小型化快響應(yīng)閥門裝配工藝研究
2019-01-18 10:47:26袁曉東馬瑞利
火箭推進(jìn) 2018年6期
關(guān)鍵詞:閥門
劉 翔,袁曉東,劉 英,馬瑞利
(西安航天發(fā)動機(jī)有限公司,陜西 西安 710100)
0 引言
小型化快響應(yīng)閥門具有響應(yīng)時間快,流量控制精確,質(zhì)量和體積小等特點(diǎn),但該類閥門零件特征尺寸較常規(guī)閥門大幅減小(多數(shù)零件的特征尺寸介于Φ2×15 mm與Φ15×30 mm之間),因此加工中尺寸及形位公差難以控制,零件加工后尺寸偏差和形位公差增大,且裝配時小型零件不易裝配到位,會出現(xiàn)定位偏差增大的情況,當(dāng)機(jī)加與裝配的偏差累計過大時會導(dǎo)致閥門性能不滿足設(shè)計要求的情況。要加工、裝配出滿足設(shè)計要求的閥門,需在平面尺寸鏈的基礎(chǔ)上結(jié)合零件形位公差,構(gòu)建三維裝配尺寸鏈[5],然后定位偏差產(chǎn)生環(huán)節(jié),并制定合理的加工和裝配方案。
1 裝配尺寸鏈模型理論分析
裝配尺寸鏈可直觀體現(xiàn)閥門裝配結(jié)構(gòu),其建立方法是先將各零件用空間向量代替,然后將空間向量依次連接,形成的封閉矢量環(huán)即為裝配尺寸鏈模型。現(xiàn)以3個空間向量構(gòu)成的空間尺寸鏈為例進(jìn)行尺寸鏈分析說明,如圖1所示,尺寸鏈的組成環(huán)大于3時分析方法一致。尺寸鏈中單一組成環(huán)AB,如圖2所示。

圖1 三維尺寸鏈Fig. 1 Three-dimensional dimension chain

圖2 單一零件空間表達(dá)Fig. 2 Three-dimensional representation of single component
AB的空間表達(dá),如式(1)所示:
AB=(|AB|sinαcosβ|AB|sinαsinβ|AB|cosα)
(1)
式中:|AB|為零件的基本尺寸;α為零件與Z軸的夾角;β為零件在XOY平面內(nèi)投影與X軸的夾角。以上參數(shù)可通過藍(lán)圖獲得。同理,其余向量的空間表達(dá)可通過同樣方法計算得到,但需要注意建立坐標(biāo)系之間的轉(zhuǎn)化關(guān)系。
明確所有零件轉(zhuǎn)化所得的空間向量的表達(dá)式后,能夠計算封閉環(huán)AC的表達(dá)式,如式(2)所示。
AC=AB+BC
(2)
其中
BC=(|BC|sinαBCcosβBC|BC|sinαBCsinβBC|BC|
cosαBC)
式(2)結(jié)果為封閉環(huán)的理論表達(dá)形式,因零件加工和裝配中均存在誤差,所以需對式(2)進(jìn)行修正。將其中參數(shù)|AB|,|BC|,α和β修改為|AB|+Δ|AB|,|BC|+Δ|BC|,α+Δα和β+Δβ,并帶入式(2),可得實(shí)際封閉環(huán)的空間表達(dá)式CA’,如式(3)所示。
CA′=(|AB|+Δ|AB||BC|+Δ|BC|)
(3)
理論封閉環(huán)和實(shí)際封閉環(huán)矢量差ΔCA即為封閉環(huán)的偏差,如式(4)所示。
ΔCA=CA’-CA=U·V
(4)
其中

U=(ΔαABΔβABΔαBCΔβBCΔ|AB|Δ|BC|)
由式(4)可知,封閉環(huán)偏差ΔCA由矩陣U和V構(gòu)成,矩陣U是偏差源矩陣,其中元素是對封閉環(huán)偏差產(chǎn)生影響的因素;矩陣V是偏差敏感矩陣,其中元素表示相應(yīng)偏差源的敏感程度。結(jié)合藍(lán)圖尺寸與形位公差數(shù)據(jù)可對偏差敏感矩陣V中各元素進(jìn)行數(shù)值計算,敏感度大的偏差源對應(yīng)的零件即為需在機(jī)加和裝配中進(jìn)行工藝控制的環(huán)節(jié)。
2 裝配工藝分析
2.1 裝配尺寸鏈建模與分析
具有代表性的小型化快響應(yīng)閥門結(jié)構(gòu)如圖3所示。
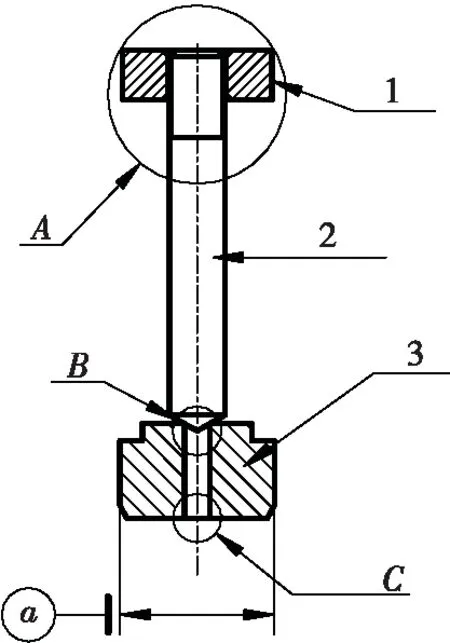
1-螺母;2-閥桿;3-閥座 圖3 閥門密封結(jié)構(gòu)Fig. 3 Valve seal structure
此時閥桿(序號2)與閥座(序號3)接觸保持關(guān)閉密封狀態(tài),閥門開啟時閥桿與閥座分離,液體通過閥門進(jìn)入下級。使用第1節(jié)裝配尺寸鏈建模與分析理論對該結(jié)構(gòu)進(jìn)行分析,選取A,B和C三點(diǎn)作為裝配點(diǎn),再將閥桿、閥座使用空間矢量表示,依次連接空間向量后,形成空間裝配尺寸鏈,如圖4所示。
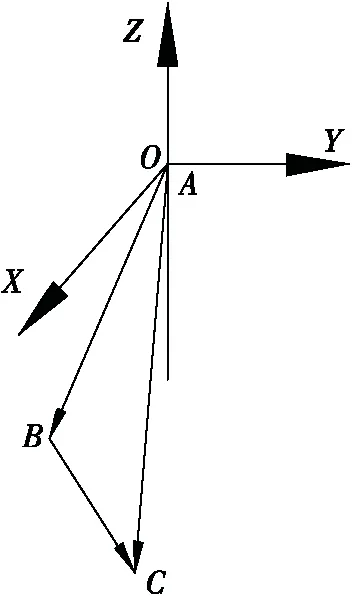
圖4 閥門裝配尺寸鏈Fig. 4 Assembling dimension chain of valve
其中AB為閥桿簡化向量,BC為閥座簡化向量,連接兩處向量形成封閉空間尺寸鏈,其中自然形成的向量AC為封閉環(huán)。
圖4中構(gòu)成偏差矢量表達(dá)ΔCA的U和V矩陣可由第1節(jié)分析的計算公式得到,如式(5)所示。
U=(Δα1Δβ1Δα2Δβ2Δ|AB|Δ|BC|)
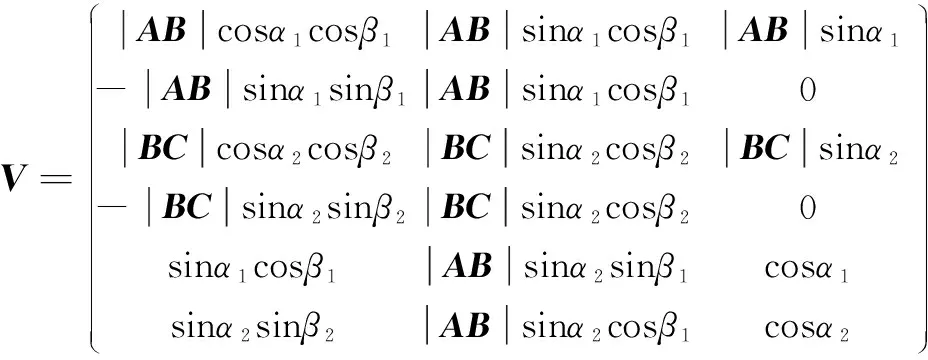
V=ABcosα1cosβ1ABsinα1cosβ1ABsinα1-ABsinα1sinβ1ABsinα1cosβ10BCcosα2cosβ2BCsinα2cosβ2BCsinα2-BCsinα2sinβ2BCsinα2cosβ20sinα1cosβ1ABsinα2sinβ1cosα1sinα2sinβ2ABsinα2cosβ1cosα2
(5)
式中參數(shù)意義及數(shù)值如表1所示。

表1 封閉環(huán)偏差矢量表達(dá)式參數(shù)意義及數(shù)值
使用表1中各變量數(shù)值進(jìn)行計算,可得到計算結(jié)果如式(6)所示。

(6)
分析偏差影響矩陣V的計算結(jié)果可知,敏感度較大的兩處為13.9和2.3,在偏差源矩陣中與以上兩處敏感度對應(yīng)的偏差源為Δα1和Δα2,即裝配后閥桿相對于公共軸線a(圖3所示)的同軸度及閥座上平面相對于軸線a(圖3所示)的垂直度,因此需在裝配過程中對閥桿和閥座的加工和裝配環(huán)節(jié)進(jìn)行控制。
2.2 重要密封面有限元分析
閥桿和閥座的加工尺寸、形位公差以及裝配偏差均對閥門性能產(chǎn)生影響。裝配后閥桿和閥座位于閥體內(nèi)部,其密封狀態(tài)可使用有限元分析軟件進(jìn)行模擬,直觀得到正常密封及偏差較大非密封狀態(tài)下閥座的密封銳邊應(yīng)變情況。
圖5所示為閥桿同軸度與閥座垂直度滿足設(shè)計要求時密封面受應(yīng)力模擬結(jié)果,其中圖5(a)為完整“閥桿—閥座”密封副顯示狀態(tài),圖5(b)為僅顯示閥座密封面受應(yīng)力模擬結(jié)果。由圖5(b)可知,閥座上端密封銳邊應(yīng)變完整、均勻,選取銳邊上4點(diǎn)讀取應(yīng)變值如表2所示,其應(yīng)變值均勻,表明閥桿密封錐面與閥座密封銳邊能夠完全接觸并產(chǎn)生均勻擠壓,該狀態(tài)下閥門密封性能良好。

圖5 閥桿與閥座垂直度良好模擬結(jié)果Fig.5 Simulation results of valve spool and valve seat with good perpendicularity
圖6所示為閥桿同軸度與閥座垂直度超差時密封面受應(yīng)力模擬結(jié)果,其中圖6(a)為完整“閥桿—閥座”密封副顯示狀態(tài),圖6(b)為僅顯示閥座密封面受應(yīng)力模擬結(jié)果。由圖6(b)可知,閥座裝配后閥座上端面密封銳邊的所受應(yīng)變不均勻,表明閥桿密封錐面與閥座密封銳邊無法完全接觸并產(chǎn)生均勻擠壓,該狀態(tài)下閥門密封性無法保證。

圖6 閥桿與閥座垂直度偏差較大的模擬結(jié)果Fig. 6 Simulation results of valve spool and valve seat with poor perpendicularity

密封狀態(tài)選取點(diǎn)編號應(yīng)變σ/MPa應(yīng)變方差S圖5(b)11.2×10-221.02×10-230.8×10-241.3×10-20.38×10-3圖6(b)19.7×10-322.43×10-331×10-347.3×10-37.17×10-2
3 零件加工及裝配工藝設(shè)計
對閥座、閥桿的加工進(jìn)行工藝設(shè)計,閥座加工中,其外形包含的外圓、內(nèi)孔等特征需在一次裝夾中加工完成,加工完成后對密封銳邊使用20~40倍顯微鏡進(jìn)行觀察,要求密封銳邊完整無缺口。閥桿屬細(xì)長桿類零件,長徑比為接近10,加工應(yīng)力對該零件圓柱度影響較大,因此粗加工后先進(jìn)行放置后再進(jìn)行精加工。
閥門裝配中也應(yīng)對閥桿和閥芯的裝配過程進(jìn)行工藝設(shè)計,保證閥桿裝配后與公共軸線a(圖3所示)具有良好的同軸度,保證閥座裝配后密封端面相對于公共軸線a(圖3所示)具有良好的垂直度。閥門裝配結(jié)構(gòu)設(shè)計的裝配流程如圖7所示。

圖7 小型化快響應(yīng)電磁閥裝配流程圖Fig. 7 Assembly flow chart of miniaturized quick response solenoid valve
該裝配流程中閥桿裝配前密封元件、螺母、頂桿已完成裝配,以上三處零件對閥桿起定位作用,后續(xù)壓套、螺母起壓緊、固定閥桿位作用,因此閥桿裝配后易與公共軸線A保持較好的同軸度。閥座裝配環(huán)節(jié)位于閥門裝配流程的第2步,閥座裝配前,閥體內(nèi)部僅安裝有兩處密封元件,其余零件均未裝配,如圖8所示。

圖8 閥座裝配圖Fig. 8 Assembling diagram of valve seat
閥座安裝至閥體底部時需經(jīng)過兩處密封元件,所受摩擦力較大,且無可用于定位的零件,裝配過程需在閥座上端持續(xù)施加較大軸向力才可完成裝配。為保證閥座的可靠裝配,設(shè)計了專用壓桿對閥座進(jìn)行裝配,如圖9所示,裝配時先將閥座預(yù)裝至圖8狀態(tài)后,使用閥座壓桿將閥座垂直按壓至閥體底部。

圖9 閥座壓桿使用示意圖Fig. 9 Schematic diagram of valve seat with pressing bar
該裝配過程閥座受到軸向定位,易通過密封元件安裝至閥體底面,安裝后可保證上端面與公共軸線垂直度在技術(shù)要求范圍內(nèi),且密封銳邊不受損壞。
4 零件加工及裝配結(jié)果評價
對新制的閥座、閥桿的形位公差進(jìn)行檢測,結(jié)果如表3所示。

表3 零件形位公差表
使用新制的閥桿、閥座按照圖7所示的裝配流程進(jìn)行閥門裝配,其中閥座裝配后采用20~40倍顯微鏡進(jìn)行觀察密封棱邊,密封棱邊清晰、完整、無缺口,未進(jìn)行裝配工藝設(shè)計時閥座裝配后密封棱邊存在損傷、缺口。
閥門裝配后閥桿與閥座處的密封性如表4所示。

表4 閥座與閥桿密封性
由上述測量、試驗(yàn)結(jié)果可知,通過理論分析及根據(jù)理論分析專門進(jìn)行的工藝設(shè)計能夠?qū)﹂y門零件生產(chǎn)、閥門裝配進(jìn)行指導(dǎo),并且能夠提高閥門裝配后性能。
5 結(jié)論
小型化快響應(yīng)閥門的內(nèi)部結(jié)構(gòu)緊湊,零件特征尺寸較小,加工偏差和裝配偏差累計過大時會導(dǎo)致閥門出現(xiàn)不滿足設(shè)計要求的情況。對于以上情況,首先將閥門裝配結(jié)構(gòu)轉(zhuǎn)化為裝配尺寸鏈模型,然后分析得到封閉環(huán)偏差源及其影響矩陣,使用藍(lán)圖尺寸計算封閉環(huán)偏差敏感度,針對敏感度較大的偏差源,需對相應(yīng)零件的加工和裝配過程進(jìn)行工藝規(guī)劃。使用該方法對某典型小型化快響應(yīng)電磁閥的加工和裝配過程制定了合理的工藝規(guī)劃,滿足了精微閥門的性能要求。
猜你喜歡
流程工業(yè)(2022年3期)2022-06-23 09:41:10
流程工業(yè)(2022年3期)2022-06-23 09:41:08
流程工業(yè)(2022年3期)2022-06-23 09:41:02
流程工業(yè)(2022年3期)2022-06-23 09:40:50
流程工業(yè)(2022年5期)2022-06-23 07:19:22
流程工業(yè)(2022年5期)2022-06-23 07:19:16
中國核電(2021年3期)2021-08-13 08:57:02
中國石油石化(2021年8期)2021-07-20 07:36:12
煤氣與熱力(2021年3期)2021-06-09 06:16:18
智富時代(2018年5期)2018-07-18 17:52:04