修井機單片焊接變形控制及矯正
2019-02-10 15:12:58關治悅
山東工業技術 2019年3期
關鍵詞:焊接變形
關治悅


摘 要:修井機是修井和井下作業施工中最基本、最主要的動力來源,井架單片作為修井機核心部件井架的主要構成單元,由于井架總成獨特的套裝滑移起升方式,其制造過程具有較高的要求,需要對焊接變形進行嚴格的控制,必要時還需要通過適當的矯正手段,來保障單片的尺寸及行為公差,以期得到合格的井架總成。文章從修井機單片制造過程中大腿號料、組對間隙、工裝保障、焊接控制方面來闡述井架單片在制造過程中的變形控制;對于較大的變形,從生產過程中積累的矯正方法及研究進行了闡述,希望可以提供一些可借鑒的經驗。
關鍵詞:井架單片;修井機;焊接變形;變形矯正
隨著社會的發展,油田的開采逐漸增加,油田設備需求量也在增大,修井設備的好壞直接影響到修井作業的工作效率,先進的生產設備,不僅可以保證油田的產量,同時對我國實行可持續發展戰略有著重大意義[1]。
井架單片,作為修井機井架上下體的主要構成單元,焊接變形控制及變形矯正,為制造過程工藝研究和質量控制的關鍵點和難點。井架單片的變形得到了有效控制,井架總成的產品質量也就得到了強有力的保障。
1 修井機井架單片介紹
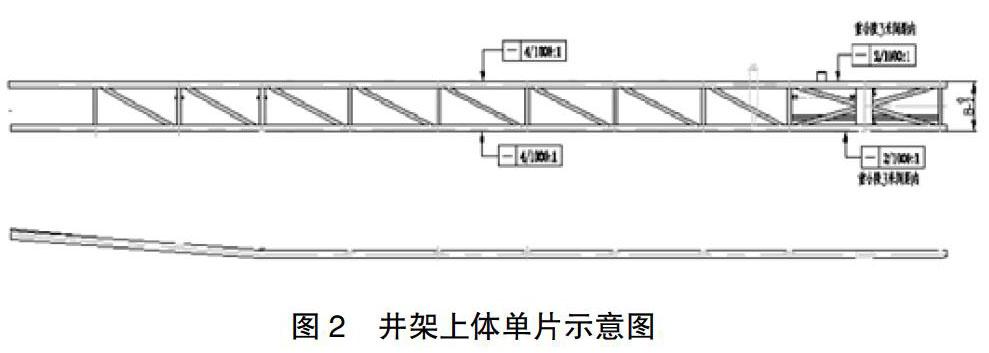
修井機井架單片,屬于常規修井機8大系統(見圖1所示)井架及游車系統中井架總成部件。在井架制造過程中,單片制造為首要環節,井架上體的單片型式,可參見圖2所示,井架下體的單片型式,可參見圖3所示。
由于井架為套裝結構,工作時井架上體在井架下體中穿行,因此井架單片的制造有較高的要求,從長期的制造過程經驗中,我們總結有以下幾個控制要點:
(1)單片開檔尺寸E(外大內小),井架上體單片外開檔(上公差0,下公差-2mm),井架下體單片內開檔(上公差+2mm,下公差0);
(2)直線度:全長范圍 -4mm/1000:1mm ,重合段3米間距內-2mm/1000:1mm。
(3)組對間隙小于2mm(控制焊接變形)。
2 焊接變形控制
2.1 大腿號料
我們通常將單片兩側的兩根主體型材稱之為井架大腿,其長度一般在15米至21米之間,由于市場供料長度有限,修井機的井架大腿通常需要對接已達到所需長度。在井架大腿對接之前,需要對井架大腿進行號料,我們這里講的號料,并非單純的指把已經展開的零件的真實形狀及尺寸,通過樣板、樣箱、樣條或草圖劃在鋼板或型材上的工藝過程,而在傳統號料定義上進行了延伸,包含了對型材的材料、尺寸及行為公差的確認,特別是在變形方面的確認。
井架大腿號料,關鍵在于對變形(直線度)的確認,一根長達15米至21米的型材,單純來講直線度是沒有意義的,因為太長給了型材足夠的柔性,但是需要注意的是,型材不得存在“死彎”,即難以通過相應手段得到短距離范圍內直線度要求的變形。
2.2 組對間隙
產品因受力而產生的形狀變化稱之為變形,在焊接過程中,不均勻溫度場是變形的主要原因,隨溫度變化而變化的稱為焊接瞬時變形,被焊工件完全冷卻到初始溫度時的改變,稱為焊接殘余變形。
要減少產品的焊接變形量,控制焊接過程熱輸入量是最為直接的辦法,畢竟對于大型構件如井架單片,進行反變形控制是難以實現的。而熱輸入量的直接來源,主要來自于焊縫的大小、焊接電壓U、焊接電流I和焊接行進速度V,焊接電壓和電流可以通過焊機來進行調整和控制,而焊縫大小除了設計計算后的要求以外,組對間隙則是最為直接的原因。
組對間隙和坡口大小的控制,也是一個好的鉚工成為大師最為基本的技能要求。在AWSD 1.1《鋼結構焊接規范》中,坡口焊的組對間隙要求通常在0-5mm[2],井架單片組對時,橫撐和斜撐通過設備加工,完成單片組對后,對接間隙一般控制在0-2mm。
2.3 工裝保障
工裝保障來減小焊接變形,其主要原理是在于對剛性固定的應用。通過剛性固定,可以阻止焊接過程的收縮,來達到減小焊接變形的目的。井架單片控制的兩個要點:開檔和直線度,因為井架單片的長度,決定了單個或少數量的剛性固定是不能滿足單片的整體制造要求的,我們制造過程中使用的單片組對、焊接工裝,是一個全長度范圍內、密集型半固定式半活動工裝,如圖4所示。
單片組對工裝,是由一個大的平板、分布式的固定基準點和可活動式的固定工具(千斤頂、可伸縮式的拉桿)等構成,當組對井架上下體單片時,可綜合利用外側基準點和內側基準點,配合可活動式的固定工具,完成對內、外開檔的剛性固定。
2.4 焊接控制
焊接控制,也是焊接變形控制的一個重要環節,熱輸入量越大,產生的應力越大,其變形也就越大。根據熱輸入量公式:熱輸入量=60UI/V,可知熱輸入量與焊接過程焊接電壓、焊接電流和焊接行進速度有關,焊接電壓、電流越大,焊接行進速度越慢,則熱輸入量越大,反之,則熱輸入量越小。
因此,焊接過程控制,在工藝允許范圍內,盡量使用熱輸入量較小的焊接方法,如CO2氣體保護焊,使用小電流、小電壓,加快焊接行進速度,熱輸入量越小,則產生的焊接變形的會越小。
當然,采用合理的焊接順序,同樣也可以減小焊接變形量,由于單片長度的特殊性,我們可以將單片的焊縫,近似的看作為兩條沿大腿方向的直焊縫,焊接過程采用對角線焊接、跳焊、自中間向兩側的分段焊接方法,同樣可以減小焊接變形的產生。
3 焊接變形矯正
實踐證明,多數焊接變形的結構件是可以矯正的,而矯正的方法都是通過產生新的變形來抵消已發生的變形。生產過程中,通常采用的矯正方法有機械矯正、火焰矯正和綜合矯正(火焰矯正和機械矯正),井架單片矯正所使用的方法為火焰矯正和機械矯正。
火焰矯正通常有點狀加熱法、線狀加熱法和三角形加熱法三種方法。火焰矯正科根據材質、板厚及加熱方法等不同情況,選擇不同的加熱溫度,可分為低溫加熱、中溫加熱和高溫加熱。低溫加熱溫度控制在500-600℃,適合于矯正含碳量在0.25%以上、板厚在6mm以下的碳素鋼和低合金高強度鋼,允許水冷;中溫加熱溫度控制在600-700℃,適合于矯正含碳量在0.35%以上、板厚在6mm-12mm以內的碳素鋼和低合金高強度鋼,溫度嚴禁超過723℃;高溫加熱溫度控制在723-850℃,適合于矯正板厚在14mm-16mm以內加熱,超過20mm板厚加熱溫度為850℃。不允許矯正含碳量在0.35%以上的碳素鋼和低合金高強度鋼。
3.1 井架下體單片矯正
井架下體單片如圖5所示,Ⅰ區和Ⅱ區由于結構特殊,焊接后變形量大,且產生的焊接變形均是“急彎”,而井架大腿壁薄(10mm左右),采用傳統的機械矯正方法,容易引起大腿開裂,因此一般采用三角加熱矯正法,因為三角加熱產生的變形量最大,矯正效果最好。余下的門框相對而言焊接變形較小,可采用線狀加熱法,加熱點根據實際變形情況選定,一般選取變形量最大的點。火焰校正選用低溫加熱,常溫下自然冷卻,由于大腿為井架的主要受力構件,低溫校正不允許使用澆水冷卻獲取較大的矯正效果,矯正后再常溫下自然冷卻。
3.2 井架上體單片矯正
井架上體單片,如圖2所示,結構較為單一,無特殊之處,焊接后產生的變形較小,只要工裝直線度達到要求,焊接后的井架上體單片基本無變形,用機械矯正基本可以達到要求,如圖6所示。
壓力機矯正時,應在矯正部位下多加厚墊板,施加小的壓力,多位置進行矯正,同時及時目測、檢測直線度。
4 結語
修井機井架單片的焊接變形控制、矯正方法研究,在當前的石油制造行業,仍是一項關鍵技術,也是制約私營企業對是由機械制造進軍發展的一項重要技術。其制造過程的焊接變形控制和矯正技術,同樣可以推廣借用到其他產品的制造上,為提升產品質量起到積極作用。
參考文獻:
[1]葛慶華.油田修井設備的現狀與發展趨勢分析[J].化工管理,2015(33):129.
[2]AWSD1.1鋼結構焊接規范[M].AWS美國焊接檢驗學會.
猜你喜歡
建筑建材裝飾(2016年8期)2016-12-29 22:04:46
機械制造文摘·焊接分冊(2016年2期)2016-12-23 21:02:08
科學與財富(2016年18期)2016-12-22 18:18:55
中國高新技術企業(2016年30期)2016-12-20 04:00:34
科教導刊·電子版(2016年8期)2016-06-27 19:02:14
北極光(2016年2期)2016-04-29 22:39:00
中國科技博覽(2016年9期)2016-04-25 20:31:19
中國科技博覽(2016年7期)2016-04-25 15:41:57
哈爾濱理工大學學報(2015年3期)2015-09-21 10:37:19
科技與創新(2015年17期)2015-09-11 05:41:15
