汽車總裝整體式自動合裝工藝規(guī)劃要點*
2019-01-11 04:59:30嚴(yán)星楊建許寶強萬小飛裴瀟楊
汽車工程師 2018年12期
關(guān)鍵詞:工藝
嚴(yán)星 楊建 許寶強 萬小飛 裴瀟楊
(廣州汽車集團汽車研究院)
在能源革命、智能革命和第四次工業(yè)革命浪潮的推動下,消費者對汽車共享化、個性化的需求越來越高,汽車制造業(yè)迎來前所未有的顛覆性變革。面對這一重大機遇和挑戰(zhàn),汽車總裝車間需提升柔性化、自動化共線混流生產(chǎn)水平,優(yōu)質(zhì)快速滿足市場需求。相對于分體式人工輔助合裝,整體式自動合裝工藝在自動化、人力節(jié)省、效率提升、擰緊質(zhì)量保證上有較大優(yōu)勢,應(yīng)用越來越廣泛。基于此,某乘用車工廠實施了整體式自動合裝工藝,經(jīng)過驗證,達(dá)到了預(yù)期的規(guī)劃效果。文章介紹了該工藝的關(guān)鍵組成要素,以及實現(xiàn)自動化合裝的重點工藝方法。
1 整體式自動合裝工藝整體介紹
圖1示出整體式半自動合裝工藝,其將前懸、排氣、油箱、后懸等分總成集成在托盤上,通過自動導(dǎo)引臺車(AGV)或舉升機,一次舉升完成與車身合裝。由于AGV式合裝多采用連續(xù)式合裝,受限于自身結(jié)構(gòu),難以實現(xiàn)前后減振器自動對位以及和自動擰緊機構(gòu)對接。

圖1 整體式半自動合裝工藝
圖2示出整體式自動合裝工藝。剪式舉升機舉升整體式底盤與車身合車,前后減振器通過輔助扶正機構(gòu)與車身自動對位,對整個產(chǎn)品平臺化及系統(tǒng)精度要求高,設(shè)備投資相對較大。

圖2 整體式自動合裝工藝
2 整體式自動合車組成要素
2.1 平面布置
合裝輸送系統(tǒng)由合裝托盤輸送線、底盤1線及兩端移載機構(gòu)形成的口字型機構(gòu)組成,如圖3所示。整個合裝系統(tǒng)要對接的輔助分裝區(qū)很多,需統(tǒng)籌考慮平面布置和物流。以燃油車型為例,對接的主要分裝線包括前副車架、動力總成、前懸、后懸分裝線;對接的主要助力設(shè)備包括前懸、后懸上線助力設(shè)備;集成的主要模塊包括燃油模塊(油箱、油管)、制動模塊(制動管)、冷卻模塊(散熱器、中冷器)及排氣模塊(排氣管、隔熱罩)[1]。

圖3 整體式自動合裝系統(tǒng)工藝布局簡圖
2.2 合裝系統(tǒng)輸送線
合裝托盤的主要輸送形式,如圖4所示。鏈床式托盤分裝線不需要在地面上挖基坑,其噪聲低、柔性好,得到越來越廣泛的應(yīng)用。底盤1線采用帶動力式鏈床、滾床或吊具驅(qū)動無動力式滾床。
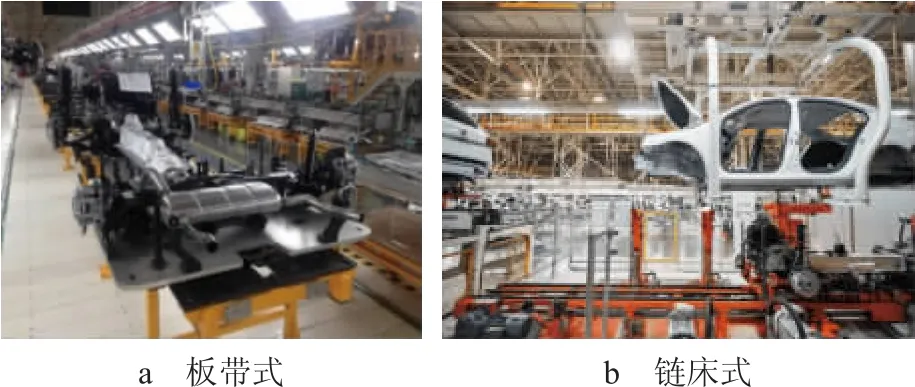
圖4 整體式自動合裝系統(tǒng)合裝托盤輸送形式
2.3 合裝托盤
合裝托盤由主框架、前托盤、中托盤及后托盤四大模塊構(gòu)成,以燃油車型為例,如圖5所示。動力子托盤作為前托盤組件,各子托盤與主框架之間以及動力子托盤與前托盤之間均需采用銷孔快換機構(gòu),實現(xiàn)快速分離和合并,根據(jù)產(chǎn)品平臺的不同,以類似搭積木的形式進(jìn)行切換。為適應(yīng)多平臺柔性化混流生產(chǎn),合裝托盤主要具有以下3個功能:1)滿足底盤件分裝上件的要求;2)承載底盤件并輸送到合車工位;3)設(shè)置合裝定位系統(tǒng)接口[2]。
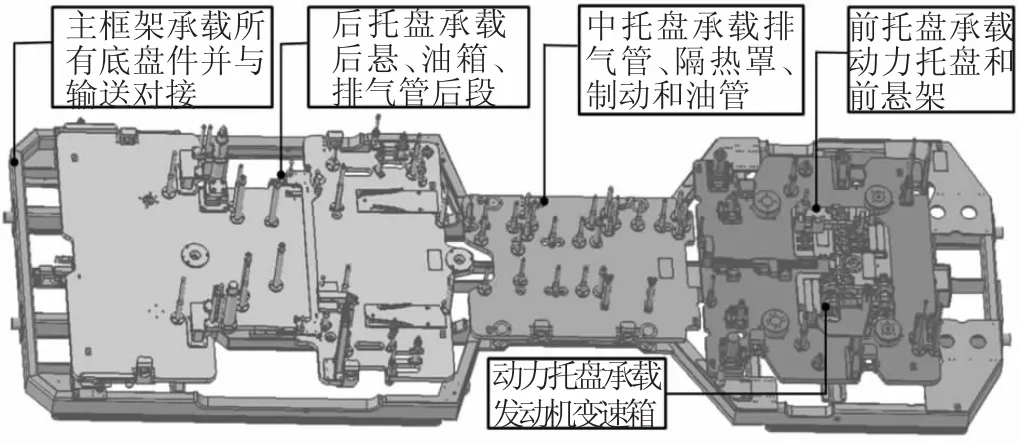
圖5 燃油車型合裝托盤主要組件和功能
2.4 合裝托盤的平臺化和托盤庫
當(dāng)多平臺混流生產(chǎn),產(chǎn)品間出現(xiàn)差異時,托盤設(shè)計優(yōu)選直接避讓式和滑移式,無法避讓時需切換托盤,由于子托盤的數(shù)量較多,托盤庫區(qū)占地面積較大,一般建在車間2層平臺上。受2層平臺容量限制,托盤質(zhì)量較重,鋼結(jié)構(gòu)作業(yè)量大,成本較高。整體式自動合裝適用于平臺化較好、銷量相對較高的車企。合裝托盤對產(chǎn)品排產(chǎn)影響較大,產(chǎn)品規(guī)劃、排產(chǎn)團隊要和工廠規(guī)劃部門提前溝通,確認(rèn)合理的托盤庫的總?cè)萘亢透髯油斜P的比例。
2.5 合車站
車身和底盤到達(dá)合車站后,地面定位銷對吊具進(jìn)行定位,合裝臺上的定位銷對托盤進(jìn)行定位,從而間接保證車身和底盤的初步相對位置。托盤和吊具在Z向相對運動過程中,托盤上定位銷進(jìn)入車身完成車身與底盤的精定位。圖6示出合車站Z向合車的2種主流結(jié)構(gòu),圖6a中剪式升降機Z向運動舉升托盤,吊具不動;圖6b中可升降吊具下降,托盤位置保持不動[3]。

圖6 合車站Z向合車的2種主流結(jié)構(gòu)
2.6 影響自動合車的關(guān)鍵因素
合車系統(tǒng)尺寸鏈很長,層級較多,任何一個子系統(tǒng)精度超差,都將會嚴(yán)重影響合車成功率。
2.6.1 合車站系統(tǒng)精度
對于托盤的加工精度,焊接主框架時需用焊接夾具夾緊,焊接完成后去應(yīng)力退火并進(jìn)行整體噴砂處理,再進(jìn)行矯形和整體加工。分托盤的表面平面度需控制在±0.2 mm之內(nèi)。托盤裝配后的整體精度需要控制在±0.35 mm之內(nèi),部分關(guān)鍵銷的精度需要控制在±0.15 mm之內(nèi)。各托盤需逐個進(jìn)行三坐標(biāo)檢測。
吊具定位銷、托盤和舉升機定位銷、中心線之間相對位置也需要三坐標(biāo)校核。
當(dāng)各子系統(tǒng)精度非常高、一致性好,合車時可直接用剛性銷導(dǎo)正配合,少數(shù)優(yōu)秀主機廠可以實現(xiàn)。為了提升合裝成功率,多數(shù)主機廠在托盤上設(shè)計“搖籃式”浮動機構(gòu),分為3種:1)子托盤浮動式:各子托盤相對主框架XY向浮動約±5 mm;2)子托盤大底板浮動式:各子托盤下層增加1層整體式底板,相對于底框架浮動;3)主框架浮動式:托盤主框架相對于合車舉升臺浮動。
2.6.2 車身保持工藝
圖7示出整車式自動合裝系統(tǒng)車身保持工藝。合裝系統(tǒng)需克服懸架彈性減振元件的彈力,保持合車時車身與底盤在設(shè)計狀態(tài)下擰緊。部分車型在無彈簧情況下合車,待合車托盤與車身分離后再投入彈簧;也有部分車型采用分裝時輔助夾具直接壓縮彈簧的方式,合車擰緊后撤掉夾具。圖7a示出某主機廠合車時壓后防撞梁式,在合車線上從側(cè)面用掛鉤掛住后縱臂;圖7b示出某主機廠壓吊具式,該方式中吊具提前鎖緊車身,合車時用輔助機構(gòu)壓住吊具,使用合裝線上的托盤鎖住吊具。
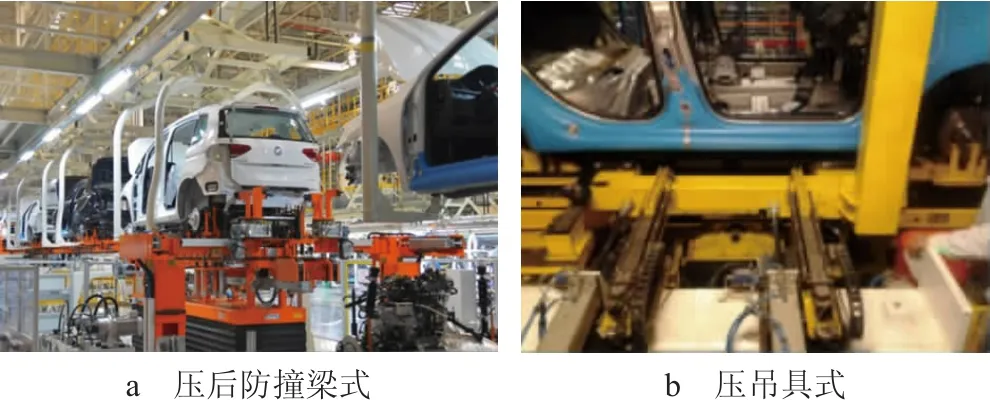
圖7 整體式自動合裝系統(tǒng)車身保持工藝
2.6.3 前后減振扶正工藝
前后減振扶正工藝的目的是控制好前后減振器和車身孔的相對位置,便于合車時對孔,其分為固定式和動態(tài)伺服式。固定式是指在托盤上用固定式夾具控制好前后減振器位置;動態(tài)伺服式是指在合車工位加動態(tài)伺服機構(gòu)扶正前后減振器。
3 合裝自動擰緊工藝
合車站完成車身與底盤“合”后,進(jìn)入“裝”的部分。普通燃油車型平均有35個點用來連接車身和底盤,且這些點大多數(shù)是大扭矩A類擰緊點,對產(chǎn)品性能有重大影響。自動擰緊工藝是由伺服機構(gòu)帶動擰緊槍,自動完成螺栓的擰緊,其對系統(tǒng)精度要求高,投資大。
3.1 三軸伺服分體式移動擰緊臺
圖8示出某主機廠的三軸分體擰緊臺。擰緊臺大底座可以沿X軸伺服移動,擰緊槍子底座沿Y軸伺服移動,擰緊槍沿Z軸上升擰緊。螺栓先預(yù)緊或放在分裝區(qū)聯(lián)系桿上,擰緊槍直接擰緊聯(lián)系桿。按節(jié)拍不同,一把擰緊槍可以擰緊2~6顆螺栓。該擰緊臺柔性化程度較高,設(shè)備投入相對較少。

圖8 某主機廠的三軸分體擰緊臺
3.2 三軸伺服整體式擰緊臺
圖9示出某主機廠的整體式擰緊臺。擰緊槍布置在前、后2個或前、中、后3個擰緊臺上,沿Y向移出,人工擺放好螺栓,擰緊臺沿Y向進(jìn)入擰緊位置,Z向上升擰緊。同平臺車型擰緊臺可以沿X軸移動。

圖9 某主機廠的整體式擰緊臺
3.3 機械手?jǐn)Q緊
節(jié)拍較低、車型較單一的豪華品牌汽車工廠已開始使用機械手?jǐn)Q緊或協(xié)作式機器人擰緊的合裝擰緊工藝,如圖10和圖11所示。隨著機械手能力提升、成本下降,該工藝將在合裝擰緊上得到越來越廣泛的應(yīng)用。

圖10 某主機廠整車合裝機械手?jǐn)Q緊工藝

圖11 某主機廠整車合裝協(xié)作機器人擰緊工藝
4 結(jié)論
汽車工廠正朝著平臺化、智能化、柔性化、模塊化、定制化、自動化及遠(yuǎn)程維護(hù)化的“七化”方向發(fā)展,汽車制造工藝也已進(jìn)入到福特流水線、豐田精益生產(chǎn)后的第三次大變革時代,工藝技術(shù)革新日新月異。整體式自動合裝工藝有利于提升總裝車間的柔性化、自動化程度和裝配效率,但其技術(shù)子課題多且復(fù)雜、挑戰(zhàn)性大,對其進(jìn)行深度研究為實現(xiàn)汽車總裝生產(chǎn)流程更加科學(xué)、高效,加速實現(xiàn)工廠“七化”,以及推進(jìn)工業(yè)4.0打下堅實基礎(chǔ),對于提升企業(yè)競爭力具有重要意義。
猜你喜歡
中國特種設(shè)備安全(2022年5期)2022-08-26 09:19:32
礦產(chǎn)綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
世界農(nóng)藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業(yè)技術(shù)(2016年15期)2016-12-01 05:30:59
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52