液體動壓軸承微型溝槽的加工方法
2019-02-27 00:47:58董文彬張雅晶張春雨
山東理工大學學報(自然科學版) 2019年2期
董文彬,張雅晶,張 華,張春雨
(安徽科技學院 機械工程學院,安徽 蚌埠 233000)
近年來隨著科技的發展,人們對電腦性能的要求越來越高,對機械電腦硬盤的轉速要求也越來越高。為了能夠適應更高的轉速,一些企業已經開始嘗試將液體動壓軸承(FDB)應用在機械硬盤上來代替球軸承。液體動壓軸承分為推力軸承和徑向軸承,本文研究徑向軸承。徑向軸承上通常都加工有人字形的溝槽,雖然此前已經有學者對此種溝槽的形狀、數量和潤滑方式進行了研究[1-3],但對微型溝槽的成形方法研究較少。本文研究的是電腦機械硬盤上使用的液體動壓軸承,其轉動軸的結構尺寸非常小,從而導致溝槽的深度尺寸只有幾到十幾微米,這對溝槽加工提出了極大挑戰。現階段通常使用電火花加工的方法來加工人字形溝槽,但這種加工方法存在環境污染嚴重和生產效率低的缺點,導致人字形溝槽液體動壓軸承無法實現批量生產,這極大地限制了液體動壓軸承在工業上的應用。本文提出一種對電腦硬盤驅動器上使用的液體動壓軸承進行機械加工的成形方法,并通過有限單元法對該方法的加工過程進行仿真[4],通過對模具進行優化設計獲得成形較均勻的人字溝槽,以證明該方法的有效性,并確定成形過程中所需的載荷大小。
1 加工方法
圖1為應用液體動壓軸承的電腦硬盤驅動器結構示意圖。液體動壓軸承的人字槽有兩種加工方式:一是加工在軸的外表面,二是加工在軸承套筒內壁上。本文研究的是前者,即將人字槽加工于軸的外表面,其加工方法如圖2所示。
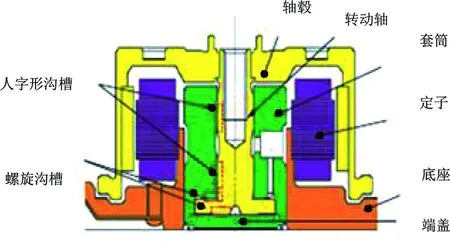
圖1 電腦硬盤驅動器結構示意圖Fig.1 Schematic diagram of computer hard drive

圖2 液體動壓軸承人字形溝槽加工示意圖Fig.2 Processing diagram of herringbone groove of hydrodynamic bearing
圖2所示的加工方法類似于滾壓加工法[5],但這里需要解決的關鍵問題是保證加工出的溝槽尺寸為3 μm。首先,根據所需加工的溝槽尺寸確定模具尺寸并預估上模下壓載荷;然后,用電機控制上模對被加工軸施加下壓載荷,確保后續加工過程中被加工軸不會發生滑動導致加工尺寸發生偏差;最后,驅動上下模在水平方向產生相對移動,移動過程中上模始終處于施加載荷狀態(此時稱為成形載荷),從而達到使溝槽成形的目的。
2 有限元仿真
本文利用CATIA三維造型軟件對加工模具進行三維建模,并利用ABAQUS有限元分析軟件對該模型進行加工過程仿真分析。所使用的分析類型為動態顯性分析,有限單元網格類型為S4R,網格大小為1 μm。被加工軸的材料為銅,其彈性模量為119 GPa,泊松比為0.326。該仿真共分為兩個階段:(1)上模下壓階段,保持下模固定不動,將上模垂直壓下32 μm的深度,使被加工軸承受一個下壓載荷的作用。由于金屬的冷機械加工存在回彈現象[6-8],因此,上模下壓深度(32 μm)要遠大于溝槽成形深度(3 μm)。(2)下模依舊保持固定不動,給上模一個水平位移,使其帶動被加工軸在下模上發生滾動,從而在軸的外表面加工出人字溝槽。該過程中被加工軸始終承受成形載荷的作用。其中,上模與被加工軸以及被加工軸與下模之間始終存在摩擦力的作用,摩擦系數設定為0.1。
3 結果分析
3.1 溝槽成形深度分析
本次仿真運行時間為23 h,仿真結果如圖3所示。從圖3中可以看出,本文提出的加工方法可以加工出液體動壓軸承所需的人字槽,其深度是否滿足要求需要對仿真結果數據進行進一步分析。將溝槽沿著從尖部到尾部方向取若干點進行觀察,將加工過程中各點深度的變化構成曲線, 如圖4所示。

圖3 人字槽加工仿真結果Fig.3 FEM simulation result of herringbone groove processing
從表示人字槽最終成形深度的紅色折線可以看出,在人字槽尖部位置的最終成形深度最大。此處溝槽的最終成形深度為5 μm, 尾部為1 μm,中間部位的深度較均勻。加工過程中,最大深度在尖部位置,可稱其為加工深度。在分析的每一個位置都有回彈顯現,為了研究加工深度與回彈后深度的關系,用4種下壓深度20 μm、24 μm、28 μm和32 μm分別進行有限元分析,分析結果如圖5所示。深度的變化曲線可擬合為一條斜率為0.576 5、截距為1.574 6的直線。
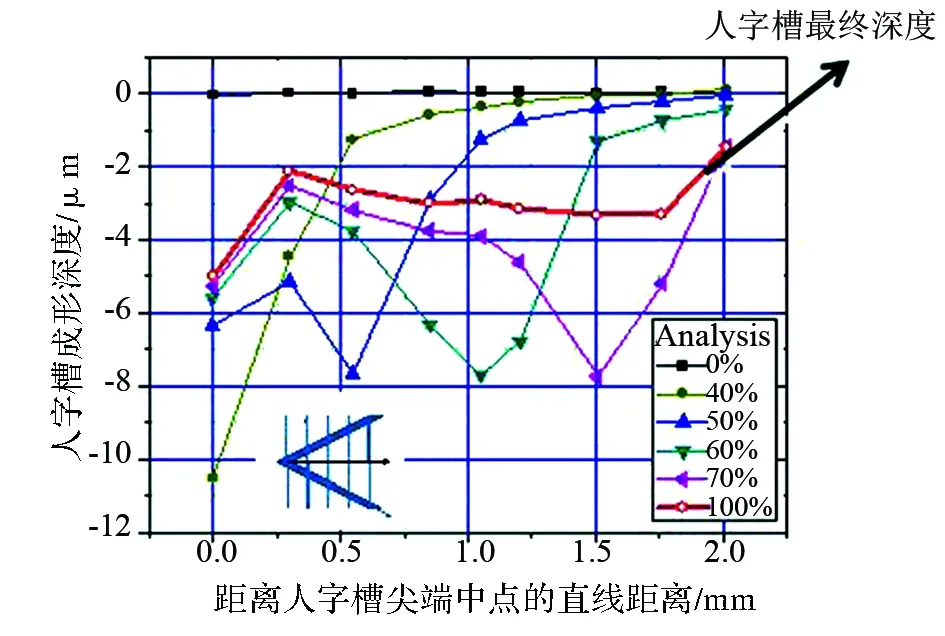
圖4 人字槽不同部位的成形深度分布Fig.4 Depth distribution of herringbone groove

圖5 加工深度與回彈后的深度關系Fig.5 Relationship between processing depth and final depth
3.2 設計參數的確定
在卸載上模待被加工溝槽完成回彈后,溝槽的最大深度減少至5 μm,而所需加工的溝槽目標深度為3 μm。因此,需對上模尺寸進行優化設計。根據圖4中紅色折線所示的分析結果可以發現,人字形溝槽尖部位置的成形深度需適當減小才能獲得整體較均勻的成形深度。因此,對上模的尖部尺寸進行修改,減小2 μm的深度,再進行仿真分析,結果顯示尖部的最終深度減小了1.3 μm。再次修改上模尺寸,將其尖部深度減小6 μm,獲得的結果如圖6所示。從圖6中紅色圓圈處的尺寸來看,人字槽尖部位置的成形深度已經達到了3 μm左右;而根據紅色折線所表示的人字槽最終成形深度可以看出整個人字槽從尖部到尾部的成形深度較均勻,能夠滿足人字形溝槽所要求的成形精度。同時,根據有限元分析結果得知,模具下壓階段被加工軸所承受的下壓載荷為290 N,而滾動成形階段所承受載荷為250 N。

圖6 模具優化后的人字槽深度分布Fig.6 Depth distribution of herringbone groove after die optimization
4 結論
本文提出了一種用于液體動壓軸承上的微型人字槽的加工方法,通過對有限元仿真結果進行分析,得出如下結論:
1)對深度均勻的模具采用32 μm的下壓深度時,所得到的人字形溝槽尖部的成形深度為5 μm(大于目標深度2 μm),而尾部的成形深度為1 μm(小于目標深度2 μm)。
2)對20 μm、24 μm、28 μm和32 μm 4種模具下壓深度進行分析比較,發現回彈后人字槽的加工深度與模具下壓深度基本呈線性關系。
3)將深度均勻的人字槽模具尖部尺寸減少6 μm進行優化設計,得到了成形深度均勻且符合目標尺寸3 μm要求的人字形溝槽。
4)通過有限元仿真技術,確定了模具下壓階段被加工軸所承受的下壓載荷為290 N,滾動成形階段所承受的載荷為250 N。
猜你喜歡
西北工業大學學報(2022年2期)2022-05-11 07:50:12
輪胎工業(2021年10期)2021-12-24 17:23:35
中學生數理化·七年級數學人教版(2020年11期)2020-12-14 06:59:52
輪胎工業(2020年9期)2020-03-01 18:58:44
藝術品鑒證.中國藝術金融(2018年8期)2019-01-14 01:14:28
藝術品鑒證.中國藝術金融(2018年10期)2019-01-08 02:44:26
藝術品鑒證.中國藝術金融(2018年6期)2019-01-08 02:43:04
中國機械工程(2018年14期)2018-09-22 01:14:04
藝術品鑒證.中國藝術金融(2018年12期)2018-08-26 06:03:48
江西理工大學學報(2015年3期)2015-12-22 05:26:21
