FIDIA雙計數位置反饋系統調試方法
2019-01-10 08:01:08昌河飛機工業集團有限責任公司江西景德鎮333002林超青
金屬加工(冷加工) 2018年12期
關鍵詞:調試
■昌河飛機工業(集團)有限責任公司 (江西景德鎮 333002) 林超青
1.機床在安裝調試中出現的故障現象
一臺FIDIA 2212龍門機床在完成機械安裝后進行電氣測試,發現機床無法上電,并出現以下報警:XG GANTRY LOOP ERROR(50169)> 2ND tolerance(5000),在進行初始化并將龍門同步設置好后,可以上電,但是無法移動機床,移動機床就急停,并出現上述報警。
2.機床無法上電原因分析
該機床采用位置測量反饋的雙計數系統,但是上電沒有按位置測量反饋的雙計數系統進行參數設置和調試,導致機床報警。
機床的位置數值(計數)同時采用電動機編碼器和光柵尺兩種反饋計數方式,叫雙計數系統。這種計數方式一般用于以下幾種情況:①必須比較電動機編碼器與光柵尺的位置,以檢測可能存在的位置誤差。②在機床上電回零前,數控系統讀取電動機編碼器位置;回零后數控系統讀取光柵尺位置。
在FIDIA系統中,兩者的偏差在參數AXSCNTDIF中顯示。在FIDIA系統中,帶ENDAT編碼器的叫做ENDAT雙計數系統。
3.系統雙計數機床的調試
機床采用雙計數反饋系統電動機編碼器采用的是ENDAT編碼器(即絕對位置編碼),光柵尺采用的是帶距離編碼的光柵尺,調試這種機床的時候要遵循相應的規則,否則機床將無法上電運行。
調試ENDAT雙計數系統的步驟如下所述。
(1)開機,進入FIDIA系統,不要打開急停上電。
(2)把ENDAT軸改為半閉環的步驟。
(3)在BRUCO中把feedback由0改為1。
(4)在FDD CNC.INI文件中把參數FDUABSOTHER參數改為OF。

圖1
(5)在INIPAR.SET文件中將參數AXSCNT2改為OF。
(6)打開SERVICE界面,進入MAINT PARAMETER界面中的MAINT GANTRY,打開MAINT GANTRY,觀察以下中XM和XG的數值差別,并把差值在INIPAR.SET文件中的AXVENDATZPR XG進行修改(加減差值),保存并進行初始化,使差值小于0.02mm,如圖1、圖2所示。如果差值過大,機床(系統)將無法上電。
(7)在上電前首先將AXVENDATZPR中XM、XG的差值變小到要求范圍內容,此時步驟就是讓機床在半閉環時龍門同步。
(8)機械調整X、Y軸的垂直度并檢查,如果誤差較大,松開所有滑塊螺栓。將AXGOPEN XG設置成ON,使龍門開環,這時移動X軸,只有XG軸移動。通過移動單邊龍門調整X、Y軸的垂直。垂直調好后,急停,將所有滑塊螺栓擰緊。
急停狀態下,將AXGOPEN XG參數改回OF,這時可以看到ERRGANTRY里的誤差值。通過修改AXVENDATZPR使龍門誤差為0,之后上電移動X軸,看兩邊電動機電流是否相差較大,如果電流相差較大(10%以上),需要調整電動機與齒條的間隙。調整完成后即可改為全閉環,調整光柵尺回零預設值。
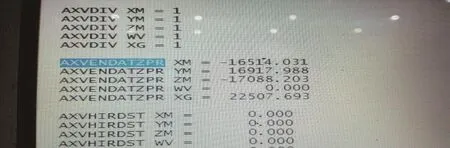
圖2
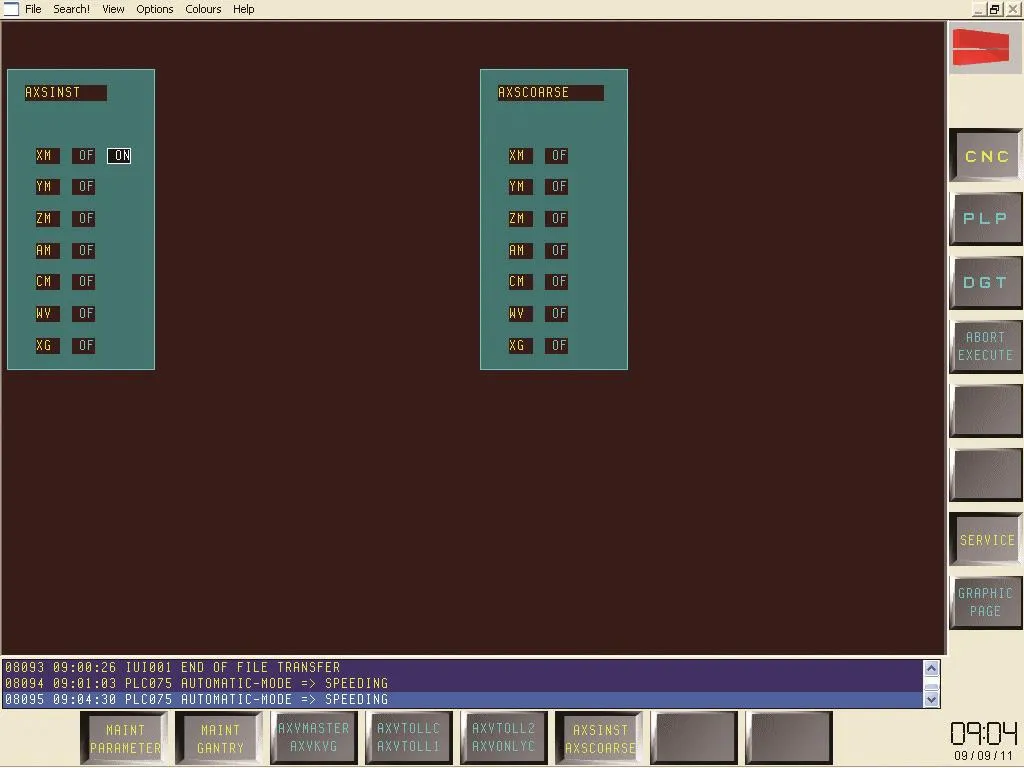
圖3
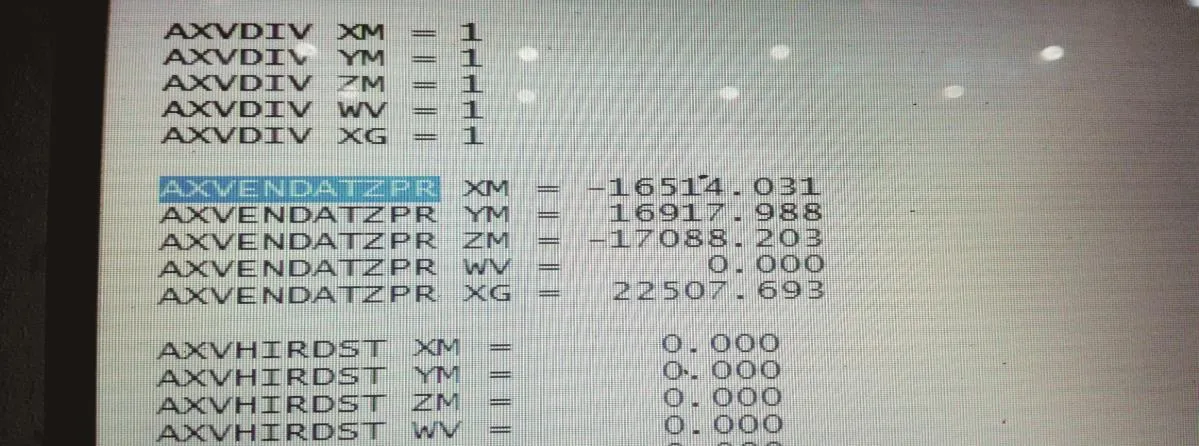
圖4
(9)在半閉環的同步與零點預設完成后,就可以進行全閉環的龍門調試。啟動機床,選擇“SERVICE”、“MAINT PARAMETER”、“MAINT GANTRY”、“AXSINST/AXSCOARSE”。將參數“AXSINST XG”由OF改成ON,在這種方式下,執行龍門軸回零,回零結束后,在LOGFILE中,會顯示如下信息:“ICN155 DISTANCE BETWEEN INDEX IS(值)”。
這個信息包含了主動軸和從動軸零點之間存在的距離。將該值輸入至從動軸的回零預設值參數AXVZPR中。再將參數AXVINST*G設回OF,重新回零,確認兩個軸的零點正確。至此,龍門軸已經建立起同步關系,能夠正常運行。界面如圖3所示。
(10)以上講的是龍門機床的ENDAT編碼器雙計數調試,對于非龍門軸,比如Z軸或Y軸,如果裝拆過電動機也要進行半閉環零點預設。步驟如下:把機床移到整數位置,比如1000,1500等等,然后急停,觀察顯示界面的數值是否是原來的數值。如果有差值,在INIPAR.SET參數中對相應的AXVENDATZPR進行修改。差值在允許范圍內后,機床此項調試就完成了。界面如圖4所示。
4.結語
在機床安裝調試過程中,要注意機床位置反饋系統的計數類型,并根據類型進行設置和調試,如果類型和參數設置不匹配,機床將無法上電和正常運行。對于其他數控系統的雙計數系統,調試的技術和方法基本一致,只是各數控系統的參數定義名稱不同而已。
猜你喜歡
電子制作(2018年12期)2018-08-01 00:47:44
石油化工建設(2018年1期)2018-07-10 09:49:50
制造技術與機床(2017年6期)2018-01-19 02:41:21
中國核電(2017年1期)2017-05-17 06:10:11
電子制作(2017年19期)2017-02-02 07:08:38
當代化工研究(2016年6期)2016-03-20 16:21:46
中國房地產業(2016年2期)2016-03-01 01:25:18
西部廣播電視(2015年5期)2016-01-16 03:45:05
石油化工建設(2015年5期)2015-12-01 04:17:19
電子設計工程(2015年3期)2015-02-27 12:04:00
