基于錐形螺桿擠出單元的熔融沉積成型3D打印機(jī)及實(shí)驗(yàn)研究
2019-01-29 11:24:46吳俊杰
中國(guó)塑料 2019年1期
冷 杰,許 祥,陳 寧,吳俊杰,王 琪,張 杰*
(1.高分子材料工程國(guó)家重點(diǎn)實(shí)驗(yàn)室,四川大學(xué),成都 610065;2.四川大學(xué)高分子科學(xué)與工程學(xué)院,成都 610065;3.四川大學(xué)高分子研究所,成都 610065)
0 前言
FDM技術(shù)[1]是目前應(yīng)用較廣泛的3D打印技術(shù)之一,具有裝置簡(jiǎn)單、成型過(guò)程安全、無(wú)材料浪費(fèi)、更換材料方便等優(yōu)點(diǎn),已廣泛應(yīng)用于工業(yè)設(shè)計(jì)、航空航天、輕工、醫(yī)學(xué)等諸多領(lǐng)域[2-3]。目前商業(yè)化的FDM打印機(jī)主要為使用聚合物絲材為原材料的桌面式打印機(jī),所用材料必須滿足熔融溫度較低、黏度較低、黏結(jié)性能優(yōu)良、收縮率小和具有一定的強(qiáng)度及模量等要求[4],因此適用種類較少,常用的僅有丙烯腈-丁二烯-苯乙烯共聚物(ABS)[5]、PLA[6]和聚碳酸酯(PC)[7]等,且存在絲材成本高、噴頭易堵塞等不足。為了解決上述難題,國(guó)內(nèi)外科研工作者開(kāi)展了一些研究工作。如顏永年等[8]開(kāi)發(fā)了一種彈簧擠壓摩擦輪送料裝置,該裝置可通過(guò)壓力彈簧將絲料壓緊在2個(gè)摩擦輪之間,針對(duì)不同直徑的絲條可調(diào)節(jié)壓緊力大小,使絲條輸送順利。葛鵬等[9]設(shè)計(jì)了一種螺桿擠出裝置,通過(guò)送料機(jī)構(gòu)將絲料送入熱熔噴頭內(nèi)加熱至熔化,通過(guò)控制螺桿的旋轉(zhuǎn)方向來(lái)控制物料的擠出與否,可有效減少出絲不均和噴頭堵塞等現(xiàn)象。張文義[10]公開(kāi)了一種適用于FDM打印機(jī)的擠出機(jī),該FDM打印機(jī)用擠出機(jī)采用了螺桿擠出原理,可在一定范圍內(nèi)實(shí)現(xiàn)平穩(wěn)擠出。但是,這些技術(shù)尚未從根本上解決目前FDM技術(shù)所面臨的問(wèn)題。
在高分子加工領(lǐng)域,螺桿擠出是一種擠出穩(wěn)定可靠、塑化效果好的加工方式。但是普通螺桿為保證較好的熔融效果,一般設(shè)計(jì)有較大的長(zhǎng)徑比,增加設(shè)備體積和質(zhì)量。本文創(chuàng)新性地采用大錐度螺桿結(jié)構(gòu),既可以使固體輸送段具有足夠的螺槽長(zhǎng)度,又使熔融段具有較大的壓縮比,使螺桿的長(zhǎng)度大大縮短,在提高輸送、熔融效果,增加擠出穩(wěn)定性的同時(shí),最大程度地減小了擠出單元的尺寸和質(zhì)量。在此基礎(chǔ)上開(kāi)發(fā)出新型桌面式FDM打印機(jī), 并進(jìn)行了一系列實(shí)驗(yàn)研究, 結(jié)果表明該設(shè)備能在很大程度上彌補(bǔ)現(xiàn)有FDM技術(shù)的不足,擴(kuò)大該技術(shù)的應(yīng)用范圍。
1 實(shí)驗(yàn)部分
1.1 新型FDM打印機(jī)的研制
1.1.1 錐形螺桿擠出單元的設(shè)計(jì)[11]
錐形螺桿擠出單元是該設(shè)備的核心部分,其中錐形螺桿是最重要的零件。常規(guī)的螺桿擠出設(shè)備尺寸和重量都很大(因?yàn)槁輻U的長(zhǎng)徑比較大,一般為25~30),難以直接用于FDM技術(shù)。本文所設(shè)計(jì)的螺桿如圖1(a)所示,使用錐形螺紋可以在相同的小端直徑下通過(guò)擴(kuò)大大端直徑在縮短螺桿整體長(zhǎng)度的同時(shí)獲得充足的螺槽長(zhǎng)度,并通過(guò)合理配合大小端直徑獲得較大的壓縮比。螺桿的錐形螺紋段需要完成物料的熔融過(guò)程,平直螺紋段起著穩(wěn)定料流、均一溫度的作用。在此基礎(chǔ)上,完成了錐形螺桿擠出單元的整體設(shè)計(jì)及裝配,主要包括錐形螺桿、機(jī)筒、軸承座、軸承蓋、過(guò)濾板和連接器等零件,如圖1(b)所示。機(jī)筒內(nèi)壁輪廓與所設(shè)計(jì)的錐形螺桿輪廓相匹配,螺桿外徑與機(jī)筒內(nèi)壁間隙大小恒定。
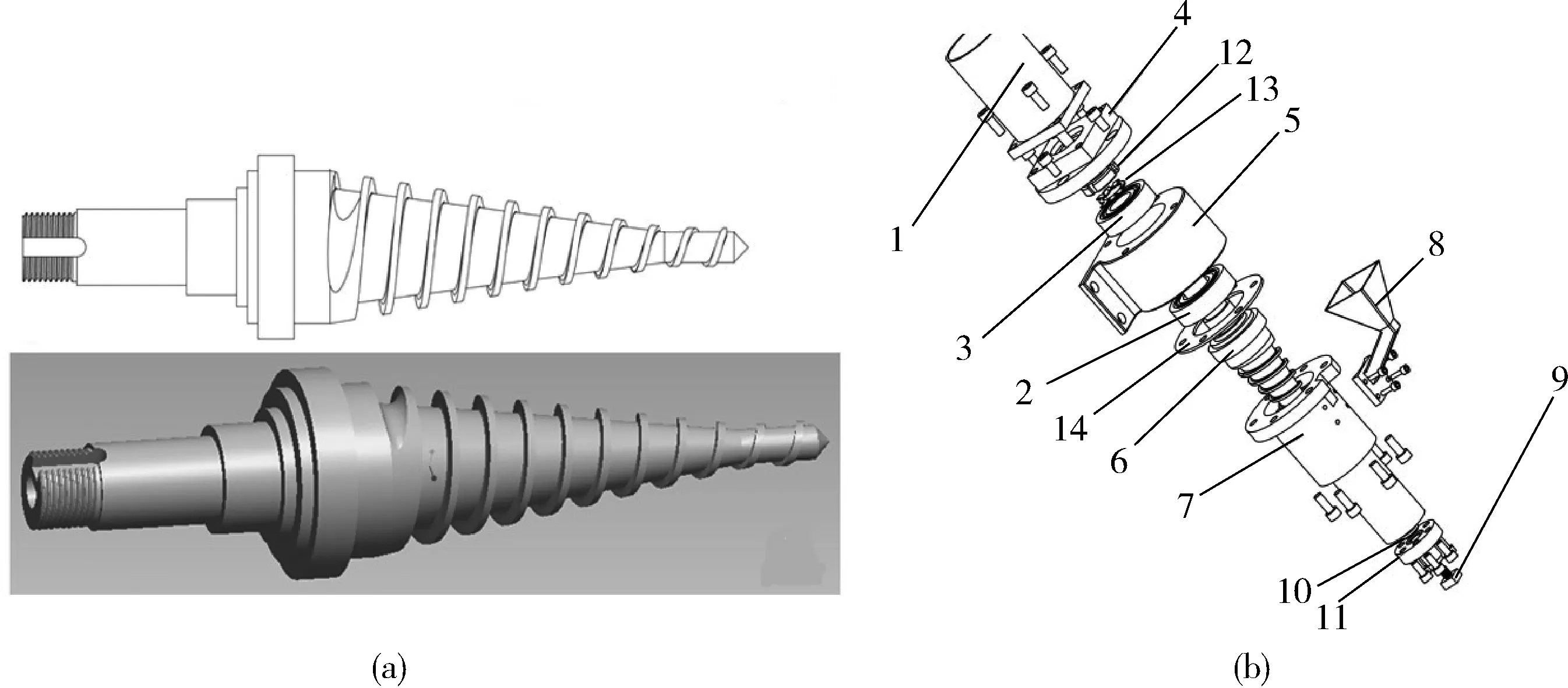
1—驅(qū)動(dòng)電機(jī) 2—前軸承 3—后軸承 4—軸承蓋 5—軸承座 6—錐形螺桿 7—機(jī)筒 8—料斗 9—熱熔噴頭 10—多孔板 11—連接器 12—圓螺母 13—圓螺母用墊片 14—隔熱片(a)錐形螺桿 (b)爆炸分解圖 圖1 錐形螺桿擠出單元Fig.1 Conical screw extrusion unit
1.1.2 基于錐形螺桿擠出單元的 FDM 3D打印機(jī)的研制[12-13]
最后,結(jié)合3D打印的控制系統(tǒng),開(kāi)發(fā)出了基于錐形螺桿擠出單元的FDM 3D打印機(jī),如圖2所示。該打印機(jī)中,錐形螺桿擠出單元固定不動(dòng),打印平臺(tái)作x/y/z軸運(yùn)動(dòng)。工作時(shí),待機(jī)筒溫度升至設(shè)定溫度后,啟動(dòng)電機(jī),電機(jī)帶動(dòng)減速器驅(qū)動(dòng)螺桿轉(zhuǎn)動(dòng);將塑料原料從機(jī)筒加料口加入,經(jīng)螺桿的旋轉(zhuǎn)推動(dòng)而向前輸送,并在受熱和剪切的作用下逐漸熔融,然后通過(guò)多孔板-噴嘴擠出;在材料擠出過(guò)程中,配合噴頭與打印平臺(tái)間的相對(duì)運(yùn)動(dòng),擠出后的絲條在打印平臺(tái)上以所需的截面形狀進(jìn)行堆疊成型,完成最終制件的打印。

1—錐形螺桿擠出設(shè)備 2—打印機(jī)框架 3—x軸運(yùn)動(dòng)機(jī)構(gòu) 4—打印平臺(tái) 5—y軸運(yùn)動(dòng)機(jī)構(gòu) 6—z軸支架 7—z軸絲桿 8—升降架 9—滑塊 10—z軸驅(qū)動(dòng)電機(jī) 11—打印制件(a)示意圖 (b)實(shí)物圖圖2 自制FDM 3D打印機(jī) Fig.2 Home-made FDM 3D printer
1.2 主要原料
PLA,4032D,熔融溫度160 ℃,密度1.24 g/cm3,美國(guó)Nature Works公司;
PE-HD,5000S,熔體質(zhì)量流動(dòng)速率0.91 g/10 min(220 ℃,10 kg),密度0.951 g/cm3,甘肅蘭州石化公司。
1.3 主要設(shè)備及儀器
微機(jī)控制電子萬(wàn)能試驗(yàn)機(jī),RGT-10,深圳市瑞格爾儀器有限公司;
掃描電子顯微鏡(SEM),S-450,日本日立公司。
1.4 樣品制備
使用自制FDM 3D打印機(jī)制備啞鈴型試樣,尺寸為80 mm×10 mm×3 mm,中間細(xì)處寬度為6 mm,擠出時(shí)機(jī)筒的加熱溫度為167~183 ℃。
1.5 性能測(cè)試與結(jié)構(gòu)表征
拉伸性能測(cè)試按照GB/T 1040.1—2006進(jìn)行,拉伸速率為20 mm/min;
SEM觀察時(shí)試樣表面噴金處理。
2 結(jié)果與討論
2.1 錐形螺桿擠出設(shè)備擠絲性能
實(shí)驗(yàn)選用材料性能不一的2種材料——PLA和PE-HD進(jìn)行擠絲性能研究。如表1所示為不同條件下擠出的絲條直徑,在實(shí)際打印過(guò)程中,2種材料都可順利且連續(xù)地出絲,絲條直徑均勻,但相對(duì)于噴嘴直徑,絲條直徑因擠出出口膨脹作用而有一定的脹大。對(duì)比b、d樣品可發(fā)現(xiàn),電機(jī)轉(zhuǎn)速一定時(shí),大直徑噴嘴擠出的絲條更粗,有更小的出口膨脹程度;而對(duì)比c、d樣品可發(fā)現(xiàn),兩者的直徑相差無(wú)幾。所以當(dāng)噴嘴直徑一致時(shí),電機(jī)轉(zhuǎn)速對(duì)擠出絲條的直徑影響并不大,只對(duì)出絲速度影響較大。在實(shí)際打印過(guò)程中,我們可以選用適用的噴嘴,通過(guò)調(diào)節(jié)電機(jī)轉(zhuǎn)速來(lái)控制打印速度,而不會(huì)影響出絲精度。
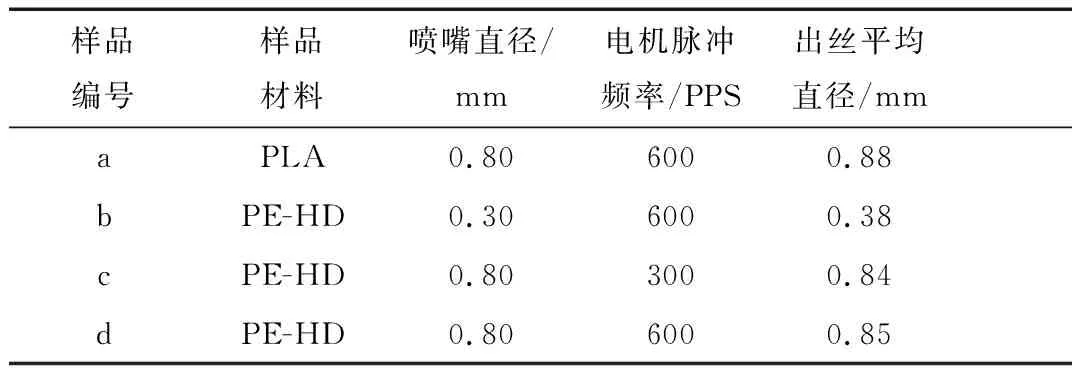
表1 不同條件下擠出的絲條直徑Tab.1 Diameter of the extruded filament under different conditions
2.2 電機(jī)脈沖頻率對(duì)制件性能的影響
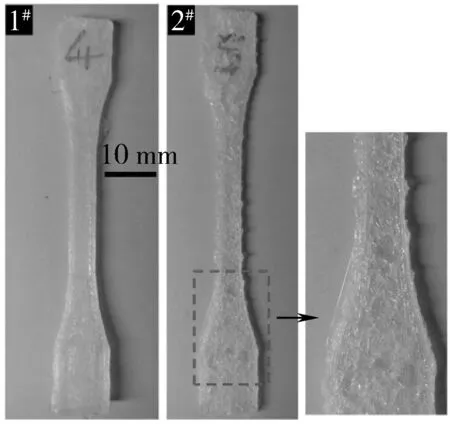
實(shí)驗(yàn)選用了PLA粒料作為打印材料,研究了不同打印工藝參數(shù)對(duì)制件打印性能的影響。圖3所示為其他條件一致時(shí),不同電機(jī)脈沖頻率的打印制件實(shí)物圖和拉伸強(qiáng)度,其中走絲間距為0.2 mm,層厚為0.1 mm,打印角度為0 °;2#樣品的電機(jī)脈沖頻率是1#樣品的1/2,從圖中可以看出,2種條件皆能較好地成型制件,但從各自制件邊緣的放大圖可以發(fā)現(xiàn),較小電機(jī)脈沖頻率值的2#樣品的邊緣精度更高,表面更平滑。由此可判斷過(guò)高的電機(jī)脈沖頻率,即過(guò)快的擠出速度,會(huì)嚴(yán)重降低制件精度,其原因是擠出速度和打印速度不匹配,導(dǎo)致打印時(shí)積料。從圖3(b)可以看出1#、2#這2種樣條的拉伸強(qiáng)度差距很小,2#樣品略高。
電機(jī)脈沖頻率:1#—600 2#—300(a)實(shí)物圖 (b)拉伸強(qiáng)度 圖3 不同電機(jī)脈沖頻率時(shí)的打印制件 Fig.3 Printing samples with different PPS
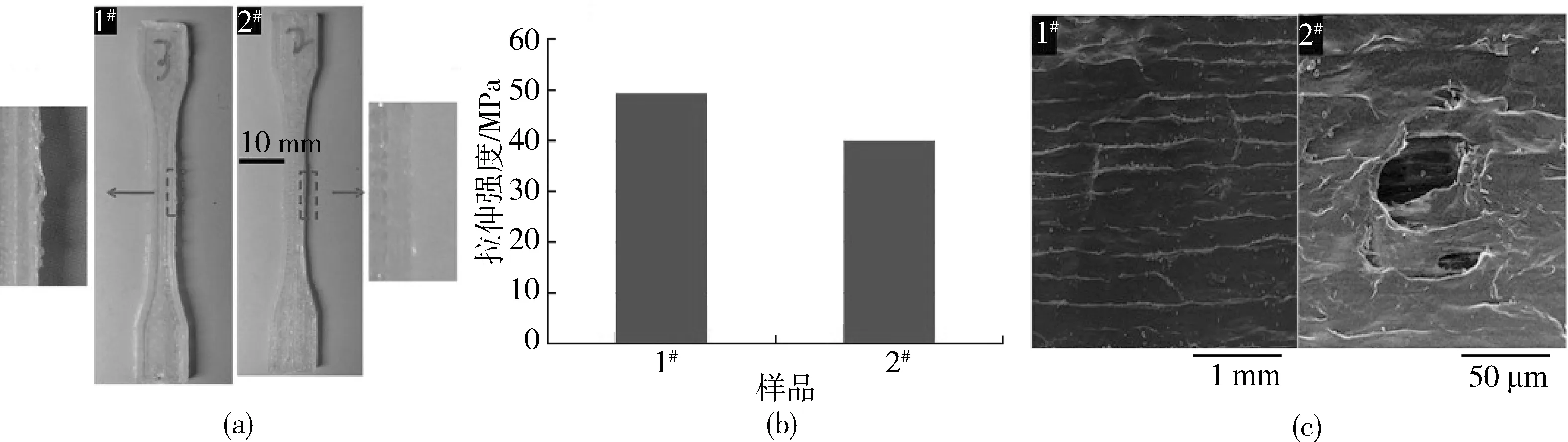
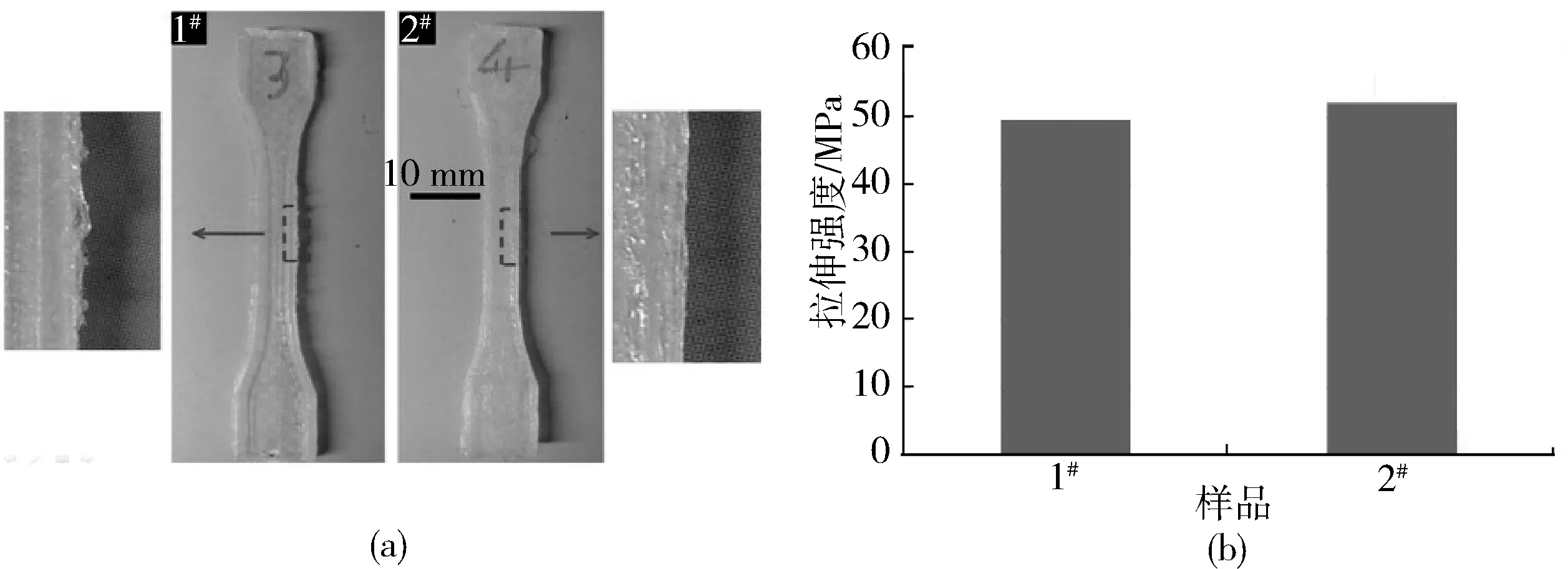
走絲間距/mm:1#—0.2 2#—0.5 (a)實(shí)物圖 (b)拉伸強(qiáng)度 (c)SEM照片圖4 不同走絲間距下的打印制件 Fig.4 Printing samples with different filament spacing
2.3 走絲間距對(duì)制件性能的影響
實(shí)驗(yàn)中通過(guò)控制其他條件不變(電機(jī)脈沖頻率為600 PPS,層厚為0.1 mm,打印角度為0 °),改變走絲間距參數(shù)值來(lái)研究走絲間距對(duì)自制FDM 3D打印機(jī)打印性能的影響。如圖4(a)所示,1#樣品走絲間距設(shè)置為0.2 mm,2#樣品走絲間距設(shè)置為0.5 mm。如前所述,1#樣品由于擠出速度和打印速度不匹配而導(dǎo)致積料,造成其表面精度差。2#樣品在1#樣品其他條件不變的情況下,增大了走絲間距。也就是說(shuō),在一層的打印平面內(nèi),減少了走絲的次數(shù),噴頭擠出的絲條有更多的空間進(jìn)行放置。結(jié)果表明,2#樣品制件的表面精度更好,邊緣更光滑,通過(guò)增大走絲間距來(lái)避免了積料的產(chǎn)生。圖4(b)對(duì)比了2個(gè)條件下所得制件的拉伸強(qiáng)度,可見(jiàn),較大走絲間距下的制件拉伸強(qiáng)度更低。原因是走絲間距增大,制件的填充密度就降低了,絲條與絲條間的空隙增加,影響力學(xué)性能。圖4(c)所示為不同走絲間距下打印制件的表面SEM照片,可以發(fā)現(xiàn)較大走絲間距的試樣有明顯的空隙,降低了制件的強(qiáng)度。
層厚/mm:1#—0.1 2#—0.2圖5 不同層厚下的打印制件 Fig.5 Printing samples with different layer thickness
2.4 層厚對(duì)制件質(zhì)量的影響
圖5為不同層厚條件下打印所得到的制件,電機(jī)脈沖頻率為300 PPS,走絲間距為0.2 mm,打印角度為0 °。顯而易見(jiàn),0.2 mm層厚的打印制件質(zhì)量相比0.1 mm層厚的制件質(zhì)量差很多,其表面粗糙,并且有很大的空洞,明顯供料不夠所致。對(duì)于2#制件來(lái)說(shuō),2倍層厚的設(shè)置會(huì)使制件最終的打印總層數(shù)減半,若供料量不變,則每一層的高度將會(huì)坍塌一半。此例中2#制件擠出速度并未與層厚的設(shè)置相匹配,每一層絲條堆疊的真實(shí)高度小于程序設(shè)置的層厚高度,如此越打印到后面的層數(shù),高度誤差累積越大,影響后續(xù)打印過(guò)程和精度,甚至難以成型。因此層厚的設(shè)置對(duì)制件最終的打印效果影響巨大,其應(yīng)與擠出速度和擠出絲條直徑等參數(shù)相匹配。
2.5 打印角度對(duì)制件性能的影響
打印角度是打印制件時(shí)的走絲路徑角度,由于軟件的設(shè)置,打印路徑總是相鄰兩層相互垂直以獲得最佳堆疊效果。所以打印角度為 0 °即為水平與垂直兩個(gè)方向交叉堆疊,打印角度為45 °即為斜45 °網(wǎng)格狀交叉堆疊,正如圖6(a)所示意。打印時(shí)電機(jī)脈沖頻率為300 PPS,走絲間距為0.2 mm,層厚為0.1 mm。可見(jiàn),2種打印角度的制件打印精度和表面質(zhì)量都較好,并無(wú)明顯的差別。圖6(b)是4 5°打印角度的打印表面SEM圖片,清晰地顯示了它打印時(shí)的走絲路徑。對(duì)比力學(xué)性能結(jié)果[圖6(c)],兩者的拉伸強(qiáng)度幾近一樣,說(shuō)明0 °角和45 °角打印效果比較一致,當(dāng)然,這并不能說(shuō)明打印角度對(duì)打印制件性能無(wú)甚影響,深入研究還需更多的實(shí)驗(yàn)設(shè)計(jì)。

打印角度/(°):1#—0 2#—45 (a)實(shí)物圖 (b)打印角度為45°的制件的SEM照片 (c)拉伸強(qiáng)度圖6 不同打印角度下的打印制件 Fig.6 Printing samples with different printing angle
3 結(jié)論
(1)針對(duì)于現(xiàn)有FDM打印技術(shù)的不足,本文創(chuàng)新性地研制了一種新型桌面式FDM打印機(jī),其核心部件是錐形螺桿擠出單元,該設(shè)備采用打印平臺(tái)做x/y/z軸運(yùn)動(dòng)的運(yùn)動(dòng)方式;
(2)對(duì)其擠絲性能、各種參數(shù)對(duì)打印制件性能的影響進(jìn)行研究的結(jié)果表明,該打印機(jī)的打印性能良好,出絲速度可通過(guò)調(diào)節(jié)電機(jī)轉(zhuǎn)速來(lái)相應(yīng)調(diào)節(jié),并且不會(huì)影響出絲直徑的精度;
(3)合適的電機(jī)脈沖頻率、走絲間距、層厚等工藝參數(shù)可以使打印制件獲得較好的表觀質(zhì)量和強(qiáng)度,而較大的走絲間距由于降低了制件的填充密度使制件的拉伸強(qiáng)度下降了約20%;實(shí)際打印過(guò)程中,應(yīng)調(diào)節(jié)好各參數(shù),使出絲速度與打印速度相匹配,避免積料等現(xiàn)象,以獲得最佳的打印效果。
致謝
本課題由國(guó)家自然科學(xué)基金(51433006)、四川省科技計(jì)劃項(xiàng)目(2017JY0069)、大連理工大學(xué)精密與特種加工教育部重點(diǎn)實(shí)驗(yàn)室開(kāi)放課題(JMTZ201702)聯(lián)合資助完成,特此感謝。
