拋物線G7.2/G7.3指令在廣數(shù)系統(tǒng)中應(yīng)用
2019-02-03 09:32:28吳言政
科技風(fēng) 2019年25期
關(guān)鍵詞:拋物線

摘 要:拋物線在數(shù)車上的加工,就目前而已主要是宏程序編程或者軟件編程來完成,本文另辟蹊徑,講述拋物線手工編程在GSK980TDa數(shù)控車床上的實際加工,詳細(xì)介紹了拋物線指令應(yīng)用、編程舉例、刀具軌跡、加工產(chǎn)品等。
關(guān)鍵詞:拋物線;手工編程;廣州數(shù)控
在職業(yè)學(xué)校數(shù)控專業(yè)教學(xué)中,面對編程加工只有中級工水平的學(xué)生,在考證或比賽中遇到拋物線,可以說幾乎無法完成。碰到這些非圓曲線要不采用宏程序編程完成或者其它加工軟件完成,而數(shù)控車編程因?qū)W時有限,課堂上老師一般都不會教授宏程序,采用計算機(jī)條件又不允許的條件下,選手碰到拋物線被迫選擇放棄,本文通過對拋物線指令G7.2/G7.3實例加工介紹,來完成拋物線指令說明,這個拋物線指令在教科書和機(jī)床說明書上都沒有具體介紹,也只有廣州數(shù)控系統(tǒng)可以用。
一、拋物線指令介紹
拋物線插補(bǔ)指令:G7.2、G7.3
編程格式:G7.2(G7.3)X(U)_ Z(W)_ P_ Q_
指令功能:
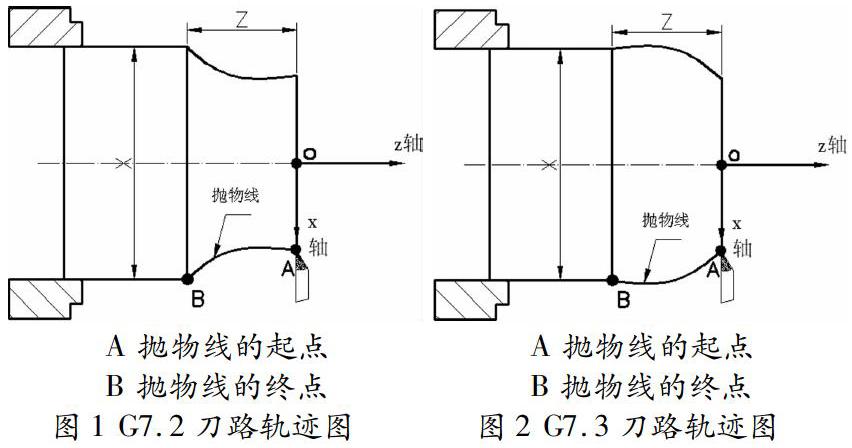
G7.2指令運(yùn)動軌跡為叢起點(diǎn)到終點(diǎn)的順時針(后刀座坐標(biāo)系)/逆時針(前刀座坐標(biāo)系)拋物線,軌跡如圖1所示。
G7.3指令運(yùn)動軌跡為叢起點(diǎn)到終點(diǎn)的逆時針(后刀座坐標(biāo)系)/順時針(前刀座坐標(biāo)系)拋物線,軌跡如圖2所示。
指令軌跡圖:
代碼說明:
P:為拋物線的標(biāo)準(zhǔn)方程Y2=2PX中的P值,取值范圍1-9999999(單位:0.001mm)。
Q:為拋物線對稱軸與Z軸的夾角,取值范圍1-360000(單位:0.001度,無符號)。
X_ Z_:橢圓切削終點(diǎn)的絕對坐標(biāo)值。
Q值說明;Q值是指右手直角笛卡爾坐標(biāo)系中,叢Y軸的正方向俯視XZ平面,Z軸正方向繞順時針方向旋轉(zhuǎn)到與拋物線對稱軸重合時所經(jīng)過的角度,見圖3。
編程注意事項:
(1)P值不可為零或省略,P值不含符號。
(2)當(dāng)拋物線對稱軸與Z軸平行,Q值可省略。
(3)拋物線插補(bǔ)指令G7.2、G7.3配合G71、G73這些常用的復(fù)合循環(huán)指令中時,可以較快的完成完成零件的粗車、精車加工,極大的提高加工效率。
二、拋物線編程舉例
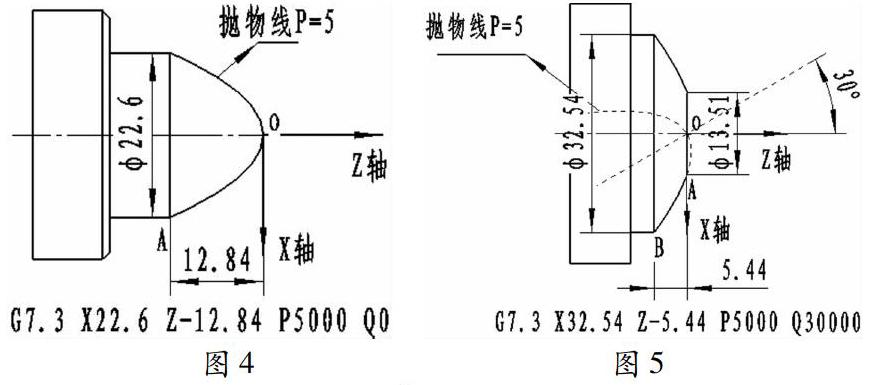
圖4中,拋物線段是O-A段,通過計算或已知P是5,刀具切削起點(diǎn)在O點(diǎn),拋物線對稱軸與Z軸平行,角度是0度,切削終點(diǎn)在A點(diǎn),A點(diǎn)絕對坐標(biāo)為(X22.6,Z-12.84),因此編程為:G7.3 X22.6 Z-12.84 A5000 Q0,Q可省略。
圖5中,拋物線段是A-B段,通過計算或已知P是5,刀具切削起點(diǎn)在A點(diǎn),拋物線對稱軸與Z軸的夾角是逆時針30度,切削終點(diǎn)在B點(diǎn),B點(diǎn)坐標(biāo)為(X23.54,Z-5.44),因此編程為:G7.3 X32.54 Z-5.44 P5000 Q30000。
圖6中,拋物線方程為Y2=10X,拋物線對稱軸與Z軸的夾角是0度,通過拋物線方程Y2=2PX,可以算出參數(shù)P值為5,當(dāng)我們把拋物線插補(bǔ)指令G7.2、G7.3用于G71這些復(fù)合循環(huán)指令中時,我們就會發(fā)現(xiàn),相對于宏程序編制程序或其他方法來編制圖6加工程序,用G7.2或G7.3極大的簡化了程序,提高了加工效率。
圖6編程實例:
O1234
N10 T0202 M08
N20 MO3 S800
N30 G42 G00 X73 Z2
N40 G71 U1.5 R2
N50 G71 P60 Q150 U0.5 W0.2 F100
N60 GOO X16
N70 G01 Z0 F60
N80 G7.3 X36 Z-20 P5000 Q0
N90 G01 X46 Z-27.5
N100 G01 X54 Z-27.5
N110 G01 X56 Z-28.5
N120 G01 X56 Z-37.5
N130 G01 X60 Z-37.5
N140 G03 X68 Z-41.5 R4
N150 G01 X68 Z-57.5
N160 M05
N170 MO0
N180 TO202
……………………
三、機(jī)床模擬刀具軌跡
把圖6拋物線程序?qū)嵗斎胲嚧玻商摂M加工幾何仿真圖7,從圖7中可以看出,在復(fù)合循環(huán)指令G71中套用單一拋物線指令G7.3生成了合理的刀具運(yùn)動軌跡。驗證了G代碼的正確性和合理性,并檢查了沒有發(fā)生碰撞、干涉、也消除了因程序錯誤而導(dǎo)致機(jī)床或刀具的損傷等現(xiàn)象發(fā)生,確定了每一步程序在真實切削過程中需要的實際過程,能很清楚的看到圖形右端“拋物線切削中”的加工軌跡。軌跡也是按照G71正常軸線切削進(jìn)行。
四、圖形加工實例
在刀具運(yùn)行軌跡確認(rèn)無誤后,開始裝夾毛坯、實施對刀,樣品完整無誤的加工出來(圖8),產(chǎn)品的右端拋物線呈完整的光滑的清晰可見,產(chǎn)品的實際質(zhì)量特征與圖紙技術(shù)與圖紙是相符的。也進(jìn)一步說明了拋物線加工指令G7.2/G7.3的合法性,在廣州數(shù)控車床980系統(tǒng)中可以加工的。相比宏程序編程學(xué)生更容易接受,只要圓弧插補(bǔ)G02/G03能判別會運(yùn)用,那么拋物線插補(bǔ)指令G7.2/G7.3也一定會,相比之下可以節(jié)約很多時間。
五、結(jié)語
拋物線零件的加工,在各項廣數(shù)系統(tǒng)大賽或考證中會不時出現(xiàn)。很多人碰到這類考題第一印象就是軟件自動編程或者宏程序,但軟件編程生成的程序太長,部分空行程很多,效率不高,宏程序?qū)τ诰C合素質(zhì)較低的中職學(xué)校的學(xué)生基本上是屬于“天書”,數(shù)車加工的零件都是回轉(zhuǎn)體,程序簡單,假如學(xué)會了G7.2/G7.3指令,手工編程加工零件范圍就會變得更廣。本論文重點(diǎn)介紹了拋物線指令G7.2/G7.3來完成拋物線編程加工,從指令介紹、編程、刀路軌跡逐一解釋,簡單易學(xué),在學(xué)校教學(xué)中具有一定的推廣價值,以幫助老師和學(xué)生在以后的教學(xué)、生產(chǎn)加工中起到借鑒使用。
參考文獻(xiàn):
[1]皺新.數(shù)控車床加工拋物線技術(shù)探討.現(xiàn)代商貿(mào)工業(yè),2009.
[2]張玉偉.拋物線軸零件數(shù)控加工工藝及編程分析.齊齊哈爾工程學(xué)院學(xué)報,2012.
作者簡介:吳言政(1986-),男,漢族,廣西河池人,大學(xué),河池市職業(yè)教育中心學(xué)校講師,研究方向:機(jī)械加工(數(shù)控)。
猜你喜歡
中學(xué)生數(shù)理化·高二版(2025年2期)2025-03-05 00:00:00
語數(shù)外學(xué)習(xí)·高中版上旬(2024年18期)2024-02-20 00:00:00
中學(xué)生數(shù)理化(高中版.高二數(shù)學(xué))(2022年1期)2022-04-26 13:59:58
中學(xué)生數(shù)理化(高中版.高二數(shù)學(xué))(2022年1期)2022-04-26 13:59:56
中學(xué)生數(shù)理化·中考版(2021年10期)2021-11-22 07:26:38
中學(xué)生數(shù)理化(高中版.高二數(shù)學(xué))(2021年3期)2021-06-09 06:08:40
中學(xué)生數(shù)理化(高中版.高二數(shù)學(xué))(2021年2期)2021-03-19 08:54:12
中學(xué)生數(shù)理化·中考版(2019年10期)2019-11-25 09:39:04
中學(xué)生數(shù)理化·中考版(2018年10期)2018-12-07 00:44:42
中學(xué)生數(shù)理化·中考版(2017年10期)2017-04-23 06:29:38