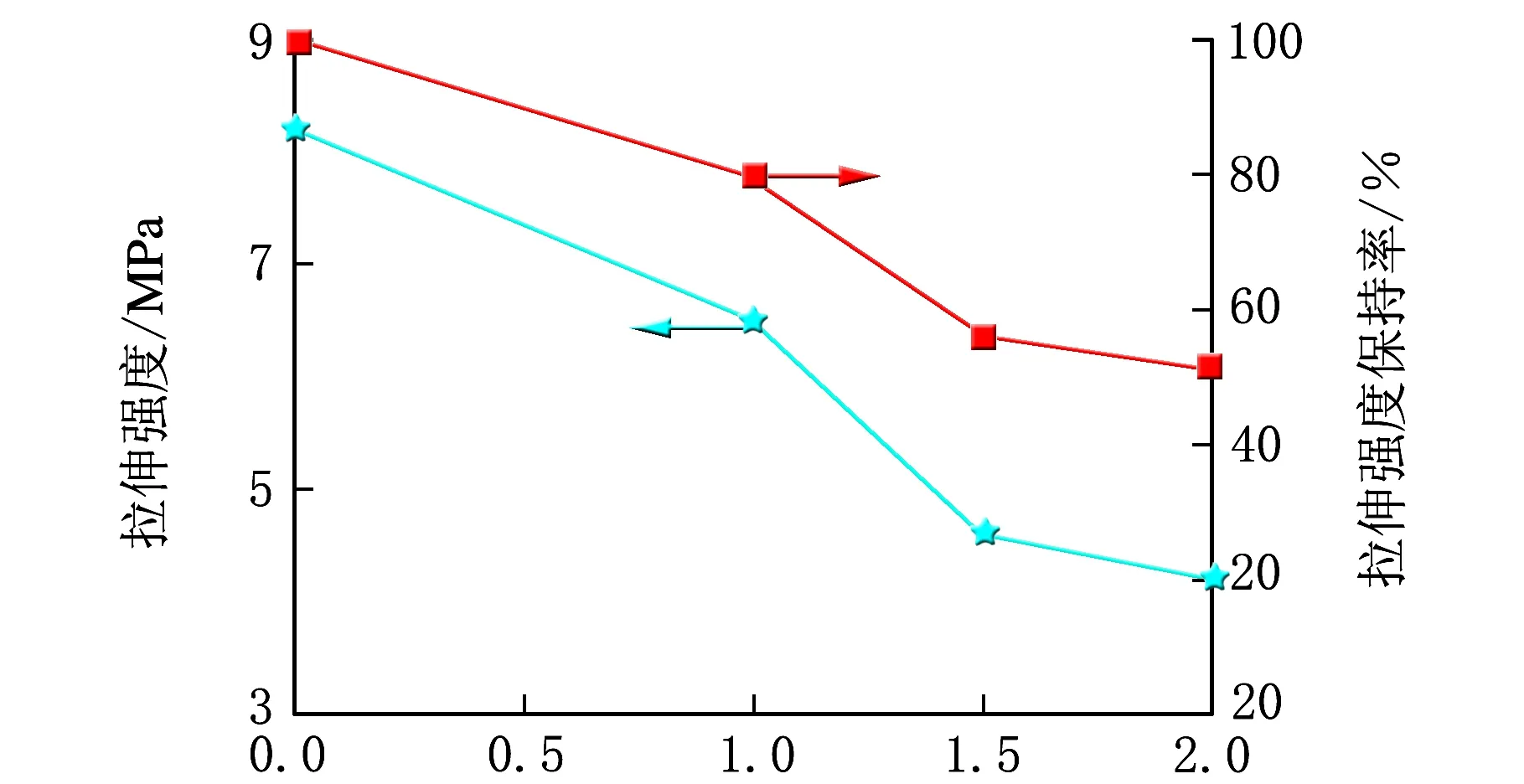
發泡劑用量/份(c)
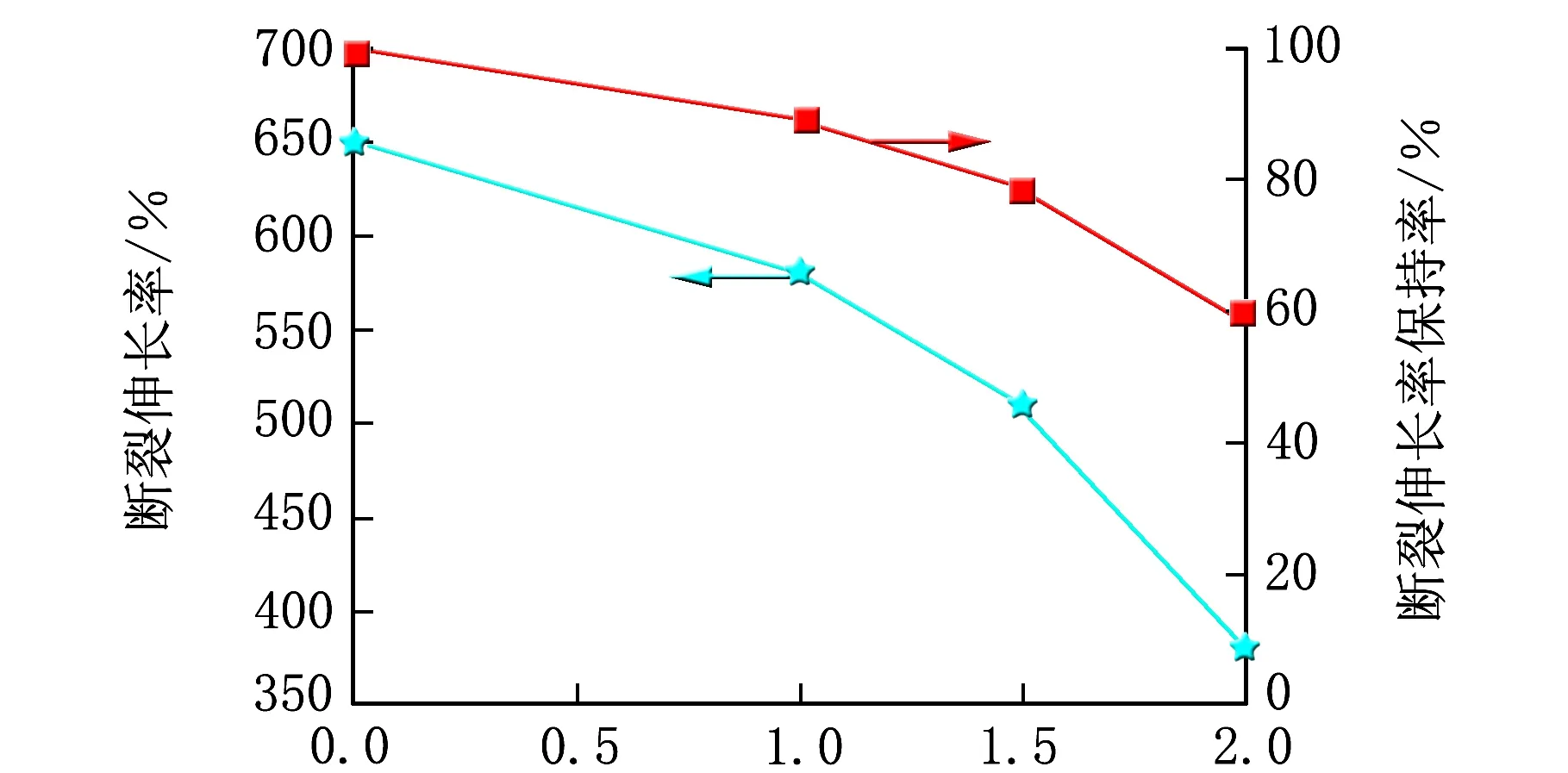
發泡劑用量/份(d)圖1 發泡劑用量對微球發泡TPV復合材料性能的影響
當微球發泡劑超過一定用量時,大量的膨脹微球發泡劑難于在TPV中形成良好的分散,部分膨脹微球發泡劑在剪切力作用下破裂,擠出扭矩下降,擠出外觀變差,從而導致微球發泡TPV復合材料的綜合物理機械性能下降。
2.3 微球發泡TPV復合材料的耐熱性能
微球發泡劑FP608用量為1.5份、擠出溫度為195 ℃、螺桿轉速為160 r/min時,采用單螺桿擠出制備微球發泡TPV復合材料片材,考察其在不同老化條件下的熱空氣老化性能,結果如表2所示。
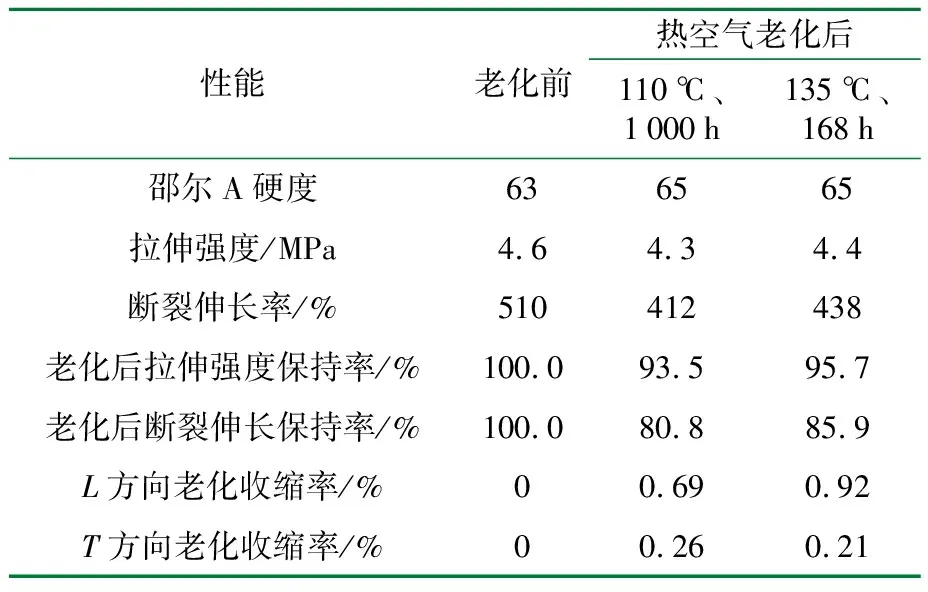
表2 不同熱空氣老化條件對微球發泡TPV性能的影響1)
1)L方向為平行于擠出方向;2)T方向為垂直于擠出方向。
從表2可以看出,采用上述配方工藝制備的微球發泡TPV復合材料分別在100 ℃、1 000 h和135 ℃、168 h熱空氣老化后表現出優異的耐熱性能,其中在110 ℃下老化1 000 h,微球發泡復合材料的硬度增加2,拉伸強度保持率和斷裂伸長率保持率分別為93.5%和80.8%,L方向和T方向的老化尺寸收縮率分別為0.69%和0.26%;而在135 ℃下老化168 h后,微發泡TPV復合材料的硬度值僅變化了2,拉伸強度保持率和斷裂伸長率保持率仍然較高,分別高達95.7%和85.9%,L方向和T方向的老化尺寸收縮率分別為0.92%和0.21%。采用微球發泡FP608發泡的TPV復合材料具有優異的熱老化性能,這是因為基材TPV材料制備采用完全動態硫化技術,TPV材料中的EPDM交聯程度較高,大幅度減少了不耐老化的雙鍵含量;并且采用了最新的耐高溫長效性抗熱老化技術材料,而配方中所用的微球發劑FP608產品亦是一種耐高溫型微球發泡劑,具有優異的耐高溫性能,從而使微球發泡TPV復合材料具有優異的耐熱空氣老化性能。
2.4 微球發泡劑在TPV中的分散與網絡結構
微球發泡劑的分布、形態以及TPV基體與微球發泡之間的界面性能直接影響微球發泡TPV復合材料的發泡倍率和綜合物理機械性能。上述研究結果表明,當擠出溫度為195 ℃、微球發泡劑用量為1.5份、螺桿轉速為160 r/min時,微球發泡TPV復合材料具有較高的發泡倍率、較優的綜合物理機械性能和良好的擠出成型外觀。為了更好地研究和了解不同轉速條件下微球發泡劑在微球發泡TPV復合材料的分布與網絡結構,對材料的液氮淬斷斷面進行了形貌分析。
發泡劑FP608用量為1.5份時,不同螺桿轉速條件下微球發泡TPV復合材料的液氮淬斷斷面掃描電鏡圖如圖2所示。
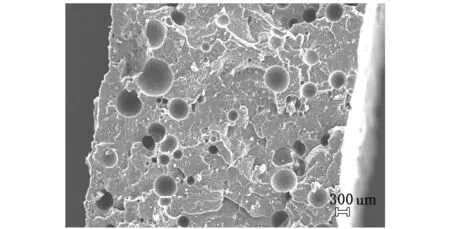
(a) 擠出速度為100 r/min
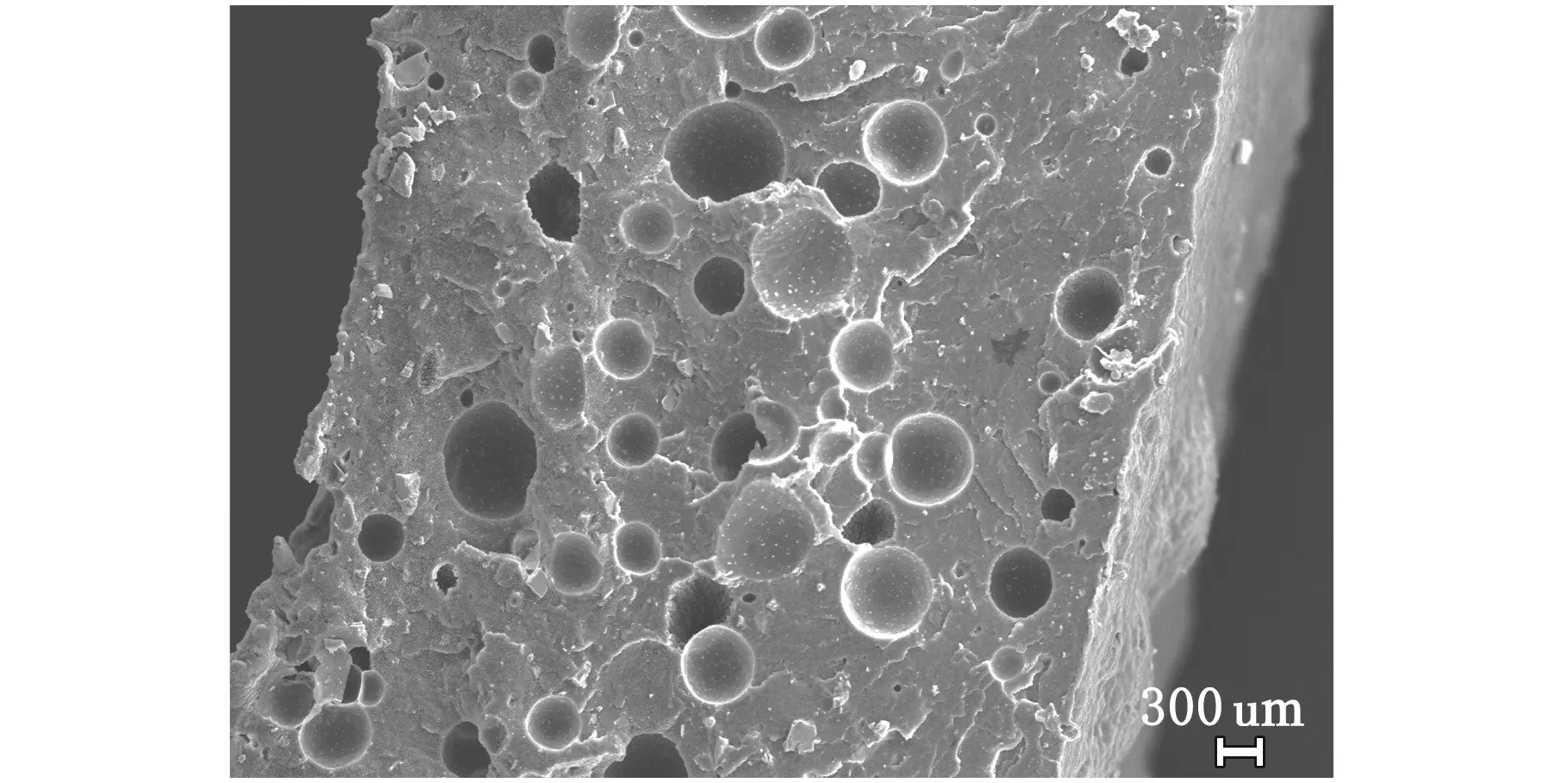
(b) 擠出速度為120 r/min
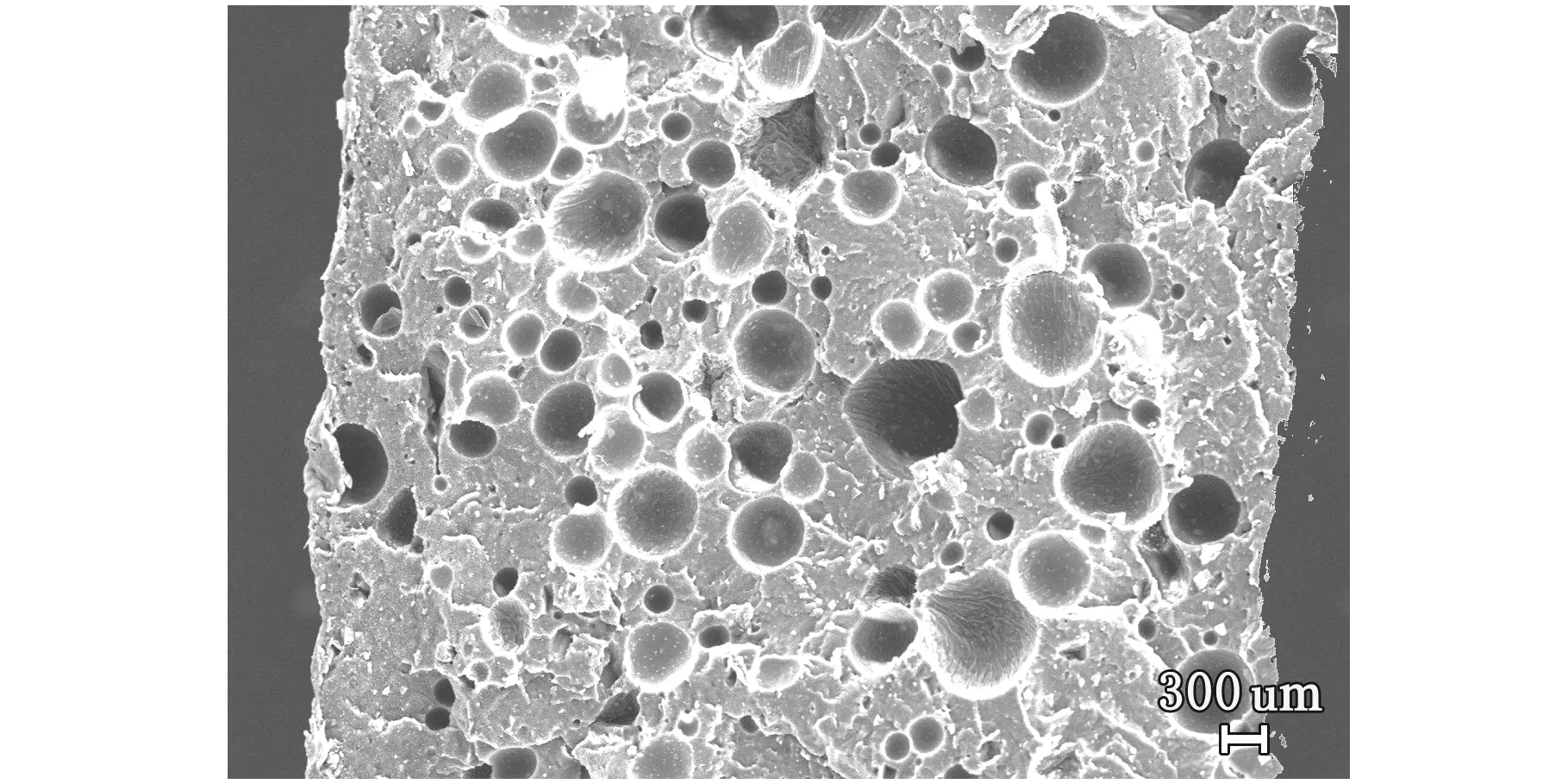
(c) 擠出速度為140 r/min
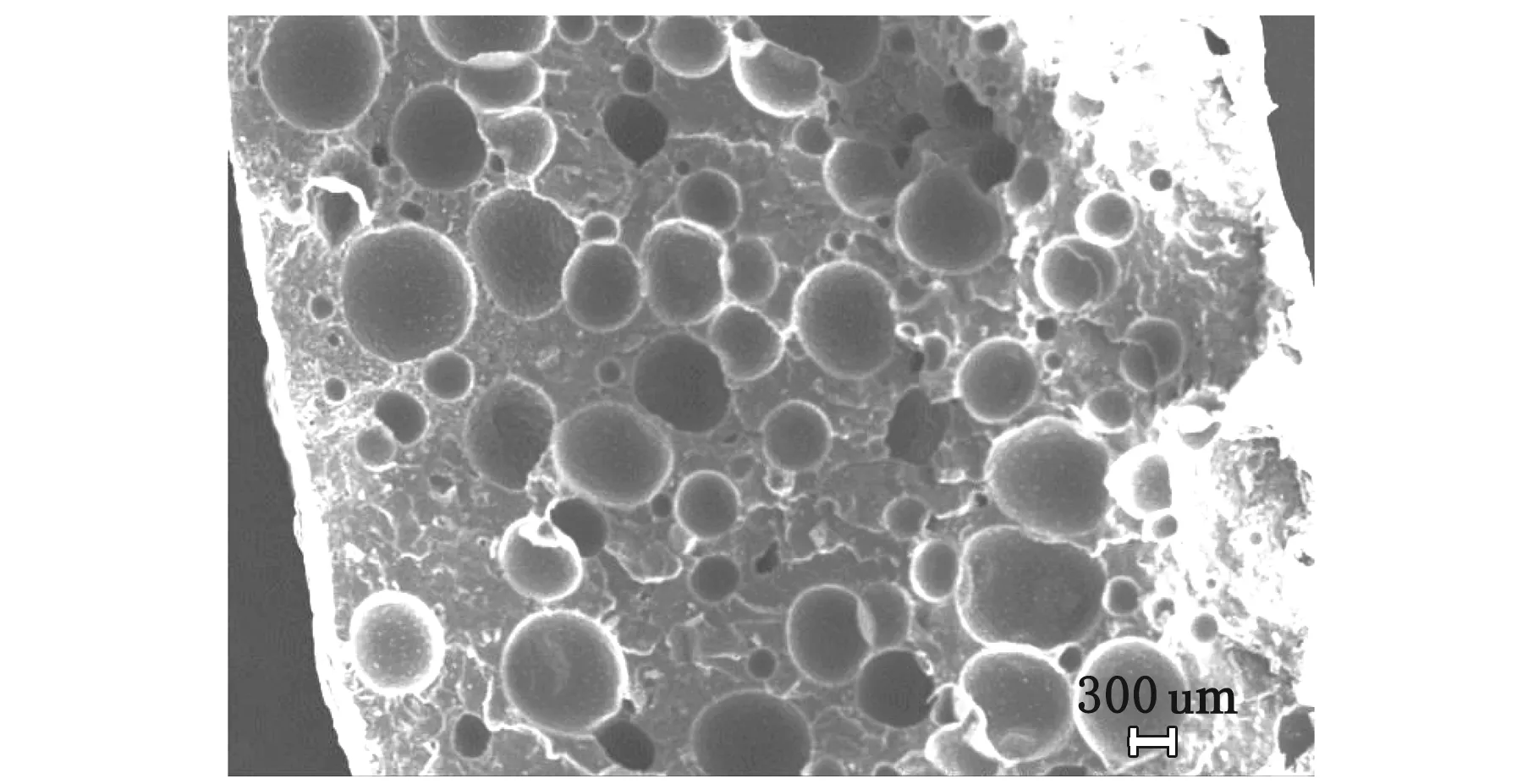
(d) 擠出速度為160 r/min圖2 不同螺桿轉速的微球發泡TPV復合材料淬斷斷面的掃描電鏡圖
從圖2可見,轉速為100~160 r/min條件下,隨著螺桿轉速的增加,螺桿的剪切分散能力和機頭壓力增加,微球發泡劑在TPV中的分散性能與界面相容性能得到改善,分散與分布更加均勻,膨脹發泡尺寸大而均勻細膩,微球發泡劑與基材TPV間的界面較模糊,微球發泡TPV復合材料具有較優擠出外觀和綜合物理機械性能。
3 結 論
(1) 在擠出溫度為195 ℃、微球發泡劑FP608用量為1.5份、螺桿轉速為160 r/min時,制備出的微球發泡TPV復合材料具有較優的擠出外觀和綜合力學性能。
(2) 微球發泡劑FP608用量為1.5份、擠出溫度為195 ℃、螺桿轉速為160 r/min條件下制備的微球發泡TPV復合材料在110 ℃、1 000 h和135 ℃、168 h熱空氣老化結果表明,微球發泡TPV復合材料具有優異的耐熱空氣老化性能。其硬度變化僅為2,拉伸強度保持率分別高達93.5%和95.7%,斷裂伸長保持率分別為80.8%和85.9%;而老化后TPV復合材料的L方向和T方向的尺寸收縮率均小于1.0%。
(3) 淬斷斷面研究發現,在擠出發泡過程中,提高螺桿轉速到160 r/min,建立較高的機頭熔體壓力,微球發泡TPV復合材料的泡孔尺寸較大且分布較均勻,膨脹微球發泡劑與基材TPV間的相容性較好,界面較模糊,微球發泡TPV復合材料具有較優的擠出外觀和綜合物理機械性能。
猜你喜歡
建材發展導向(2022年2期)2022-03-08 01:44:04
建材發展導向(2021年14期)2021-08-23 00:56:16
中國材料進展(2019年10期)2019-12-07 05:32:14
纖維復合材料(2018年3期)2018-04-25 07:22:58
電子測試(2017年11期)2017-12-15 08:57:13
山東工業技術(2016年15期)2016-12-01 05:31:34
中國塑料(2015年6期)2015-11-13 03:02:54
中國塑料(2015年11期)2015-10-14 01:14:14
中國塑料(2015年8期)2015-10-14 01:10:41
應用化工(2014年10期)2014-08-16 13:11:29